Изобретение относится к металлургии, преимущественно к непрерывной разливке металлов.
Известен способ получения литых биметаллических заготовок /1. Патент N 2086346 RU, B 22 D 11/00, 11/04. Способ получения непрерывно литых биметаллических заготовок и устройство для его осуществления/ Стулов В.В., Одиноков В. И. Опубл. 10.08.97. Бюл. N 22/, заключающийся в заливке в кристаллизатор основного жидкого металла, деформирование корочки на гранях кристаллизатора, затвердевание биметаллической заготовки, причем кристаллизатор выполняют с двумя парными вертикальными и двумя парными с наклонным верхним и вертикальным нижним участками, гранями, первым из которых сообщают возвратно-поступательное движение, а вторым - вращательное движение, при этом сформированную корочку разрушают на наклонных гранях кристаллизатора, калибрование поверхности биметаллической заготовки и ее выталкивание из кристаллизатора.
Недостатки известного способа заключаются в следующем:
1) ограниченные возможности регулирования толщины биметаллической заготовки;
2) дополнительные технологические операции получения лент;
3) высокие требования к чистоте поверхности ленты.
Предложенный способ направлен на создание высокопроизводительного процесса получения сплошных биметаллических заготовок.
Технический результат, получаемый при осуществлении заявляемого способа, заключается в
повышении производительности процесса получения биметаллических заготовок;
получении заготовок произвольной формы и толщины;
улучшении качества поверхности и внутренней структуры заготовки.
Заявляемый способ характеризуется следующими существенными признаками.
Ограничительные признаки: заливка в кристаллизатор жидкого металла; формирование корочки с ее разрушением на наклонных гранях кристаллизатора; затвердевание биметаллической заготовки; калибрование поверхности и выталкивание заготовки из кристаллизатора; кристаллизатор с двумя парными вертикальными и двумя парными с наклонными верхним и вертикальным нижним участками гранями; первым граням кристаллизатора сообщают возвратно-поступательное движение, а вторым - вращательное движение.
Отличительные признаки: попеременная заливка в кристаллизатор расплавов двух металлов в течение времени, необходимого для достижения заданной длины заготовки; первоначально в кристаллизатор заливают расплав металла с более низкой температурной кристаллизации, а затем с более высокой.
Причинно-следственная связь между совокупностью существенных признаков заявляемого способа и достигаемым техническим результатом заключается в следующем.
Попеременная заливка в кристаллизатор расплавов двух металлов, например алюминий-медь, алюминий-сталь и др. , в течение времени, необходимого для достижения заданной длины заготовки, обеспечивает получение непрерывно литых деформированных биметаллических заготовок с надежным соединением в результате деформации на границе двух металлов в их хвостовой и головной части.
Первоначальная заливка в кристаллизатор расплава металла с более низкой температурой кристаллизации обеспечивает более равномерный в течение времени разогрев стенок и улучшает качество поверхности и внутренней структуры биметаллической заготовки, а также повышает механические свойства соединения на границе двух металлов.
Для реализации заявляемого способа предлагается установка, уровень техники которой известен [1]. Известное устройство для получения непрерывно литых биметаллических заготовок содержит разливочную емкость со средством для дозирования металла и водоохлаждаемый кристаллизатор с двумя парными вертикальными гранями, выполненными с возможностью возвратно-поступательного движения, и двумя парными гранями с наклонным верхним и вертикальным нижним участками, выполненные с возможностью вращательного движения.
Недостатки устройства [1] заключаются в следующем:
1) невозможность получения биметаллической заготовки из расплавов двух металлов;
2) наличие дополнительного механизма подачи ленты.
Технический результат, получаемый при осуществлении заявляемой установки, заключается в повышении надежности работы устройства и повышении эффективности процесса получения биметаллических заготовок.
Заявляемая установка характеризуется следующими существенными признаками.
Ограничительные признаки: разливочная емкость со средством для дозирования металла; водоохлаждаемый кристаллизатор с двумя парными вертикальными гранями, выполненными с возможностью возвратно-поступательного движения, и двумя парными гранями с наклонным верхним и вертикальным нижним участками, выполненные с возможностью вращательного движения.
Отличительные признаки: две обогреваемые разливочные емкости, расположенные одна над другой; в стопоре второй разливочной емкости выполнено сквозное отверстие.
Причинно-следственная связь между совокупностью существенных признаков заявляемой установки и достигаемым техническим результатом заключается в следующем.
