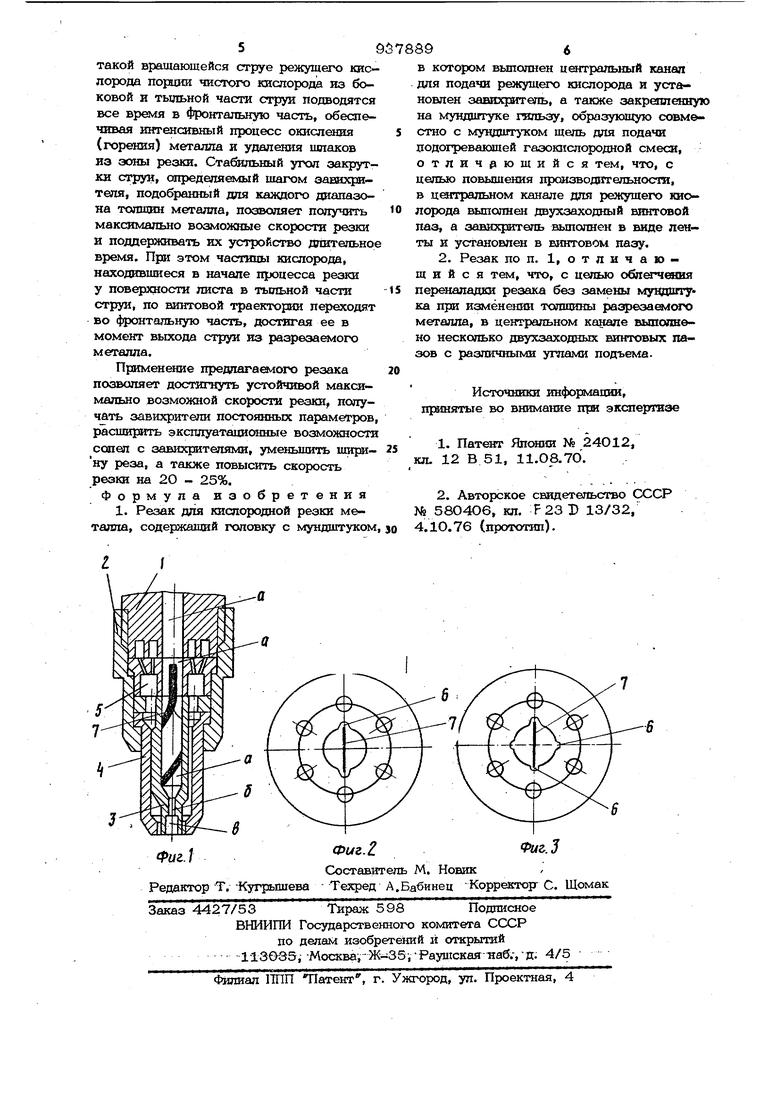
Изобретение относится к тер гаческо резке металлов, в частности к резакам для кислородной резки металла, л может быть использовано для ручной и механизированной резки металла из малоуглеродистой стали как со скосскм, так и без скоса крсмок под сварку. В качестве горючего газа может быть использован как. ацетилен, так и газы заменители: пропан-бужаи, природный газ. Известен резак, в котсфом в выхо; ном канале сопла выполнена резьба, служащая для закручивания струи 1 . Известен также резак, содержащий голсюку с мундштуком, в которс выполнен центральный канал для подачи режущего кислорода, предусмотрено устройство для закручивания струи р&жушего кислорода и установлен завих- ритель, а также закрепленную на мундштуке щльзу, образующую совместно с мундштуком шель для подачи подогрвч вакяцей газокислородной смеся Г Недостатком этих резаков является то, что при штакшовке завихрителя очень тяжело получать деташс одинакового профиля из-за того, что медный лист, из которого сделан завихрвтель, пружинит. Для удобства прочистки канала сопла завю |«тель желательно вынимать, а это затруднено, так как он пло1 но вставлю в канал, в связи с чем нарушается его . Кроме того, для кажда й группы толщин металла необходимо иметь свой завихритель с другим шагом. Все эти недостатки снижают производительность резки. Цель изобретения - повьш1ение прсшзводатепьностя. У занная цель достигается тем, что в резаке, содержащем головку с мундштуком, в котором выполнен центральный канал для подачи режушего кислорода и установлен завихритель, а также закрепленную на мундштуке гильзу, образуюШую совместно с мундштуком щель для подачи подогревающей газокислородной смеси в центральном канале дга подачи режущего кислорода выполнен двузсааходный ыпгговой паз, а завихритель выполнен в виде ленты и установлен в винтовом паау. Кроме того, для облегчения переиалад ки ре.зака без замены мундштука при изменении толщины разрезаемого металла в центральном канале выполнено несколь ко двухзаходньЕХ винтовых газов с разтШчными .углами подъема. На фйг. 1 изображена гояовка резака с мундштуком и завихритепеа ; на sir. 2 ВИД на сопло с торца в случае вьшолнеш одного двухзаходного паза; ка фиг. 3 вид на сопло с торца с двумя двухзаходHbitvffl пазами (пуштфной линией показан вариант перестановки ленты). Резак содержит головку 1, к которой накидной гайкой 2 прижат мундштук 3, гильза 4 и камеры 5 смесеприротовпения. Мундштук 3 содергжит центральный канал для подачи режущего кислорода О я горловую калиброванную часть cj, переходз ацую в расширенную камеру S . Канал О мундштука 3 для подачи режушего кислорода соединяется с аиалоптч- яым каналом О в камере 5 смесепрадготовления и головке 1 резака. В канале а мундштука 3 нарезан двухэаходный винтовой паз 6, в который вставлена тонкая лента 7 ( - 0,1 - 0,15 мм), например из беришшевой бронаы, латуни, меди, алюминий. Угол подъема шага вин тового паза 6 соответствует заданному профилю завихритепя. Пскяе установки в даз 6 ленты 7 она искривляется ввиду малой толщины и принийает кривишгу лаза 6, превращаясь в завихритепь с заданным фиксированным профилем. При этом профиль ленты 7 формируется при установке леяты в паз 6, всегда остает ся постоянным, не зависит от механичес них свойств материала ленты 7 и опред ляется лишь кривизной паза 6. Все пазы 6 могут быть изготовлены одинаковыми так как их .