рабочий торец подставки отстоит от рабочего торца прижима на расстоянии, преимущественно равном 0,3-0,5 толшины заготовки.
Штамп работает следующим образом.
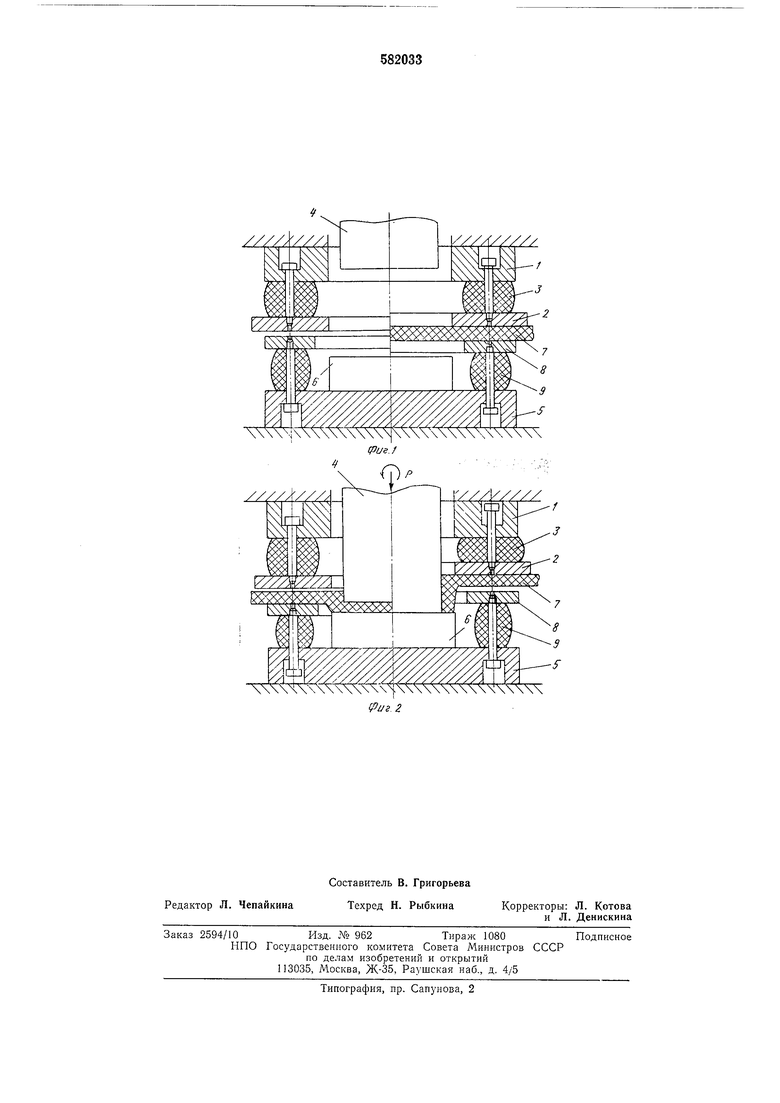
Заготовка 7 укладывается на подставку 8 и фиксируется от проворота, половины штампа смыкаются, зажимая заготовку 7 между прижимом 2 и подставкой 8, после чего пуансону 4 сообщается вращательное движение и осевая подача в сторону заготовки 7.
Двигаясь по оси, пуансон 4, упираясь торцом в заготовку 7, перемещает ее вместе с подставкой 8 до соприкосновения с опорой 6.
На поверхности контакта пуансона 4 и заготовки 7 под действием осевого усилия и вращения возникают силы трения, работа которых преобразуется в тепло, в результате чего металл заготовки 7 в околоконтактной зоне нагревается до пластического состояния и выдавливается из-под торца пуансона 4, образуя борт.
В начальный период образования борта к заготовке 7 со стороны подставки 8 приложено осевое усилие Р, плавно уменьщающееся по мере роста высоты борта, в результате чего на образующийся борт начинает действовать возрастающая сжимающая нагрузка, что также способствует образованию более равномерной толщины стенки.
Процесс образования борта заканчивается в момент соприкосновения торцовых поверхностей пуансона 4 и опоры б, после чего пуансон 4 без прекращения вращения отводится в исходное иололсение, размыкается штамп и вынимается заготовка с отбортованным отверстием.
Формула изобретения
Штами для пробивки и отбортовки, содержащий в одной части подставку, несущую листовую заготовку, с отверстием, диаметр которого больще наружного диаметра борта готовой детали и опору, установленную концентрично с подставкой, а в другой части вращающийся вокруг своей оси пуансон и концентрично с ним расположенный прижим, подпружиненный буфером в осевом направлении, отличающийся тем, что, с целью увеличения высоты борта и нолучеиия стенок более равномерной толщины, овора выполнена с диаметром, по меньшей мере равным диаметру борта готовой детали, подставка подпружинена в осевом направлении буфером, и
ее рабочий торец располол ен от рабочего торца прижима на расстоянии, преимущественно равном 0,3-0,5 толщины заготовки, и выступает за рабочий торец опоры на величину, равную не более чем Vs высоты борта готовой
детали, а жесткость буфера подставки не превыщает жесткости буфера прижима.
| название | год | авторы | номер документа |
|---|---|---|---|
| ШТАМП ДЛЯ ТОРЦЕВОЙ ФОРМОВКИ ДЕТАЛЕЙ ИЗ ПОЛЫХ ЗАГОТОВОК | 1992 |
|
RU2043808C1 |
| ШТАМП ДЛЯ РАЗДЕЛИТЕЛЬНЫХ ОПЕРАЦИЙ | 1992 |
|
RU2006320C1 |
| ШТАМП ЛАРИНА ДЛЯ ПРОБИВКИ ОТВЕРСТИЙ | 1995 |
|
RU2129930C1 |
| УСТРОЙСТВО ДЛЯ ОТБОРТОВКИ И ФОРМОВКИ ТОНКОСТЕННОЙ КОНИЧЕСКОЙ ЗАГОТОВКИ | 2014 |
|
RU2580269C1 |
| Штамп для изготовления полых изделий из листовой заготовки | 1968 |
|
SU266711A1 |
| Штамп совмещенного действия | 1985 |
|
SU1260072A2 |
| СПОСОБ ОСАДКИ ОСЕСИММЕТРИЧНЫХ ЗАГОТОВОК И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2006333C1 |
| Штамп совмещенного действия | 1987 |
|
SU1423230A2 |
| СПОСОБ ШТАМПОВКИ КОРОБКИ ИЗ ЛИСТОВОЙ ЗАГОТОВКИ НА ПРЕССЕ ПРОСТОГО ДЕЙСТВИЯ | 2011 |
|
RU2527820C2 |
| СПОСОБ ВЫТЯЖКИ ПОЛЫХ ЛИСТОВЫХ ДЕТАЛЕЙ И ШТАМП ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2202427C2 |