(54) СПОСОБ ОБРАБОТКИ СВАРНЫХ СОЕДИНЕНИЙ
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ КОМПЛЕКСНОГО КОНТРОЛЯ КАЧЕСТВА СВАРНОГО ШВА РЕЛЬСОВОГО СТЫКА | 2018 |
|
RU2698510C1 |
| ВЫСОКОПРОЧНАЯ СВАРНАЯ СТАЛЬНАЯ ТРУБА, МЕТАЛЛ СВАРОЧНОГО ШВА КОТОРОЙ ОБЛАДАЕТ ВЫСОКИМ СОПРОТИВЛЕНИЕМ ХОЛОДНОМУ РАСТРЕСКИВАНИЮ, И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2008 |
|
RU2434070C2 |
| Плавленый сварочный низкокремнистый флюс | 1988 |
|
SU1685660A1 |
| Проволока для сварки среднеуглеродистых среднелегированных броневых сталей | 2017 |
|
RU2692145C1 |
| СПОСОБ КОНТРОЛЯ КАЧЕСТВА СВАРНОГО ШВА РЕЛЬСОВОГО СТЫКА | 2018 |
|
RU2698508C1 |
| СПОСОБ ТОЧЕЧНОЙ СВАРКИ СОПРОТИВЛЕНИЕМ ДЛЯ СОЕДИНЕНИЯ ЛИСТОВЫХ СТАЛЕЙ С НАНЕСЕННЫМ ПОКРЫТИЕМ ИЗ ЦИНКА | 2018 |
|
RU2726166C1 |
| Способ изготовления синтетического флюса для дуговой сварки | 1988 |
|
SU1620255A1 |
| Способ обработки сварных соединений гидридообразующих металлов | 1980 |
|
SU907083A1 |
| Сварочный электрод | 1990 |
|
SU1754381A1 |
| Способ термической обработки сварных соединений | 1988 |
|
SU1588785A1 |
Изобретение относится к сварке плавлением, а именно к способам предотвращения холодных трещин, обусловленных содержанием водорода, путем обработки сварных соединений, и может быть применено, например, в машгаюстроительной и химической промышленности. Склонность сварных соединений к образованию холодных трещин резко возрастает при выполнении их в условиях повышенной влажности окружающей атмосферы,а также при наличии адсорбированной влаги на поверхностях свариваемых деталей. Из-за повышения содержания водорода сварные соединения разрушаются в процессе изготовления и эксплуатации изделий. Известны способы снижения содержания водо рода в швах путем прокалки флюсов электродны покрытий и осушки газов 1 . Однако эти сп собы недостаточно эффективны и не исключаю холодных трещин в сварных соединениях. Известен способ обработки сварных соединений путем отпуска, который способствует удалению водорода 2. Однако для нагрева крупногабаритных сварных конструкций требуется изготовление специальных печей. Отпус изделий, изготавливаемых из окончательно обработа1шых шлифованных деталей и узлов, недопустим из-з& отклонения геометрических размеров и нарушения чистоты поверхности. Наиболее близок к данному изобретению по технической сущности и достигаемому эффекту способ обработю сварных соединений путем воздействия на них магнитным полем, которое начинают при температуре вьшю температуры начала мартенситного превращения 3. При кратковременном воздействии магнитного поля повышается качество металла шва. Однако сохраняется чувствительность металла шва к образовалшк) холодных треш,ин, обусловленных, содержанием водорода. Кратковременное воздействие магнитного поля практически не способствует повышению сопротивляемости околощовной. зоны образованию холодных трещин. Цель изобретения - предотвращение образования холодных трещин. Для этого согласно предлагаемому способу на сварное соединение продолжают воздействовать магнитным полем после окончания мартенситного превращения до снижения сюдержанкя водорода ниже критического значения.