идентичность не зависит от посторонних факторов, а определяется ли присяособлением (наладкой) на станке. Это обеспеч1тает идентичность профиля заыщитепя и устойчивость пахйметров закрашенной струи режущего кислорода в разных соплах. Для каждой группы толщин разрезаемого металла применяется мундштук своего номера. Так, например для 5- 63 94 20 мм применяется мундштук № 1, для 20-50 мм - мундиггук N 2, а для 50-15О мм - му1здштук № 3. Эти данные ориентировочны, так как на режимы резки оказывают влияние много дополнительных факторов. Ввиду ого, что прирост скорости реэки при закручивании струи режущего кислорода зависит от соотношения щага завихрителя и тогашшы разрезагауюго металла, то для разных толщин металла шаг завихритепя должен быть различным. При этом диапазон разрезаемых ТОЛЩЕЙ мундштуком одного номера не совпадает с диапазоном тогашш, для которых подходит завихритель одного выбранного шага. Это приводит к тому, что в один и тот же мундштук необходимо вставлять несколько завихрителей с разным шагом. Поэтому в мундштуке может быть нарезёно несколько, например два, двухзаходных винтовых паза с разными шагами подъема винтовой линии. Количество таких двухзаходных винтовых пазов 6 в мундштуке 3 определяется диапазоном толшин, являющимся оптимальным для завихрителя одного типа. При переходе с одной толщины разрезаемого металла на другую, даже в предетсах мундштука одного номера, достаточно вьшуть ленту 7 из одного паза и переставить в другой, что обеспечивает получение завихрителя с другим шагом, оптимальным для нового диапазона топщин разрезаемого металла. Для удобства перестановки ленты 7 прт изменении шага аавихрителя, а также при чистке мундштука, она выполнена длиннее, чем канал С1 мундштука 3, и выступает наружу. Это обеспечивает пла&ный вход режущего кислорода в квнад. мундштука 3. При необходимосш винтовой паз 6 может быть выполнен по любому закону изменения шага, в т.ч. шаг может быть и переменным. Идентичным будет и закон изменения профиля завихрителя. Резак работает следукацим образом. Струя режущего кислорода, закрученная по определенному закону, опредоляет ому профилем завихрителя в мундштуке 3, вращаясь вокруг своей оси, истекает наружу и попадает на разрезаемый металл, который нагревается подогревакщщм газркислородным пламе нем, истекающим через щель между мундштуком 3 и ГИЛЬЗОЙ 4, до температуры воспламенения. При горении металла в
| название | год | авторы | номер документа |
|---|---|---|---|
| Резак для кислородной резки металла | 1974 |
|
SU580406A1 |
| Резак для кислородной резки металла | 1980 |
|
SU929967A1 |
| Газокислородный резак | 1985 |
|
SU1273690A1 |
| РЕЗАК ДЛЯ ГАЗОКИСЛОРОДНОЙ РЕЗКИ МЕТАЛЛОВ (ВАРИАНТЫ) | 2001 |
|
RU2196667C1 |
| ГАЗОКИСЛОРОДНЫЙ РЕЗАК | 2002 |
|
RU2223164C2 |
| ГАЗОКИСЛОРОДНЫЙ РЕЗАК | 1990 |
|
SU1722115A1 |
| РЕЗАК ДЛЯ РАЗДЕЛИТЕЛЬНОЙ ГАЗОКИСЛОРОДНОЙ РЕЗКИ | 1965 |
|
SU170014A1 |
| УСТРОЙСТВО ДЛЯ ГАЗОПЛАМЕННОЙ ОБРАБОТКИ МАТЕРИАЛОВ | 1993 |
|
RU2038931C1 |
| Газокислородный резак внешнего смешения газов для резки металлов больших толщин | 1978 |
|
SU748088A1 |
| ГАЗОКИСЛОРОДНЫЙ РЕЗАК | 1992 |
|
RU2041424C1 |
