1
Изобретение относптся к обработке металлов давлением, в частности к устройствам для контроля Изгибаемой поверхности.
Из:вестно устройство для контроля формы поверхности, обработанной на валковой листогибочной машине. Это устройство содержит измеритель угла поворота, состоящий из вращаюш,ейся и неподвижной частей, и измеритель длины радиуса-вектора 1.
Однако известное устройство не может быть использовано для измерения координат точек поверхности непосредственно при ее обработке на валковой гибочной машине, так как средний валок этой машины в процессе контроля мешает перемешению измерителя длины радиуса-вектора.
Цель изобретения - обеспечение использования устройства в процессе обработки деталей.
Для этого измеритель длины радиуса-вектора и врашаюшаяся часть измерителя угла иоворота установлены на среднем валке, а неподвижная часть измерителя угла поворота закреплена на неподвижном корпусе, при этом измеритель длины радиуса-вектора выполнен в виде штанги, размещенной в отверстии, выполненном в среднем валке перпендикулярно его оси, нутрометра, определяюшего перемеи1,ения штанги и смонтированного на
среднем валке упора, имсюпдего средства регулировочного перемещен11Я.
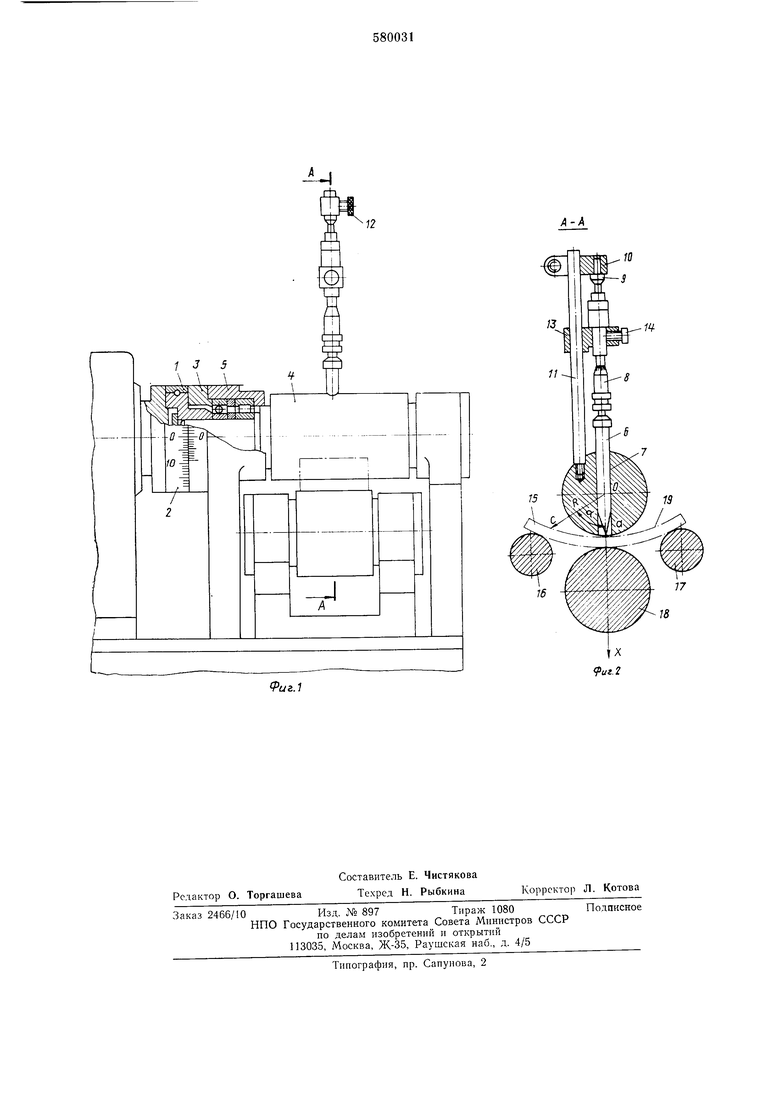
На фиг. 1 изображено предлагаемое устройство, общий вид; на фпг. 2 - разрез по А--А
на фиг. .
Предлагаемое устройство содержит iisMepiiтель угла иоворота, состоянии пз враи ающейся части, выполненной в впде лимба 1 со шкалой 2 и неподвижно части, выполненной
в виде нониуса 3. Лимб 1 установлен на конце среднего валка 4, а нониус 3 прикреплен к неподвижной части 5 гибочной манишы.
Измеритель длины радиуса-вектора включает штангу 6, которая установлена в отверстии 7, среднего вал1ка 4. Для определения перемещения щтанги измер 1тель снабжен нутрометром 8, который установлен между штангой 6 и упором 9, закрепленном с помонцэю кронштейна 10 п стойкч 11 на среднем валке
4. Кронштейн 10 вместе с упором 9 может )ieремещаться вдоль стойкн 11 и стопорится на ней с помощью винта 12. Нутрометр 8, закрепленный на серьге 13 с номоп1ью впита 14, может перемешаться вдоль стойкн 11 и свободно
поворачиваться вокр}т ее оси.
