(54) СПОСОБ ИЗГОТОВЛЕНИЯ РОЛИКА
| название | год | авторы | номер документа |
|---|---|---|---|
| Составной прокатный валок | 1990 |
|
SU1731313A1 |
| Предварительно напряженная прокатная клеть с двумя многовалковыми калибрами | 1982 |
|
SU1135505A1 |
| Прокатный валок с осевым каналом | 1979 |
|
SU839632A1 |
| Клеть с многовалковым калибром | 1979 |
|
SU997862A2 |
| Способ сборки профилегибочных валков | 1991 |
|
SU1823800A3 |
| СОСТАВНОЙ ВАЛОК | 2000 |
|
RU2210445C2 |
| Способ изготовления бандажированных валков | 1975 |
|
SU580970A1 |
| СПОСОБ СБОРКИ СОСТАВНЫХ ПРОКАТНЫХ ВАЛКОВ | 2000 |
|
RU2185905C2 |
| ПРЕДВАРИТЕЛЬНО НАПРЯЖЕННЫЙ СОСТАВНОЙ ПРОКАТНЫЙ ВАЛОК | 2001 |
|
RU2201822C2 |
| Составной прокатный валок | 1976 |
|
SU554897A1 |
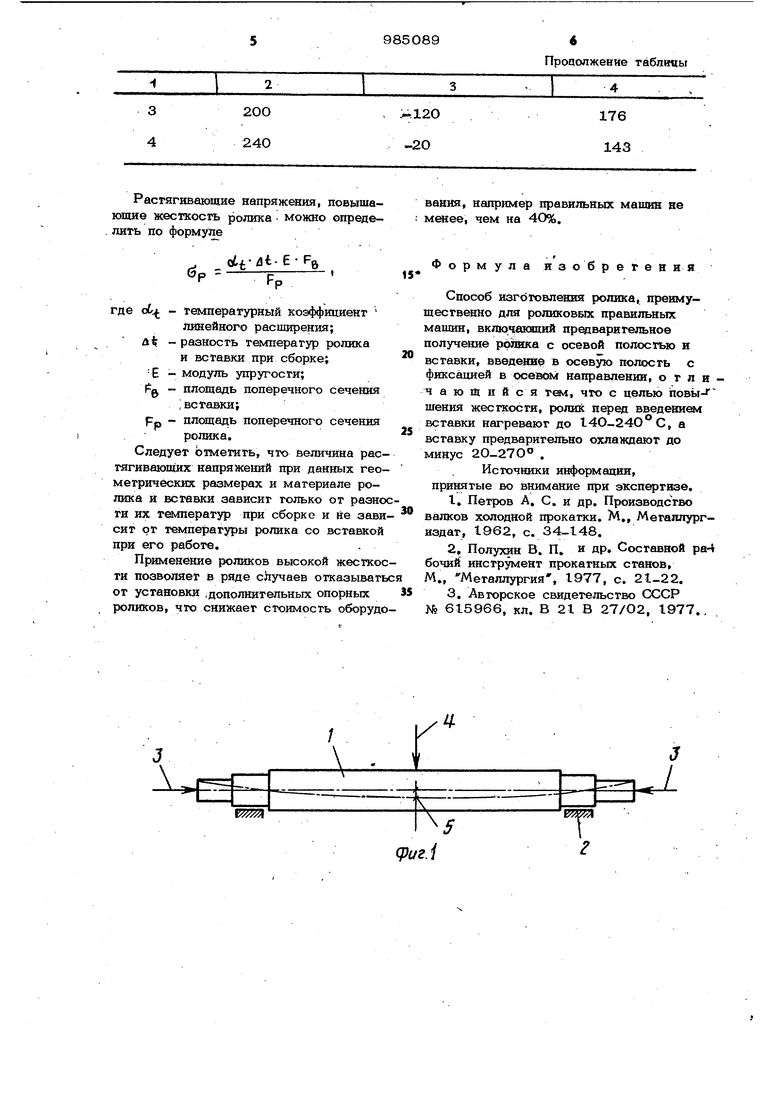
Способ огносигся к металлургическому машиносгроению, в частности к изготовле нию предв1аригельно напряженных роликов и валков. Известен способ получения валков (ро ликов) , включающий в себя ковку слитка, термообработку, сверление осевого канала, закаДку и отпуск СI 3. НедостатокТакого способа в низкой жесткости валков (роликов), особенно с большой длиной бочки. ,, Известен также способ изготовления составных валков, в котором после получения ковкой, термической и механичес кой обработкой бандажа и оси, фиксацию бандажа на оси осуществляют замечет гарантированного натяга, например горячей посадкой, в результате чего в валке осуществляется предварительное напряже ние ваяка в радиальном направлении 23 Недостаток известного способа в высокой трудоемкости соосного введения оси в бандаж запрессовкой. Кроме того, таким способом нельзя создать в валке растягивающих напряжений, направленных вдоль оси валка, чго снижает жесткость валков с большой длиной бочки. Наиболее близким по технической сущности к предлагаем «у является способ изготовления предварительно напряжённогс прокатного валка (ролика). Способ включает в себя предварительное валка с осевой полостью и вставки, размещение вставки с фиксацией в осевом направлении, причем вставку перед фиксацией предварительно нагревают Г31. Недостаток известного способа заключается в низкой жесткости валка, обусловленной наличием в его теле сжимающих напряжений, направленных вдоль оси. Для валков и роликов с большой длиной бочки сжимающие напряжения вызьшают снижение устойчивости в продожэном направле- . НИИ и приводят к увеличению прогиба, оси валка или ролика, т. е. к снижению их жесткости. 