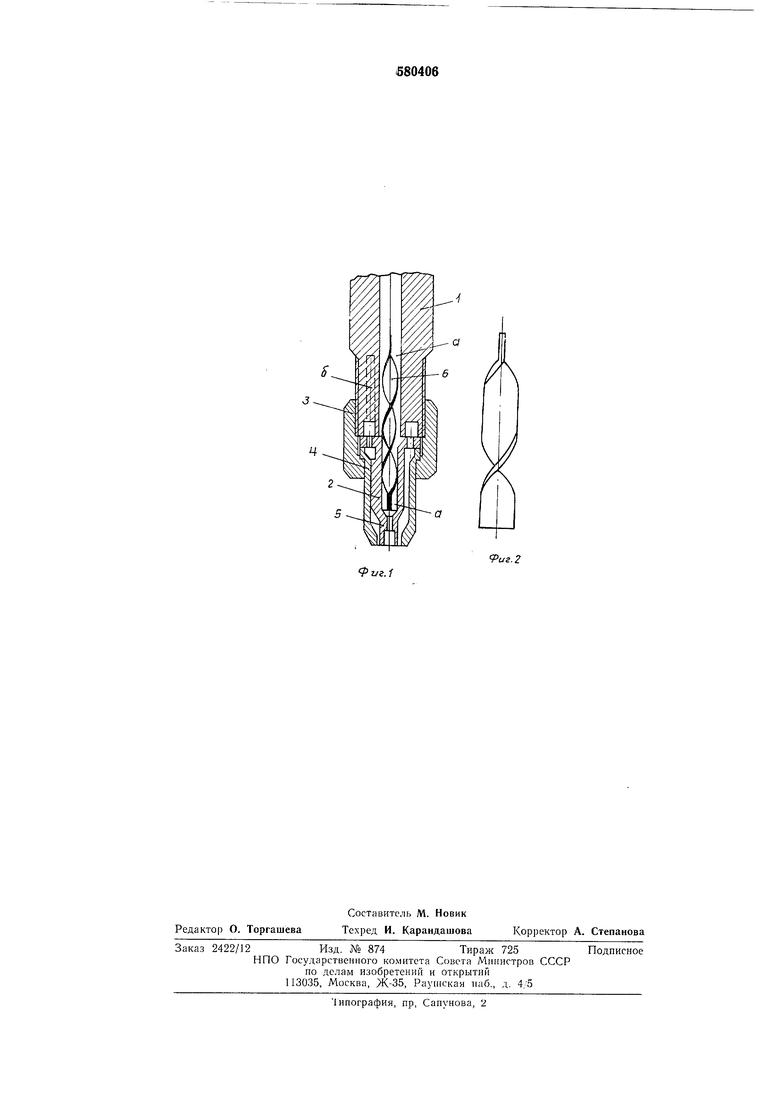
емый металл, который нагревается подогревающим газокислородным пламенем, истекающим через щель -между гильзой 4 и мундштуком 2, до температуры воспламенения. При горении металла в струе режущего кислорода, часть передней фронтальной кромки режущей струи кислорода входит в реакцию с металлом, а остальная часть передней фронтальной кромки струи режущего кислорода загрязняется продуктами сгорания металла и шлаками. В то время, как передняя кромка струи режущего кислорода насыщается продуктами сгорания металла по мере углубления в разрезаемый металл, тыльная сторона струи и отчасти боковые стороны остаются чистыми и участие в процессе горения не принимают. Поэтому струю режущего кислорода вращают вокруг ее оси, подводя чистый кислород, находящийся с боков и сзади в струе, в зону резки. По мере углублеНИН в металл к зоне реза в глубине металла поступают все время новые порции чистого кислорода, находившегося до этого в боковой и тыльной (задней) части струи, а загрязненные продуктами сгорания металла порции кислорода отводятся назад в тыльную часть струи. Такое закручивание по винтовой траектории струи режущего кислорода осуществляет завихритель 6,установленный в канале а режущего кислорода мундщтука 2, либо головки 1 резака. На фиг. 1 показан вариант исполнения, когда завихритель 6 расположен частично в мундштуке 2 и частично в головке 1 резака одновременно. Наиболее оптимальный режим работы наступает тогда, когда частицы кислорода, находившиеся в начале процесса резки у поверхности листа в тыльной части струи, по винтовой траектории переходят во фронтальную часть струи в месте выхода ее из разрезанного металла.
Завихритель (фиг. 2) может быть выполнен любой формы, но наиболее целесообразно придавать ему форму буравчика. Наиболее просто выполнять завихритель из медной либо латунной ленточки толщиной 0,5-1,5 мм. Ширина последней равна диаметру канала режущего кислорода, в котором устанавливается завихритель. Сиираль (завихритель) плотио вставляется в канал режущего кислорода и не должна выпадать (перемещаться
в осевом направлении вдоль канала) при расположении резака любой плоскости пространства. Шаг завихрителя выбирается в зависимости от толщины листа (номера мундщтука).