Для установки и закрепления контролируемой детали 15 прп измерении использ ют имеюни1еся у листогибочной aпlины, боковЕзте валки 16 и 17 и средний валок 18.
3
Перед измерением .производят настройку устройства по координатам контрольной точки. При этом исходят из того, что полюс о полярной системы координат раоположеи на оси вращения среднего валка 4, а полярная ось ОХ проходит через контрольную точку а, )ас11оло кеину1о ла линии касания Обработаиiioii ловерхности 19 с 1валком 4.
Для настройки устройства штангу 6 устапанливают вдоль полярной оси O/Y и соприкасают € точкой а, затем шкалу 2, посредством поворота лимба 1, .ставят на нулевую отметку, а нутрометр 8 устанавливают на размер, равиый половине диаметра валка 4. После этого упор 9 с кроиштейно.м 10 опускают до соприкосновения с нутрометром 8 и закрепляют его в этом положении винтом 12.
Для измерения координат, например с, конец штанги 6, посредством перемещения ее в отверстии 7 и поворота валка 4, совмещают с этой точкой, а нутрометр 8 устанавливают на размер, при котором он одновременно касается штанги 6 и упора 9. Затем по Ш1кале 2 и нутрометру 8 считывают соответственно значение полярного угла а и длину радиуса-вектора R для точки с.
При использовании предлагаемого устройства целесообразно задавать форму обрабатываемой поверхности в иоляриой системе координат, соответствуюшей этому устройству, т. е. принимать длину радиуса-вектора, равной половине диаметра валка при полярном угле, равном нулю.
Оснащение валковых гибочных машин предлагаемым устройством сокращает время, затрачиваемое на обработку и измерение деталей сложной формы, так как при этом нет необходимости многократно -вынимать детали из машины для проверки.
4
Кроме того, наличие измерительных средств лепосредственно на машине позволит рабочему более рационально управлять процессом гибки и изготавливать детали с большей точ5 н остью.
Предлагаемое устройство дает возможность
исследовать форму поверхности, находящуюся
J5 состоянии упруго-иластического изгиба, и
экснериментально определить статическую мо0 дель процесса гибки.
Формула изобретения
Устройство для измерения полярных координат точек поверхности детали, обработанной
5 на валковой гибочной машине, имеющей размещенный в неподвижном корпусе средний валок, содержащее измеритель длины радиуса-вектора и измеритель угла поворота, отличающееся тем, что, с целью обеспечения использования устройства в процессе обработки детали, измеритель длины радиусавектора и вращающаяся часть измерителя угла поворота установлены на среднем валке, а неподвижная часть измерителя угла поворота закреплена на неподвижном корпусе, нри этом измеритель длины радиуса-вектора выполнен в виде щтапги, размеп1,енной в отверстии, выполненном в среднем валке перпендикулярно его оси, «утрометра, определяющего перемещения штачги и смонтированного 1на среднем валке упора, имеющего средства регулировочиого перемещения.
Источники информации, -принятые во внимание при экспертизе
1. Берлинер Ю. И. Правка цилиндрических и конических оболочек (обзорная информация), ЦИНТПхимнефтемонтаж, серия ХМ-9, М., 1972, с. 44.
Ри&Л
A-f(
| название | год | авторы | номер документа |
|---|---|---|---|
| Листогибочная валковая машина | 1976 |
|
SU715173A1 |
| СПОСОБ ПОЛУЧЕНИЯ ЦИЛИНДРИЧЕСКИХ ОБЕЧАЕК ИЗ МЕТАЛЛИЧЕСКОГО ЛИСТА | 2006 |
|
RU2336965C2 |
| СПОСОБ ГИБКИ ИЗДЕЛИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2095174C1 |
| Листогибочная машина | 1991 |
|
SU1792765A1 |
| ВАЛКОВАЯ ЛИСТОГИБОЧНАЯ МАШИНА | 1993 |
|
RU2015772C1 |
| Листогибочная валковая машина | 1987 |
|
SU1523213A1 |
| МАШИНА ВАЛКОВАЯ ЛИСТОГИБОЧНАЯ | 2005 |
|
RU2289488C1 |
| ПРИСПОСОБЛЕНИЕ ДЛЯ ИЗГОТОВЛЕНИЯ КОНИЧЕСКИХ ОБЕЧАЕК НА ВАЛКОВЫХ ЛИСТОГИБОЧНЫХ МАШИНАХ | 2002 |
|
RU2222403C2 |
| МАШИНА ВАЛКОВАЯ ЛИСТОГИБОЧНАЯ | 2005 |
|
RU2302308C2 |
| Листогибочная валковая машина | 1977 |
|
SU745572A1 |