398 Цель изобретения - повышениеЖесткое ти ролика. Поставленная цель достигается тем, что в известном способе изготовления ролика, включающем предварительное получение ролика с осевой полостью и вставки, введение вставки в осевую полость с фиксацией в осевом направлении, ролик перед введением вставки нагревают до t40-24O C, а вставку предварительно охлаждают до -2О-270 С. Уменьшение температуры нагрева ро-. лика перед введением вставки ниже 140 приводит к недостаточном у. линейному рас ширению ролика вдоль его оси, что умен шает растягивающие направления в теле ролика и снижает его жесткость. Нагрев ролика перед введением встайки на температуру выше 240° С нецелесо образен из-за снижения твердости ролика. Охлаждение вставки до температуры выще -2О С неэффективно из-за недоста точного линейного сжатия вставки вдоль ее оси, что в конечном итоге приводит к недостаточной величине растягивающих напряжений в Теле ролика и, как след-Vствие, его недостаточной жесткости. Охлаждение вставки до температуры ниже -270® С технически неосуществимо. На фиг. I изображен ролик, нагруженный сжимающими усилиями; на фиг. 2 ролик нагруженный растягивающими усилиями; на фиг; 3 - ролик, общий вид. Предварительное напряжение роликов осуществляется приложением сжимающих ролик усилий, направленных вдоль его оси. Однако для роликов больщей общей длины ( Ц ) и сравнительно небольщого диаметра ( D) (CL/Dболее 5) сжимающи напряжения, направленные вдоль оси, снижают жесткость ролике. Это проиллю- стрйрованно на фиг. 1, где к ролику I, лежащаему на опорах 2, приложено сжимающее усилие, показанное стрелками 3, а давление металла при правке на роликстрелкой 4. При этом ролик прогинается на величину 5. Сжимающие усилия увеличивают величину прогиба.
140
1 2 180
-270
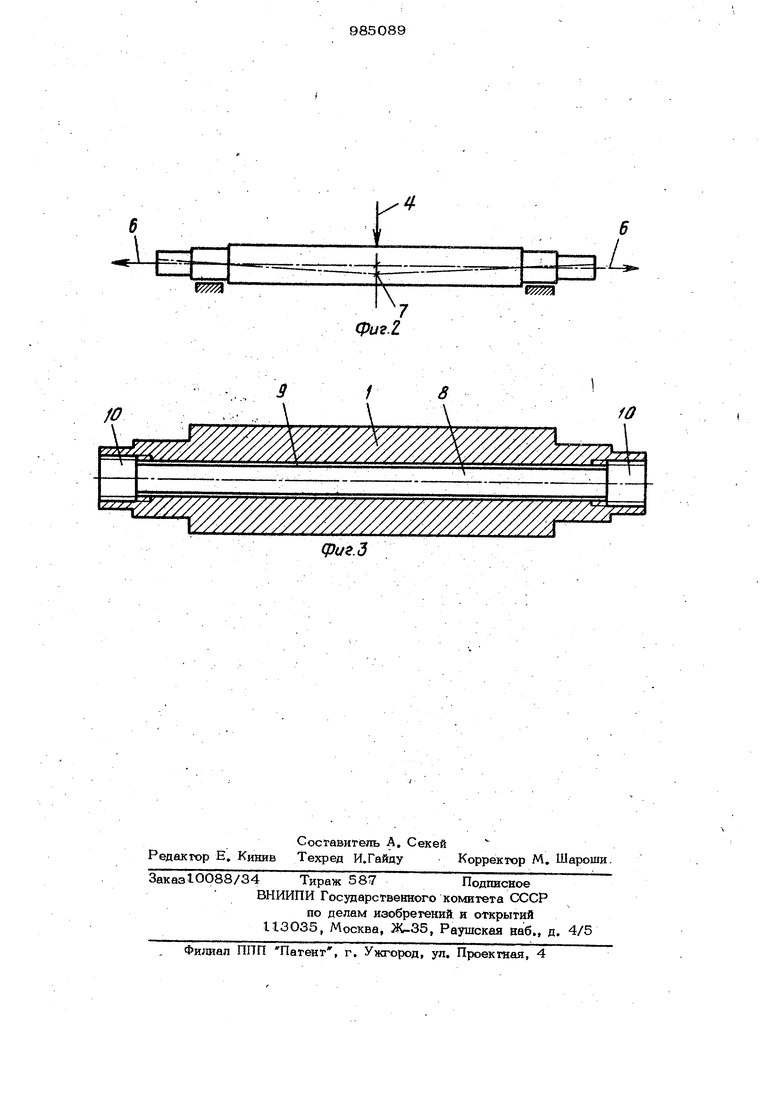
223 -200 209 94 Предлагаемый способ получения ролика обеспечивает приложение к нему растягивающих усилий 6 (фиг. 2), что ведет при том же давлении металла на ролик к уменвшению прогиба 7, Способ заключается в установке охлажденной вставки 8 (фиг, 3) в осевом канале 9 предварительно нагретого ролика I. Вставка фиксируется завинчивающимися пробками Ю. После сборки вставки 8 и ролик 1 приобретают температуру окружающей среды. При этом ролик укорачивается, а вставка удлиняется, что вызывает появление растягиваюЩих напряжений в теле ролика, т. е. увеличивается жесткость ролика. Величину растягивающих напряжений регулируют температурами вставки и ролика перед сборкой. П р и м е р. Из слитка стали 9x2 изготавливают путем ковки заготовку