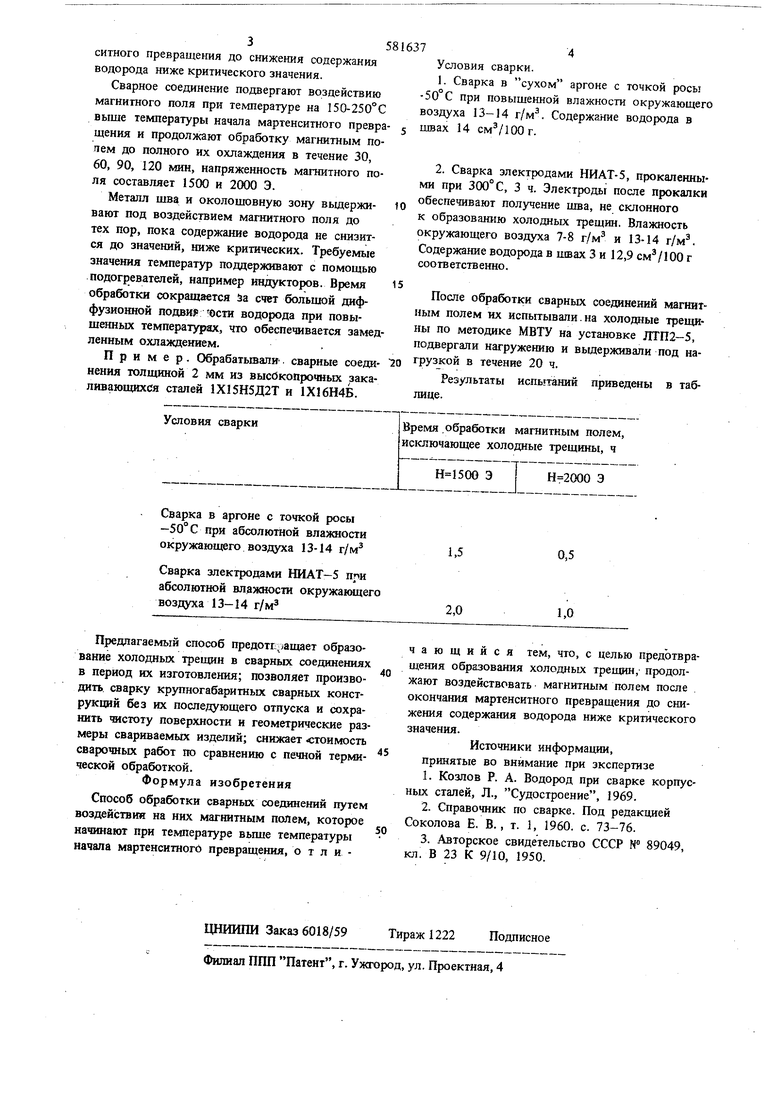
Сварное соединение подвергают воздействию магнитного поля при температуре на 15 О-250° С выше температуры начала мартенситното превращения и продолжают обработку магнитным полем до полного их охлаждения в течение 30, 60, 90, 120 мин, напряженность магнитного поля составляет 1500 и 2000 Э.
Металл шва и околошовную зону выдерживают под воздействием магнитного поля до тех пор, пока содержание водорода не снизится до значений, ниже критических. Требуемые значения температур поддерживают с помощью подогревателей, например индукторов. Время обработки сокращается За счет большой диффузионной подвиг Ости водорода при повышенных температурах, что обеспечивается замедленным охлаждением.
Пример. Обрабатьтали- сварные соединения толщиной 2 мм из высокопрочных закаливающихся сталей 1Х15Н5Д2Т и 1Х16Н4Б.
Условия сварки.
0
к образованию холодных трещин. Влажность окружающего воздуха 7-8 г/м и 13-14 г/м. Содержание водорода в щвах 3 и 12,9 г соответственно.
5
После обработки сварных соединений магнитным полем их испытывали. на холодные трещины по методике МВТУ на установке ЛТП2-5, подвергали нагружению и вьщерживали под нагрузкой в течение 20 ч.
0
Результаты испытаний приведены в таб1шце.
