1
Изобретение относится к области машиностроения, преимущественно.химического, и может быть использовано для формования из пластмасс изделий с калиброванными отверстиями или получеНИН полимерных покрытий на изделиях цилиндрической формьз.
Известно устройство. длЯ изготовления из полимерных материалов изделий с отверстиями, содержащее упругий стержень, выполненный в виде соединенных между собой набора сегментов, взаимодействующих с силовыми распорными .элементами, причем для герметизации зазоров между оегментами стержень защищен листовьи«1 материалом f 1 .
Наиболее близким к предложенному изобретению является устройство для формования из пластмасс изделий с отверстиями, содержащее сердечник, вы полненный в виде разрезного упругого формующего элемента, шарнирно связанного тягами с ползуном для создания усилия 2.
В известных устройствах формующий элемент выполнен в виде набора сегментов, что практически:не позволяет получать откалиброванную (необходимой степени чистоты) поверхность кольцевого профиля в результате образова ния в местах стыка сегментов ;наплывов полимерного материала, так |как фольга, помещаемая в зазор между сегментами , деформируется под действием заливаемого полимера. Образовавшиеся наплывы удаляют путем механической обработки, что значительно усложняет технологический процесс. Устранить указанный недостаток можнопутем увеличения ширины сегментов (уменьшения расстояния между ними) . Однако в известном устройстве это сделать невозможно, так как затрудняется перемещение сегментов к центру формы при выемке знака из изделия и уменьшается рабочий диапазон диаметров получаемый отверстий.
Цель изобретения - получение изделий с калиброванной формуемой поверхностью.
Достигается это тем, что формующий элемент выполнен из ленты в виде цилиндра со стыком по образукадей внахлестку .
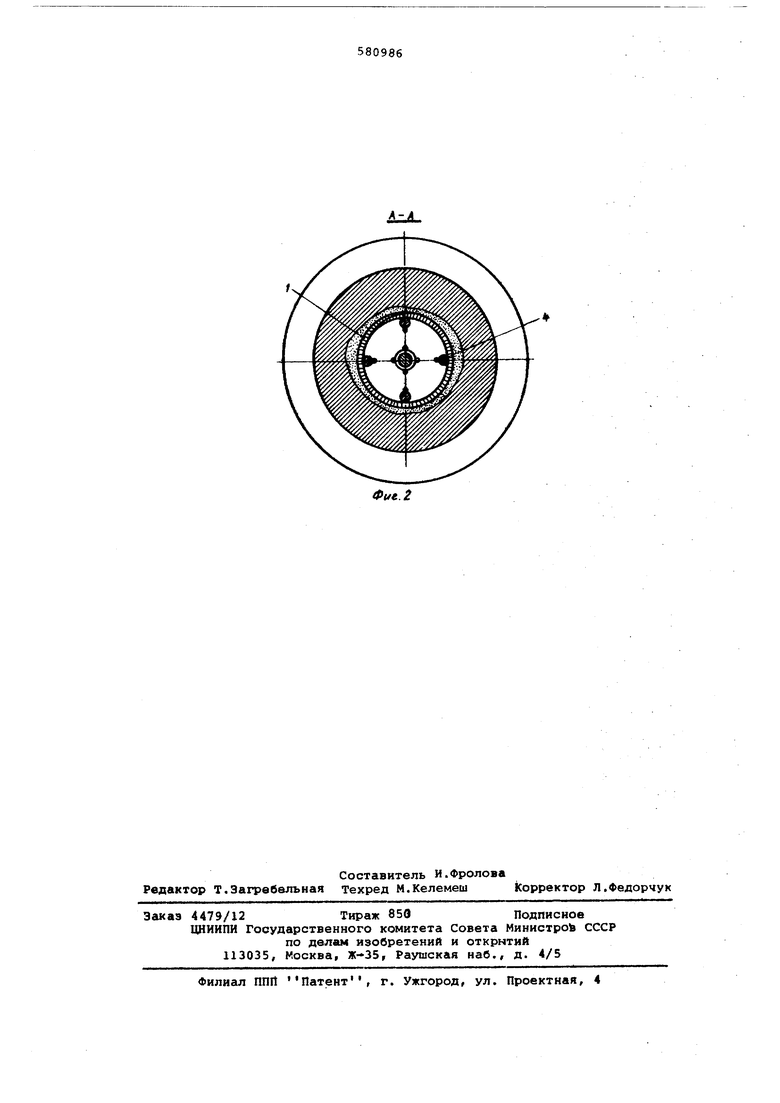
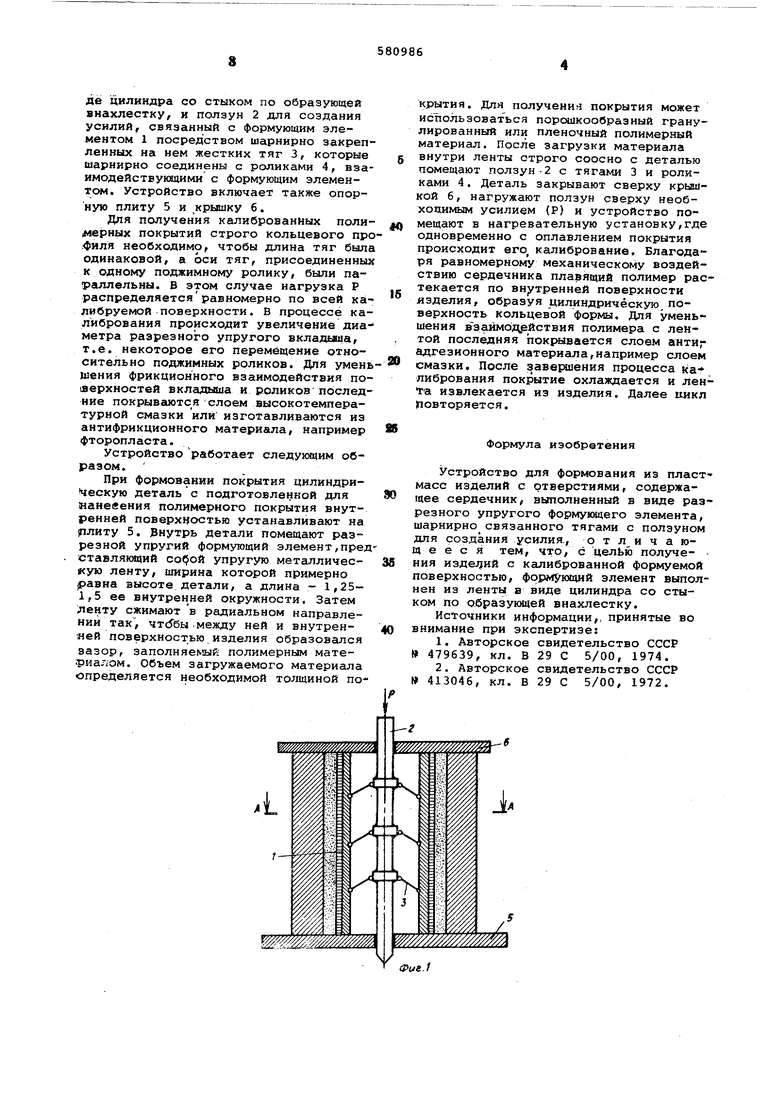
На фиг. 1 изображено предложенное устройство в продольном разрезе; на фиг. 2 - сечение А-А на фиг. 1.