ролика правильной мащины сгана 25ОО холодной прокатки. Производят операции термообработки, механической обработки до диаметра бочки 2ОО мм и общей длины (бочки, щеек и приводных концов)) 36ОО мм, сверление с осевой канала до диаметра осевого отверстия 8О мм и закалку. Отдельно изготовляют встав-; ку из стали 40Х диаметром 79 мм и длиной ЗЗОО мм. После изготовления вставку подвергают объемной закалке и отпуску для повыщения ее прочности. Для фиксации вставки изготовляют резьбовые пробки длиной по 150 мм, ввинчивающиеся в осевое отверстие ролика. Перед сборкой ролика его нагревают до температуры низкого отпуска 14О240° С, а вставку охлаждают до -(20) - (-270) С, После установки вставки в ролик ее фиксируют резьбовыми пробками. При выравнивании температур ролик получает напряжение растяжения. направленное вдоль оси. Варианты сочетаний температур иагре. ролика, охлажд ия вставки и величины растягивающих напряжений представлены в таблице.
3 4
20О 240
Растягивающие напряжения, повышающие жесткоегь ролика можно определить по формуле - ilAilL-fe. ot - температурный коэффициент линейного расширения; -разность т««шератур ролика и вставки при сборке; -модуль упругости; -площадь поперечного сечения iвставки; рр - площадь поперечного сечения ролика. Следует отметить, что величина растягивающих напряжений при данных геометрических размерах и материале ролика и вставки зависит только от разнос тн их температур при сборке и не зави сит от температуры ролика со вставкой при его работе. Применение роликов высокой жесткос ти позволяет в ряде случаев отказывать от установки .дополнительных опорных роликов, что снижает стоимость оборудо
.Г
ГТроцолженне таблицы
:-.120
176 -2О 143
вания, например правильных машин не менее, чем на 4О%.
ц. Формула изобретения Способ изготовления ролика, преимущественно для рояиковБТХ правильных машин, включакший предварительное получение ролика с осевой полостью и вставки, введешзе в осевую полость с фиксацией в осевом направлении, о т л и чающийся тем, что с целью повы- шения жесткости, ролик перед введением вставки нагревают до 14О-240 С, а вставку предварительно охлаждают до минус 20-270° . Источники информации, принятые во внимание при экспертизе. 1.Петров А. С. и др. Производство валков холодной прокатки. М., Метаплургиздат, 1962, с. 34-148. 2.Полухин В. П. и др. Составной pai-i бочий инструмент прокатных станов, М., Металлургия , 1977, с. 21-22. 3.Авторское свидетельство СССР № 615966, кл. В 21 В 27/О2, 1977.,
v/y:
cpus.3
VW//
.
(pue-Z
