Изобретение относится к литейному производству, а именно к дозированию жидкого металла магнитодинамическими дозаторами.
Целью изобретения является повышение точности дозирования.
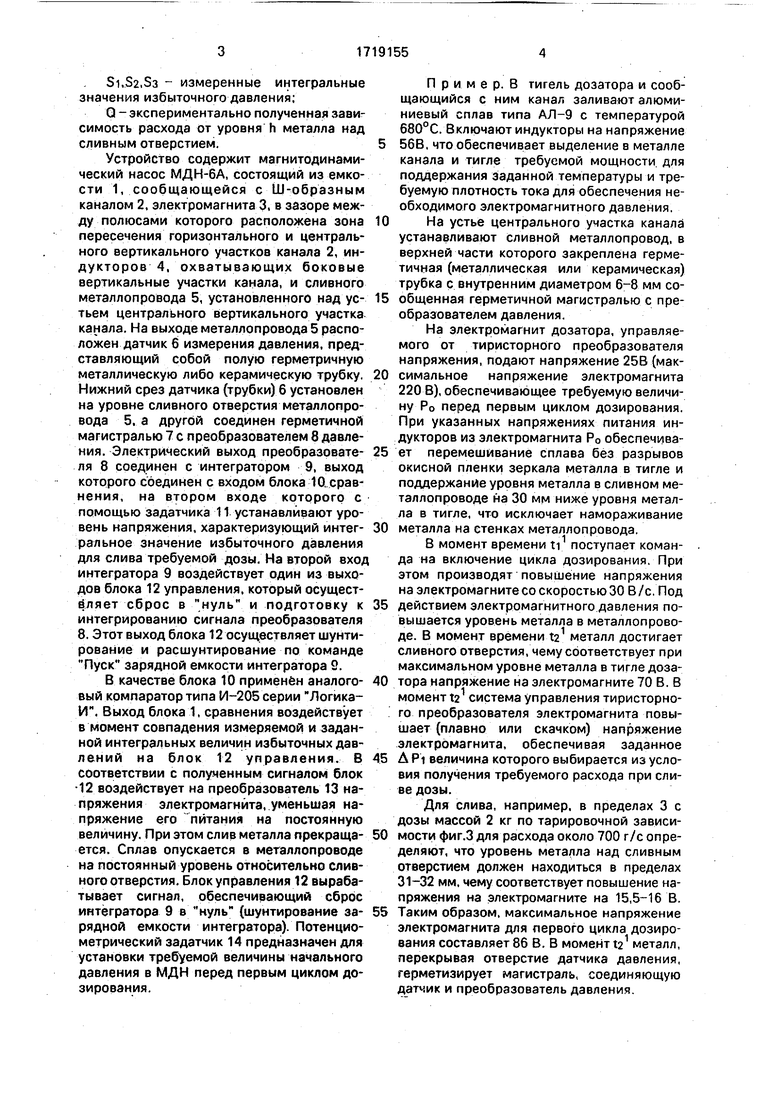
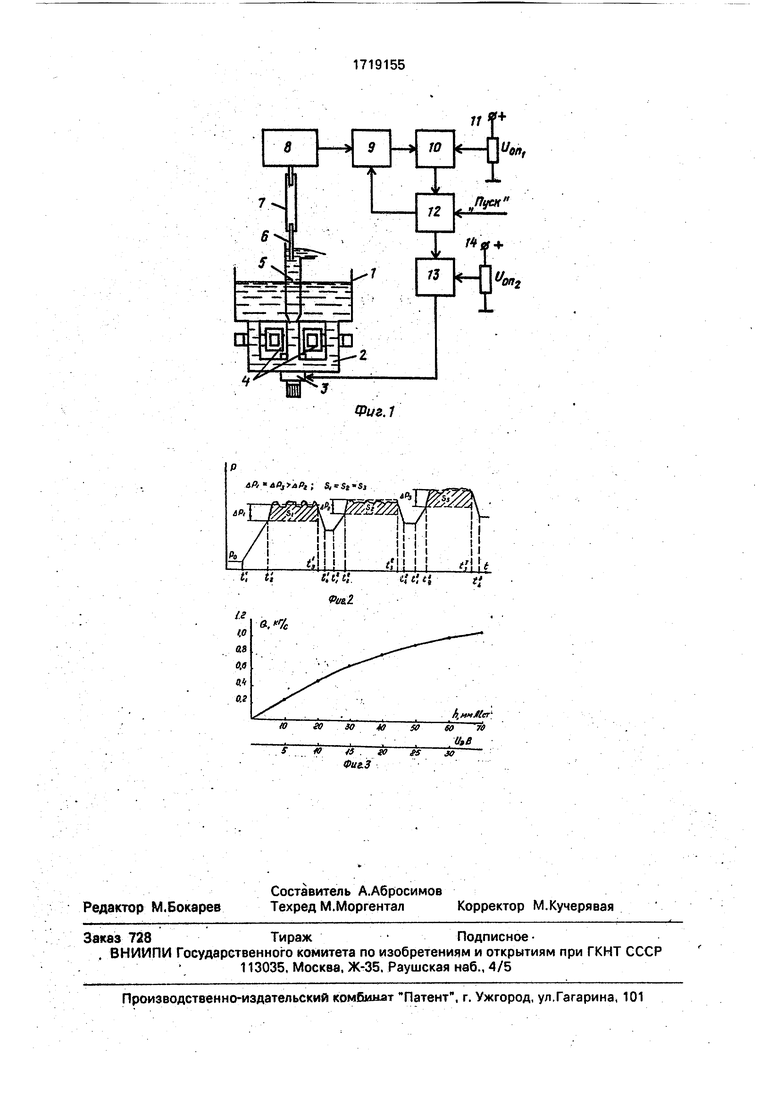
На фиг. 1 изображено устройство, реализующее способ; на фиг.2 - основные па- раметры выполнения способа; на фиг.З -то же. .
