дающей жидкости на сформированную корочку 13 биметаллического полуфабриката 14 и приводные тянущие ролики 15.
Устройство работает следующим образом.
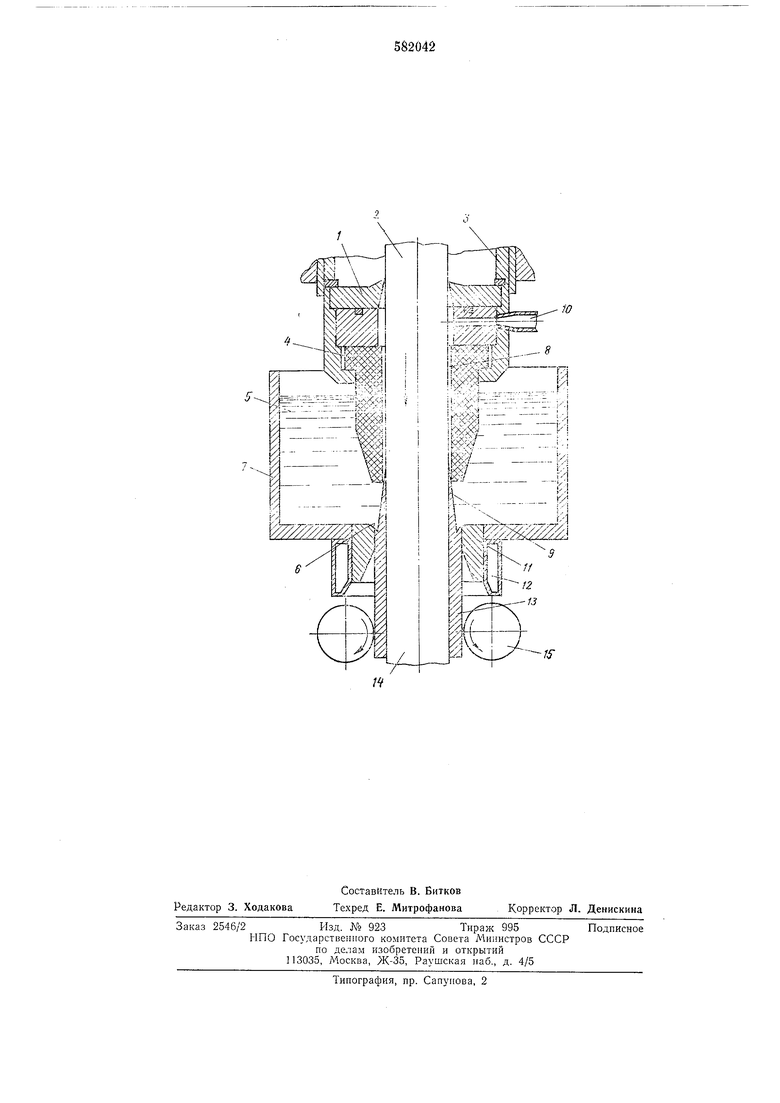
Неирерывный сердечник 2 вводится с помощью обоймы 3, содержащей кольцевой резец 1 и пористую керамическую проводку 4, в резервуар 7 и выводится через выпускное отверстие 6 водоохлаждаемой матрицы 11 посредством приводных тянущих роликов 15. При этом на режущей кромке кольцевого резца 1 с непрерывного сердечника 2 срезается тонкий слой окисной пленки. Затем в резервуар 7 подается расплав плакирующего металла 5.
Для охлаждения непрерывного сердечника 2 и предохранения его от повторного окисления в герметичную камеру 8, образованную кольцевым резцом 1, сердечником 2, пористой керамической проводкой 4, погруженной в расплав плакирующего металла 5, подается через штуцер 10 под некоторым избыточным давлением инертный газ, например азот или другой газ. Поступающий газ проиикает через пористую проводку 4, барботирует через плакирующий металл 5, рафинируя или раскисляя его.
В дальнейшем, непрерывный сердечник 2 при своем движении на выходе из керамической проводки 4 вступает в контакт с подготовленным к литью плакирующим металлом 5, который начинает кристаллизоваться вокруг сердечника 2, отдавая ему тепло. При этом формируется (намораживается) первичная корочка 9. Толщина первичной корочки 9 плакирующего металла 5 зависит от продолжительности контакта сердечника 2 с плакирующим металлом 5 и регулируется скоростью перемещения сердечника 2 и расстоянием между керамической проводкой 4 и выпускным отверстием 6. Толщина первичной корочки 9 подбирается таким образом, чтобы был обеспечен кольцевой зазор между этой корочкой и выпускным отверстием б в водоохлаждаемой матрице И, в который непрерывно увлекается расплав плакирующего металла 5. При этом на калибрующем пояске матрицы И происходит окончательное формироваиие наружной поверхности намороженной корочки 13 биметаллического полуфабриката 14, на которую из оросителя 12 подается охлаждающая жидкость. В последующем полученный полуфабрикат 14 поступает к непрерывному прокатному стану.
Формула изобретения
Устройство для непрерывного литья биметаллического полуфабриката, содержащее резервуар для плакирующего металла с выпускным отверстием и подвижный сердечник из основного материала, отличающееся тем, что, с целью повышения прочности сцепляемых слоев, обеспечения охлаждения иодвижного сердечника и рафинирования расплава плакирующего металла, оно снабжено кольцевым резцом и керамической проводкой, смонтированными в обойме и размещенными в верхней части резервуара, а между кольцевым резцом и керамической проводкой установлен штуцер для подвода инертного газа.
Источники информации, принятые во внимание при экспертизе
1. Патент США № 3470939, кл. 164-275, 12.11.69.
1