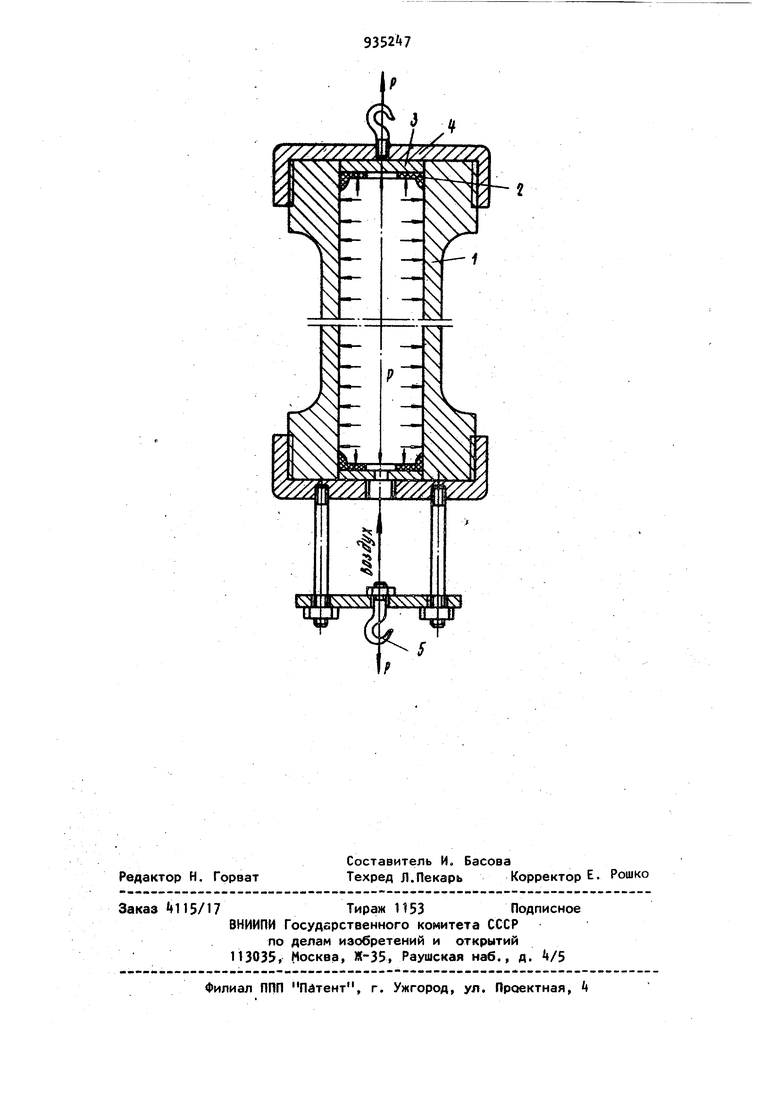
393 тояния деталей типа вал-втулка, собранных горячим способом с натягом. Целью изобре тения является повыше ние прочности соединения деталей типа бандажированных валков прокатных станов 5000. Поставленная цель достигается за счет того, что согласно способу сборки с натягом деталей типа валвтулка из оптически активных материа лов, заключающемуся в том, что перед сборкой охватывающую деталь нагревают , затем раздают в радиальном направлении усилием внутреннего давления рабочей среды с обеспечением напряженного состояния в пределах упругих деформаций, охлаждают эту деталь в напряженном состоянии, пос|Ле чего снимают усилие внутреннего давления, вставляют охватываемую деталь в охватывающую и совместно нагр вают, перед сборкой одновременно с раздачей усилием внутреннего давлейия охватывающую деталь растягивают В осевом направлении, при этом растя гивают с усилием, равным усилию вну реннего давления рабочей среды на площадь торца этой детали. Способ сборки с натягом деталей типа вал-втулка из оптически активных материалов поясняется чертежом. Способ сборки заключается в следующей последовательности технологических приемов. До соединения деталей охватывающую деталь 1 нагребают, затем раздают в радиальном направлении усилием Р внутренного давления рабочей среды, например воздухом под давлением,и растягивают в осевом направлении с усилием Р с обеспечением нап ряженного состояния в пределах упругих деформаций, охлаждают до комнатной температуры деталь в напряженном состоянии, после чего усилие Р внутреннего давления воздуха и рас тягивающего усилия снимают , а в эту охватывающую деталь 1 вставляют охватываемую деталь (не показана) и обе детали в соединении совместно нагревают до температуры нагрева охватыващей детали до ее сборки. После совместного охлаждения до комнатной температуры в соединенных деталях фиксируются радиальные, тангенциальные и осевые напряжения от натя га. В качестве примера рассмотрим со ;динение вала и втулки, изготовленных из оптически автивного материала ЭД-бМ. Способ сборки деталей предлагаемым методом заключается в следующем. В центральное отверстие заготовки охватывающей детали 1, изготовленной из оптически активного материала ЭД-бМ, вставляют резиновое уплотне ние 2, металлические прокладки 3 и завинчивающие крышки 4, После этого деталь (заготовку) нагревают до . В отверстие нижней крышки подают сжатый воздух под давлением Р I кг/см2. и одновременно растягивают деталь 1 усилием Р 22 кг, для чего к нижнему крюку 5 подвешивают груз. Затем деталь 1 охлаждают под нагрузкой до комнатной темперетуры. После снятия внутреннего давления и растягивающего усилия в заготовке фиксируются радиальные, тангенциальные и осевые деформации. Вырезая из заготовки детали 1, например, втулку длиной 100 мм и вставляя во втулку вал, диаметр которого сопрягается с отверстием втулки по ходовой посадке, проводят их совместный нагрев до . При этом возникает силовое взаимодействие деталей, обусловленное разностью их сопряженных линейных размеров. После охлаждения составной детали до комнатной температуры в деталях фиксируются радиальные, тангенциальные и осевые напряжения от натяга.. Выбор величины осевого растягивающего усилия