Наличие двух обогреваемых разливочных емкостей, расположенных одна над другой, обеспечивает непрерывную заливку в кристаллизатор расплавов двух металлов в течение времени, необходимого для получения заданной длины заготовки.
Выполнение в стопоре второй разливочной емкости сквозного отверстия обеспечивает равномерную заливку расплава в кристаллизатор, а также исключает его преждевременное затвердевание.
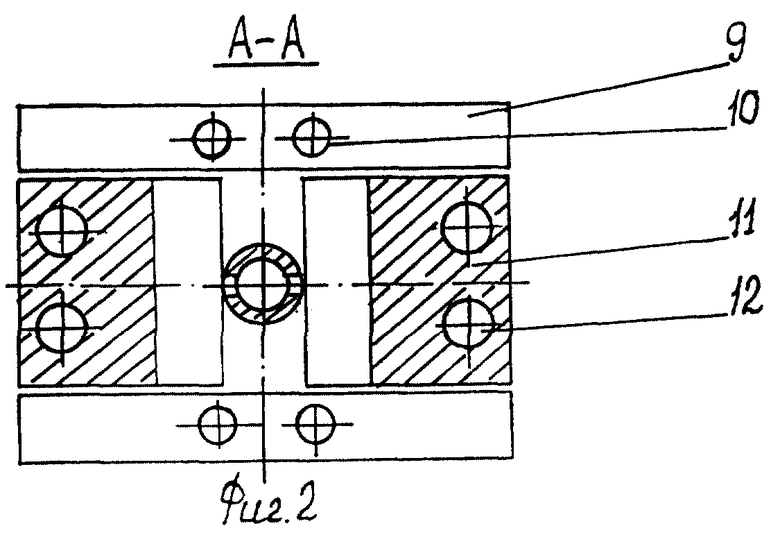
На фиг. 1 изображена заявляемая установка; на фиг. 2 - сеч. А-А на фиг. 1.
Заявляемая установка для получения непрерывно литых деформированных биметаллических заготовок состоит из обогреваемой первой разливочной емкости 1, содержащей расплав металла с более низкой температурой кристаллизации, средства для дозирования металла 2, второй разливочной емкости 3, содержащей расплав металла с более высокой температурой кристаллизации, стопора 4 со сквозным отверстием 5, механизма перемещения стопора 6, погружного разливочного стакана 7, водоохлаждаемого кристаллизатора 8 с двумя парными вертикальными гранями 9 с водоохлаждаемыми каналами 10 и двумя парными гранями 11 с наклонным верхним и вертикальным нижним участками, водоохлаждаемых каналов 12.
Способ осуществляется заявляемой установкой следующим образом.
Предварительно в кристаллизатор 8 устанавливается специальное приспособление-затравка, предотвращающее выливание расплава. Включается подача воды в каналы 10 вертикальных граней 9 и в каналы 12 граней 11. Расплав с более низкой температурой кристаллизации из разливочной емкости 1 с использованием средства для дозирования металла 2 через сквозное отверстие 5 в стопоре 4 и погружной стакан 7 поступает в кристаллизатор 8. При достижении расплавом определенного уровня заливки включается привод граней кристаллизатора. При этом вертикальные грани 9 совершают возвратно-поступательное движение с выталкиванием заготовки, а грани 11 с наклонным верхним и вертикальным нижним участками - вращательное движение с обжатием корочки заготовки. После отливки заготовки определенной длины из металла с более низкой температурой кристаллизации подача расплава из первой разливочной емкости 1 прекращается. При помощи механизма перемещения 6 поднимается стопор 4 и расплав металла с более высокой температурой кристаллизации через погружной разливочный стакан 7 поступает в кристаллизатор 8 с образованием при деформации надежного соединения с кристаллизующимся металлом с более низкой температурой кристаллизации. После отливки заготовки определенной длины из металла с более высокой температурой кристаллизации стопор 4 в разливочной емкости 3 опускается и подача расплава прекращается. Далее процесс разливки повторяется получением заготовки из расплава металла с более низкой температурой кристаллизации.
