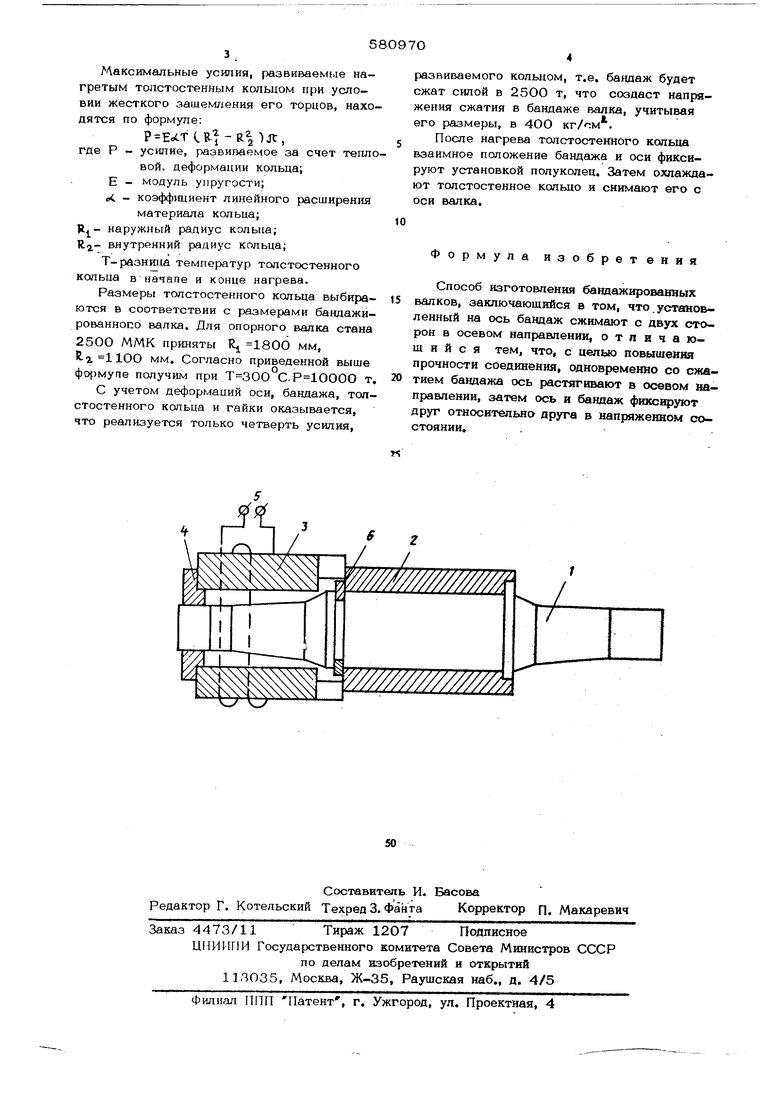
Изобретение относится к металлургической промышленности. Известен способ сборки бандажированных валков, заключающийся в том, что ось обжимают в радиальном направлении, устанавливают в бандаж, после чего усилия обжима снимают. Такой способ не обеспечивает требуемую прочность соединения больших опорных валков. Известен также способ сборки бандажированных валков, заключающийся в том, что бандаж, установленный на ось, сжимают с двух сторон в осевом направлении, Однако и этот способ не обеспечивает требуемую прочность соединения больших опорных валков прокатных станов, Целые изобретения является повышение прочности соединения при изготовлении банда жированных валков. .Поставленная цель достигается благодаря тому, что одновременно с двусторонним осевым сжатием установленного на ось бандажа ее растягивают в осевом направлении, затем ось и бандаж фиксируют друг относительно друга в напряженном состоянии. На чертеже схематически. показана сборка бандажированного валка в соответствии с предлагаемым способом (для одного конкретного случая). Для осуществления сжатия бандажа опорного валка стана 25ОО Магнитогорского металлургического .комбината им. В, И. Ленина необходимо создать сжимающие усилия порядка 1ОООО т. Для этого изготавливают толстостенное кольцо с размерами (внешний и внутренний радиусы) 18ООх11ОО. На ось 1 с размещенным на ней бандажом 2 устанавливают толстостенное допьцо 3, которое прижимают к бандажу гайкой 4, Толстостенное кольцо 3 нагревают при помбщи нагревательного элемента, например индуктора 5, При нагревании толстостенное кольцо расширяется, сжимая бандаж 2 и растягивая ось 1, При достижении определенной степени деформации бандаж 2 и ось 1 фиксируют друг относительно друга установкой полуколец 6,
Максимальные усилия, развиваемые нагретым толстостенным кольцом при условии жесткого зашем71ения его торцов, находятся по формуле:
CF-t -Rl ,
Р - усилие, развиваемое за счет теплогдевой, деформации кольца; Е - модуль упругости; Я - коэфф5щиент линейного расширен1Ю
материала кольца; Я - наружный радиус кольпа; Rj,- внутренний радиус кольца;
Т-разншха температур толстостенного кольца в начапе и конце нагрева.
Размеры толстостенного кольца выбираются в соответствии с размерами бандажи- рованнопо валка. Для опорного валка стана 2500 ММК приняты R 18Об мм, R. г 11ОО мм. Согласно приведенной выше фо()мупе получим при С. Р 1ОООО т С учетом деформаций оси, бандажа, толстостенного кольца и гайки оказывается, что реализуется только четверть усилия.
развиваемого кольцом, т.е. ба1щаж будет сжат силой в 2500 т, что создаст напряжения сжатия в бандаже валка, учитывая его размеры, в 4ОО .
После нагрева толстостенного кольца взаимное положение бандажа и оси фиксируют установкой полуколец. Затем охлаждают толстостенное кольцо и снимают его с оси валка.
Формула изобретения
Способ изготовления бацдажироваввых валков, заключающийся в том, что.установленный на ось бандаж сжимают с двух сторон в осевом направлении, о т л и ч а ющ и и с я тем, что, с целью повышения прочности соединения, одновременно со сжатием бандажа ось растягивают в осевом направлении, затем ось я бандаж фиксируют друг относительно друга в напряженном состоянии.
| название | год | авторы | номер документа |
|---|---|---|---|
| Бандажированный прокатный валок | 1977 |
|
SU697212A2 |
| ПРЕДВАРИТЕЛЬНО НАПРЯЖЕННЫЙ СОСТАВНОЙ ПРОКАТНЫЙ ВАЛОК | 2001 |
|
RU2201822C2 |
| Способ сборки с натягом деталей типа вал-втулка из оптически активных материалов | 1980 |
|
SU935247A1 |
| Бандажированный прокатный валок | 1974 |
|
SU503386A1 |
| СОСТАВНОЙ ПРЕДВАРИТЕЛЬНО НАПРЯЖЕННЫЙ ВАЛОК | 2012 |
|
RU2518836C1 |
| СПОСОБ СБОРКИ СОСТАВНОГО ПРОКАТНОГО ВАЛКА | 1996 |
|
RU2096102C1 |
| ПРЕДВАРИТЕЛЬНО НАПРЯЖЕННЫЙ СОСТАВНОЙ ПРОКАТНЫЙ ВАЛОК | 2002 |
|
RU2226134C2 |
| Прокатный валок | 1973 |
|
SU503387A1 |
| СОСТАВНОЙ ПРОКАТНЫЙ ВАЛОК | 1997 |
|
RU2130348C1 |
| Способ изготовления ролика | 1981 |
|
SU985089A1 |
/ /
W/////7//////////A-.
