(54) СПОСОБ ДОЗИРОВАНИЯ ЖИДКОГО МЕТАЛЛА
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ дозирования жидких металлов | 1976 |
|
SU575492A1 |
| Способ дозирования жидкого металла | 1988 |
|
SU1719155A1 |
| Устройство для разливки и дозирования жидкого металла | 1981 |
|
SU1018797A1 |
| Способ дозирования с использованием инерционного периода движения металла | 1977 |
|
SU688281A1 |
| Устройство для автоматического дозирования жидкого металла в формы | 1980 |
|
SU897395A1 |
| УСТРОЙСТВО ДЛЯ ЗАЛИВКИ МЕТАЛЛА С ПОСТОЯННЫМРАСХОДОМ | 1969 |
|
SU425730A1 |
| Способ получения отливок | 1987 |
|
SU1713731A1 |
| Устройство для дозирования жидкого металла | 1988 |
|
SU1560392A1 |
| Устройство для управления процессом дозирования жидких металлов | 1981 |
|
SU1026955A2 |
| Устройство для дозирования жидкого металла | 1985 |
|
SU1294473A1 |
1
Изобретение относится к области металлургии и литейного производства, а именно к дозированию жидкого металла электромагнитными насосами.
Известен способ дозирования малых порций, основанный на свойстве гидравлического переходного процесса при включении насоса в режим заливки 1J.
ilo этому способу величина дозы определяется разностью зфовней сливного отверстия дозатора и уровня жидкого металла, возникающей после включения насоса в режим заливки, причем максимальная величина уровня металла определяется начальным количеством жидкости, которое в свою очередь зависит от величины давления иосле окончания переходного процесса.
Описанный способ дозирования, при котором установившийся уровень металла ниже уровня сливного отверстия, носит название дозирования выплеском.
Недостатки этого способа дозирования обусловлены недостатками электромагнитных насосов: значительные потери мощности из-за больших немагнитных зазоров, причем потери увеличиваются в квадрате к приложенному напряжению.
Целью изобретения является снижение энергозатрат путем получения заданной малой дозы выплеском при меньщем прилол{енным к электромагнитиому насосу напряжении, а значит и меньшей мощности.
с)го достигается тем, что предварительно
снижают уровень металла в металлопроводе
относительно его уровня в расходной емкости
путем создания давления в направлении от
выходного отверстия к расходной емкости.
При включении насоса в режим стоиора
уровень металла в сливном металлоироводе снизится до уровня стопора ниже уровня металла в расходном резервуаре. Таким образом, в момент включения насоса на заливку на металл в металлопроводе кроме электромагнитиого давления действует гидростатическое давление. Сумма этих давлений равна или немного больще электромагнитного давления, нриложенного к металлу при дозировании известным способом. Так как начальное ускорение жидкости, определяющее максимальный уровень металла, зависит от суммы этих давлений, то для получения дозы, равной дозе, полученной по известному способу, требуется меньшее электромагнитное давление, а
значит и меньшая мощность заливки. Уменьщение электромагнитного давления приводит к снижению установившегося уровня металла, что не сказывается на точности способа, так как доза оиределяется уровнем слива и
максимальным уровнем металла.
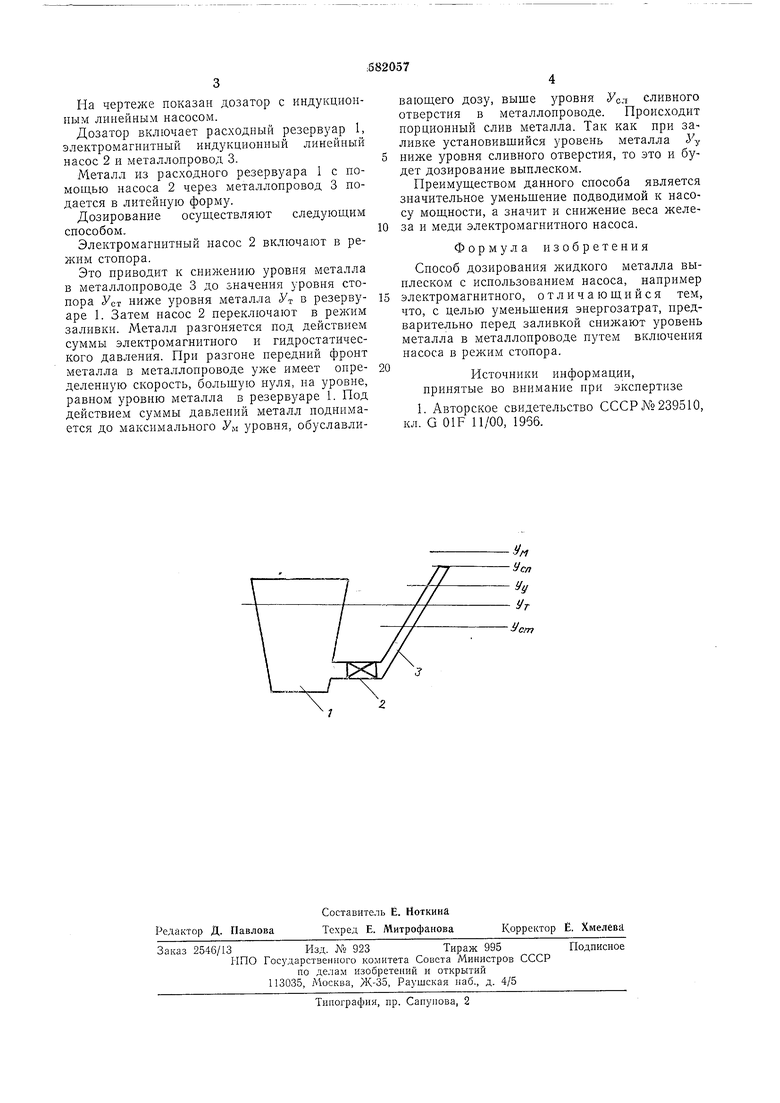
На чертеже показан дозатор с индукционным линейным насосом.
Дозатор включает расходный резервуар U электромагнитный индукционный линейный насос 2 и металлонровод 3.
Металл из расходного резервуара 1 с помощью насоса 2 через металлопровод 3 подается в литейную форму.
Дозирование осуществляют следующим способом.
Электромагнитный насос 2 включают в режим стопора.
Это приводит к снижению уровня металла в металлопроводе 3 до значения уровня стопора УСТ ниже уровня металла УТ в резервуаре 1. Затем насос 2 переключают в режим заливки. Металл разгоняется под действием суммы электромагнитного и гидростатического давления. При разгоне передний фронт металла в металлопроводе уже имеет определенную скорость, больщую нуля, на уровне, равном уровню металла в резервуаре 1. Под действием суммы давлений металл поднимается до максимального Ум уровня, обуславливающего дозу, выше уровня УСЛ сливного отверстия в металлопроводе. Происходит порционный слив металла. Так как при заливке установившийся уровень металла Уу ниже уровня сливного отверстия, то это и будет дозирование выплеском.
Преимушеством данного способа является значительное уменьшение подводимой к насосу мощности, а значит и снижение веса железа и меди электромагнитного насоса.
Формула изобретения
Способ дозирования жидкого металла выплеском с использованием насоса, напрнмер электромагнитного, отличающийся тем, что, с целью уменьшения энергозатрат, предварительно перед заливкой снижают уровень металла в металлопроводе путем включения насоса в режим стопора.
Источники информации, принятые во внимание нри экспертизе