Сущность: способ включает заливку в кристаллизатор жидкого металла, формирование корочки с ее разрушением на наклонных гранях кристаллизатора, затвердевание биметаллической заготовки, калибрование поверхности и выталкивание заготовки из кристаллизатора. Кристаллизатор выполнен с двумя вертикальными и двумя парными с наклонным верхним и вертикальным нижним участками, гранями, первым из которых сообщают возвратно-поступательное движение, а вторым - вращательное движение. В кристаллизатор попеременно производят заливку расплавов двух металлов с формированием заготовки с участками определенной длины из металлов с различной температурой кристаллизации. При этом первоначально в кристаллизатор заливают расплав металла с более низкой температурой кристаллизации, а затем с более высокой. Установка снабжена двумя обогреваемыми разливочными емкостями, расположенными одна над другой, причем в стопоре нижней разливочной емкости, содержащей расплав металла с более высокой температурой кристаллизации, выполнено сквозное отверстие. 2 с.п. ф-лы, 2 ил.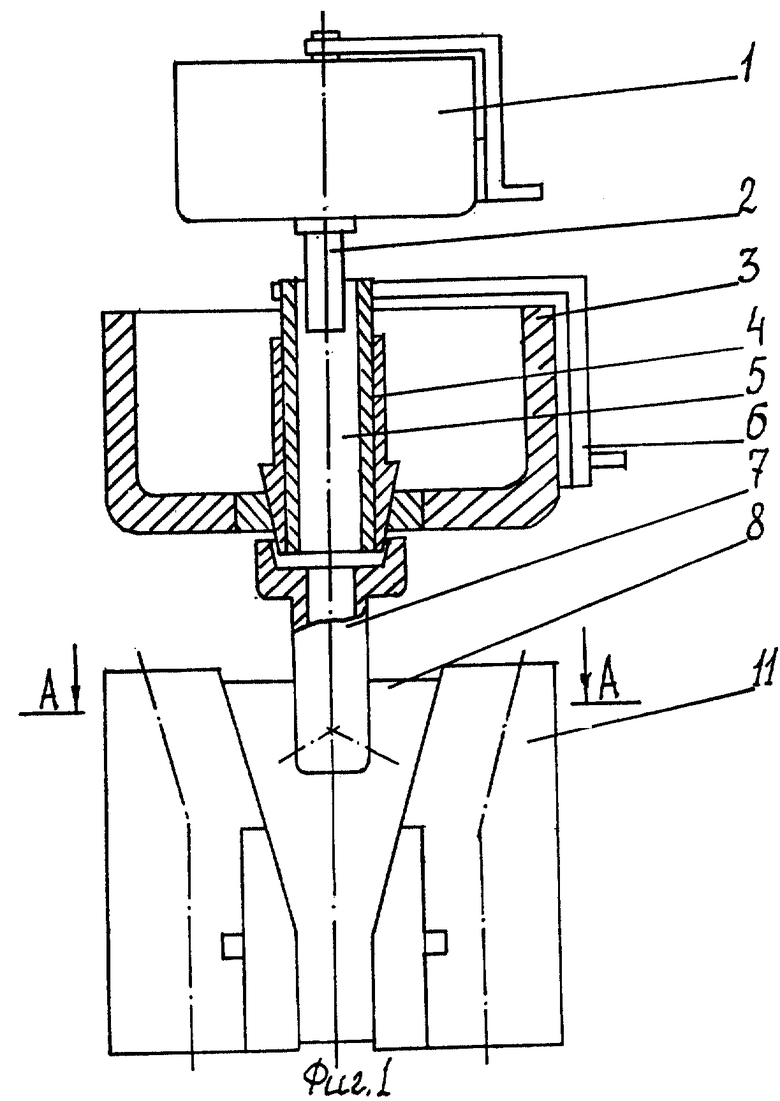
| СПОСОБ ПОЛУЧЕНИЯ НЕПРЕРЫВНОЛИТЫХ БИМЕТАЛЛИЧЕСКИХ ЗАГОТОВОК И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1994 |
|
RU2086346C1 |
| СПОСОБ ПОЛУЧЕНИЯ НЕПРЕРЫВНОЛИТЫХ ПОЛЫХ БИМЕТАЛЛИЧЕСКИХ ЗАГОТОВОК | 1995 |
|
RU2093299C1 |
| Прибор для измерений и для черчения | 1925 |
|
SU2525A1 |
| МЕДОВАР В.И | |||
| Металлургия вчера, сегодня и завтра | |||
| - Киев: Наукова Думка, 1980, с | |||
| Вагонный распределитель для воздушных тормозов | 1921 |
|
SU192A1 |