по заявленной формуле обусловлен тем, что при горячей посадке натурных деталей в охватывающей детали возникают после охлажде. ния именно такие растягивающие напряжения . Величину натяга U определяют по формуле U -i ( IS осевое растягивающее напряжение;внутреннее давление ; модуль упругости 1-го разряда;/х. 0,5 коэффициент Пуассона; коэффициент, учитывающий размеры детале г 25 мм - наружный радиу втулки; г 18 мм, - внутренний радиус втулки. Осевое усилие, прикладываемое к охватывающей детали определяется по формуле Р jiPr 3i1-2,5 19.6 кг. Осевое растягивающее напряжение равно С ., +К , U0,72 , ,, кг т:кГ1-ьо 72Т см и (.1±0.72. 0 5) 200 1-0,721- -0.5 0,05 см. Заявленные технологические otличия способа позволяют использовать ,е;ср, в частности, для моделирования i бЗндажированных валков прокатных ста нов и многовтулочных контейнеров. Он дает повышение точности моделиро вания по сравнению с известными спо собами фотоупругости на «О %, Это позволяет применять его взамен моде лирования на стальных моделях, не дающего картины распределения конта ктных давлений. При этом значительно сокращаются а атраты на изготовление и сроки изготовления моделей. Отпадает eo6 ходимость в усталостных испытаниях. Изобретение использовано при проектировании бандажированных валков широкополосного стана 5000. Формула изобретения 1 .Способ сборки с натягом деталей: типа вал-втулка из оптически активных материалов, заключающийся в том, что перед сборкой охватьвающую деталь нагревают, затем раздают в радиальном направлении усилием внутреннего давления рабочей среды с обеспечением .напряженного состояния в пределах упругих деформаций, охлаждают эту. деталь в напряженном состоянии, после чего снимают усилие и совместно нагревают, отличающийся тем, что, с целью повышения Прочности соединения деталей типа бандажированных валков прокатных станов 5000, перед сборкой одновременно с раздачей усилием внутреннего давления охватывающую деталь растягивают в осевом направлении. 2. Способ по п. 1, отличающ и и с я тем, что охватывающую дет таль растягивают с усилием, равным усилию внутреннего давления рабочей среды на площади торца этой детали. Источники информации, принятые во внимание при экспертизе 1. Иванов Н. Н. Детали машин. ., Высшая школа, 19б7. 2.Монахов-Ильин Г.П. Моделироваие деталей, соединенных насадкой натягом. Труды ВНИИМЕТМАШ, Н 31, 1972 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| БАНДАЖИРОВАННАЯ ДЕТАЛЬ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2005 |
|
RU2281173C1 |
| СОСТАВНОЙ ПРЕДВАРИТЕЛЬНО НАПРЯЖЕННЫЙ ВАЛОК | 2012 |
|
RU2518836C1 |
| ПРЕДВАРИТЕЛЬНО НАПРЯЖЕННЫЙ СОСТАВНОЙ ПРОКАТНЫЙ ВАЛОК | 2001 |
|
RU2201822C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СОСТАВНОГО ОПОРНОГО ВАЛКА ПРОКАТНОГО СТАНА | 2002 |
|
RU2218218C2 |
| Способ изготовления бандажированных валков | 1975 |
|
SU580970A1 |
| СОСТАВНОЙ ПРОКАТНЫЙ ВАЛОК | 1997 |
|
RU2130348C1 |
| СОСТАВНОЙ ПРЕДВАРИТЕЛЬНО НАПРЯЖЕННЫЙ ПРОКАТНЫЙ ВАЛОК | 2006 |
|
RU2308332C1 |
| ВТУЛКА-ЦАПФА ПОДШИПНИКА ЖИДКОСТНОГО ТРЕНИЯ ВАЛКА ПРОКАТНОГО СТАНА | 2016 |
|
RU2630137C1 |
| СПОСОБ ИНДУКЦИОННОЙ РАСПРЕССОВКИ СОЕДИНЕНИЯ ВАЛ-ВТУЛКА | 2009 |
|
RU2399474C1 |
| Способ изготовления сборных деталей | 1990 |
|
SU1764922A1 |