Проведенные испытания мундщтуков с завихрителем для закручивания струи режущего кислорода показали, что при резке холодного листового металла из малоуглеродистой стали толщиной, например, 40 мм скорость резки возрастает в 1,5-1,7 раза и более по сравнению с режимом резки тем же мундштуком, но без завихрителя. При этом расход кислорода не изменяется по сравнению с режимом резки без завихрителя, а ширина реза при закручивании струи режущего кислорода уменьшается примерно на 15- 20%. Шаг завихрителя в указанном режиме работы составляет около 25 мм. Предлагаемая конструкция резака позволяет простейшим образом обеспечить закручивание струи режущего кислорода и существенно повысить скорость резки.
Предлагаемая конструкция является наиболее оптимальной как с точки зрения изготовления, так и из условий эксплуатации. Учитывая годовой выпуск газорежущего оборЗдования, например, на Одесском заводе «Автогенмаш внедрение резаков на данному изобретению дает годовой экономический эффект порядка 1,5 млн. руб.
Формула изобретения
Резак для кислородной резки металла, содержащий корпус, несущий головку с мундщтуком, в котором выполнен центральный канал для подачи режущего кислорода и предусмотрено средство для закручивания струи режущего кислорода, отличающийся тем, что, с целью повышения скорости резки, средство для закручивания режущей струи кислорода выполнено в виде завихрителя, который установлен в центральном канале для подачи режущего кислорода.
Источники информации, принятые во внимание при экспертизе
1. Патент Японии № 24012, кл. 12В 51, 1970.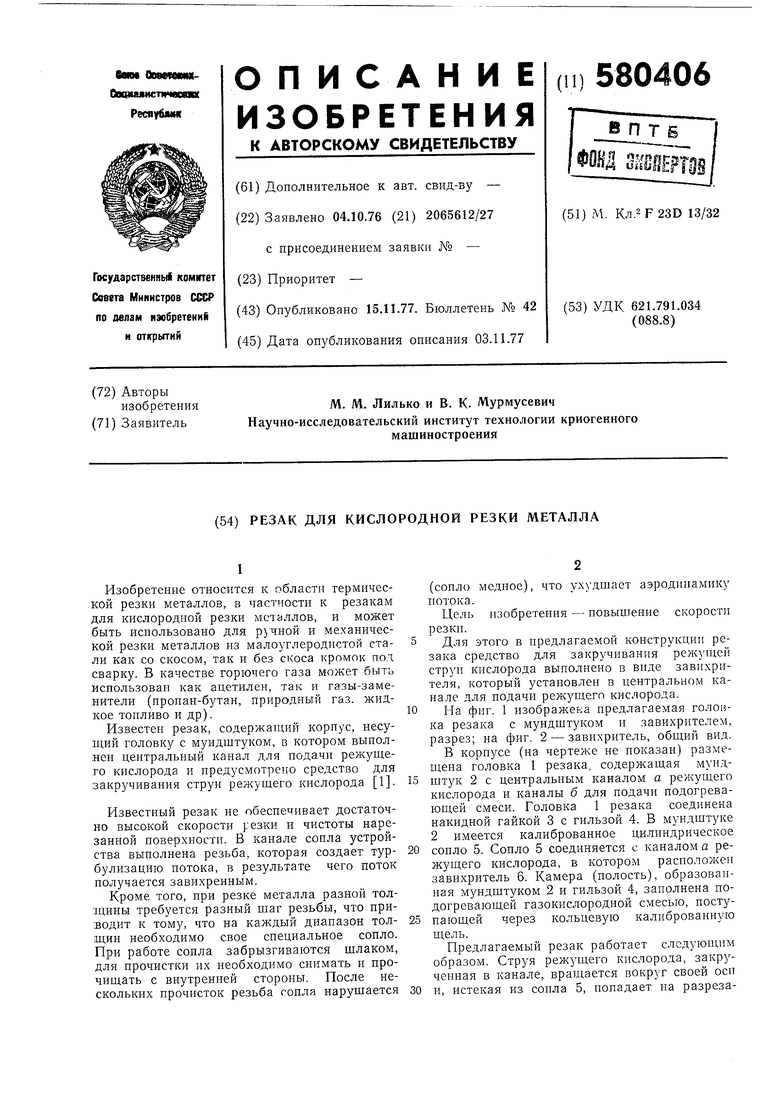
| название | год | авторы | номер документа |
|---|---|---|---|
| Резак для кислородной резки металла | 1980 |
|
SU929967A1 |
| Газокислородный резак | 1987 |
|
SU1488145A1 |
| Способ термической резки стальных заготовок кислородом высокого давления и резак для его осуществления | 1982 |
|
SU1050825A1 |
| Резак для кислородной резки металла | 1980 |
|
SU937889A1 |
| Газокислородный резак | 1985 |
|
SU1273690A1 |
| Газокислородный резак внешнего смешения газов для резки металлов больших толщин | 1978 |
|
SU748088A1 |
| ГАЗОКИСЛОРОДНЫЙ РЕЗАК | 2002 |
|
RU2223164C2 |
| Резак для газовой резки | 1976 |
|
SU567019A2 |
| Мундштук газокислородного резака | 1969 |
|
SU341341A1 |
| РЕЗАК ДЛЯ РЕЗКИ МЕТАЛЛА | 2005 |
|
RU2324579C2 |