Устройство содержит сердечник, выполненный в виде разрезного упругого формующего элемента 1 из ленты в видё цилиндра со стыком по образующей внахлестку, и ползун 2 для создания усилий, связанный с формующим элементом 1 посредством шарнирно закрепленных на нем жестких тяг 3, которые шарнирно соединены с роликами 4, взаимодействующими с формующим элементом. Устройство включает также опорную плиту 5 и крышку 6. Для получения калиброванных поли{Мерных покрытий строго кольцевого про филя необходимо, чтобы длина тяг была одинаковой, а оси тяг, присоединенньи к одному поджимному ролику, были параллельны. В этом случае нагрузка Р распределяетсяравномерно по всей калибруемой поверхности . В процессе калибрования происходит увеличение диаметра разрезного упругого вкладшша, т.е. некоторое его перемещение относительно поджимных роликов. Для умень шения фрикционного взаимодействия поверхностей вкладыша и роликов последние покрываются слоем высокотемпературной смазки или изготавливаются из антифрикционного материала, например фторопласта. Устройство работает следукяним образом. При формовании покрытия цилиндрическую деталь с подготовленной для ианевения полимерного покрытия внутренней поверхностью устанавливают на рлиту 5. бнутрь детали помещают разрезной упругий формующий элемент,пред ставляющий со(5ой упругую металлическую ленту, ширина которой примерно |равна высоте детали, а длина - 1,25- 1,5 ее внутрен ней окружности. Затем Агенту сжимают в радиальном направлении так, чтдёы.между ней и внутренней поверхностью изделия образозашся зазор, зaпoлняe ий полимерным мате.риалом. Объем загружаемого материала определяется необходимой толщиной поФиг.( крытия. Для пoлyчeни покрытия может использоваться порошкообразный гранулированный или пленочный полимерный материал. После загрузки материала внутри ленты строго соосно с деталью помещают ползун-2 с тягами 3 и роликами 4. Деталь закрывают сверху крышкой 6/ нагружают ползун сверху необходимым усилием (Р) и устройство помещают в нагревательную установку,где одновременно с оплавлением покрытия происходит его, калибрование. Благодаря равномерному механическому воздействию сердечника плавящий полимер растекается по внутренней поверхности изделия, образуя цилиндрическую, поверхность кольцевой Формы. Для уменьшения взаймодрйствия полимера с лентой последняя покрялвается слоем антиг адгезионного материала,например слоем смазки. После завериения процесса ka- либрования покрытие охлаждается и ленfa извлекается из изделия. Далее иикл повторяется. Формула изобретения Устройство для формования из пластмасс изделий с отверстиями, содержащее сердечник, выполненный в виде разрезного упругого формующего элемента, шарнирно связанного тягами с ползуном для создания усилия., отличающееся тем, что, с целЬю получения издел ий с калиброванной формуемой поверхностью, формующий элемент выполнен из ленты в виде цилиндра со стыком по образующей внахлестку. Источники информации,, принятые во внимание при экспертизе: 1.Авторское свидетельство СССР 479639, кл. В 29 С 5/00, 1974. 2.Авторское свидетельство СССР 413046, кл. В 29 С 5/00, 1972.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ НАНЕСЕНИЯ ПОЛИМЕРНОГО ПОКРЫТИЯ НА МЕТАЛЛИЧЕСКУЮ ТРУБУ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1995 |
|
RU2088404C1 |
| Форма для изготовления полых изделий | 1976 |
|
SU593924A1 |
| Способ присоединения деталей к стеклянной трубе | 1976 |
|
SU688461A1 |
| СПОСОБ НЕПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ ПЛАСТМАССОВОГО ГОФРИРОВАННОГО ЛИСТА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1994 |
|
RU2086413C1 |
| КОМПОЗИТ НА ОСНОВЕ СЛОЕВ ОДНОНАПРАВЛЕННЫХ ВОЛОКОН С ВЫСОКОЙ ПРОЧНОСТЬЮ СОЕДИНЕНИЯ ВНАХЛЕСТКУ ПРИ СДВИГЕ И НИЗКИМ ЗНАЧЕНИЕМ ГЛУБИНЫ ОТПЕЧАТКА И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2012 |
|
RU2615433C2 |
| Линия для изготовления изделий из металлических порошков | 1985 |
|
SU1323233A1 |
| УСТАНОВКА ДЛЯ АНТИКОРРОЗИОННОЙ ИЗОЛЯЦИИ НАРУЖНОЙ И ВНУТРЕННЕЙ ПОВЕРХНОСТЕЙ ТРУБ | 2005 |
|
RU2285194C1 |
| КОМПЕНСАТОР ДЛЯ ТРУБОПРОВОДА, СТОПОР КОМПЕНСАТОРА И СПОСОБ МОНТАЖА КОМПЕНСАТОРА | 2007 |
|
RU2320916C1 |
| Автоматическое устройство термомеханического управления радиальным зазором между концами рабочих лопаток ротора и статора компрессора или турбины газотурбинного двигателя | 2018 |
|
RU2691000C1 |
| КОМПОЗИЦИОННАЯ ЛОПАСТЬ ВОЗДУШНОГО ВИНТА | 1991 |
|
RU2040432C1 |