На чертежах приняты следующие условные обозначения:
Ро - начальное давление в дозаторе перед первым циклом дозирования;
A PI - величина избыточного давления, определяющего уровень сплава над сливным отверстием (расход) при номинальном напряжении питающей сети;
А 2 - то же, при снижении напряжения питающей сети;
ti1ti2ti3 - момент времени включения первого, второго, третьего (условно) циклов дозирования;
t21 ,t2 ,t3 момент времени достижения металлом сливного отверстия для трех выбранных условно циклов дозирования;
t3,t3.t3 момент времени совпадения измеряемого интегрального значения избыточного давления с предварительно заданным интегральным значением избыточного давления для выбранных трех циклов дозирования;
ц -13 - промежуток времени снижения давления, постоянный для всех циклов дозирования;
Ы
ч
от ел
Si,.S2,S3 - измеренные интегральные значения избыточного давления;
Q -экспериментально полученная зависимость расхода от уровня h металла над сливным отверстием.
Устройство содержит магнитодинами- ческий насос МДН-6А, состоящий из емкости 1, сообщающейся с Ш-образным каналом 2, электромагнита 3, в зазоре между полюсами которого расположена зона пересечения горизонтального и центрального вертикального участков канала 2, индукторов 4, охватывающих боковые вертикальные участки канала, и сливного металлопровода 5, установленного над ус- тьем центрального вертикального участка канала. На выходе металлопровода 5 расположен датчик 6 измерения давления, представляющий собой полую герметричную металлическую либо керамическую трубку. Нижний срез датчика (трубки) 6 установлен на уровне сливного отверстия металлопровода 5. а другой соединен герметичной магистралью 7 с преобразователем 8 давления. Электрический выход преобразовате- ля 8 соединен с интегратором 9, выход которого соединен с входом блока 10 сравнения, на втором входе которого с помощью задатчика 11 устанавливают уровень напряжения, характеризующий интег- ральное значение избыточного давления для слива требуемой дозы. На второй вход интегратора 9 воздействует один из выходов блока 12 управления, который осуществляет сброс в нуль и подготовку к интегрированию сигнала преобразователя 8. Этот выход блока 12 осуществляет шунтирование и расшунтирование по команде Пуск зарядной емкости интегратора 9.
В качестве блока 10 применён аналоге- вый компаратор типа И-205 серии Логика- И. Выход блока 1, сравнения воздействует в момент совпадения измеряемой и заданной интегральных величин избыточных давлений на блок 12 управления. В соответствии с полученным сигналом блок 12 воздействует на преобразователь 13 напряжения электромагнита, уменьшая напряжение его питания на постоянную величину. При этом слив металла прекраща- ется. Сплав опускается в металлопроводе на постоянный уровень относительно сливного отверстия. Блок управления 12 вырабатывает сигнал, обеспечивающий сброс интегратора 9 в нуль (шунтирование за- рядной емкости интегратора). Потенцио- метрический задатчик 14 предназначен для установки требуемой величины начального давления в МДН перед первым циклом дозирования.
П р и м е р. В тигель дозатора и сообщающийся с ним канал заливают алюминиевый сплав типа АЛ-9 с температурой 680°С. Включают индукторы на напряжение 56В, что обеспечивает выделение в металле канала и тигле требуемой мощности, для поддержания заданной температуры и требуемую плотность тока для обеспечения необходимого электромагнитного давления.
На устье центрального участка канала устанавливают сливной металлопровод, в верхней части которого закреплена герметичная (металлическая или керамическая) трубка с внутренним диаметром 6-8 мм сообщенная герметичной магистралью с преобразователем давления.
На электромагнит дозатора, управляемого от тиристорного преобразователя напряжения, подают напряжение 25В (максимальное напряжение электромагнита 220 В), обеспечивающее требуемую величину Ро перед первым циклом дозирования. При указанных напряжениях питания индукторов из электромагнита Ро обеспечивает перемешивание сплава без разрывов окисной пленки зеркала металла в тигле и поддержание уровня металла в сливном металлопроводе на 30 мм ниже уровня металла в тигле, что исключает намораживание металла на стенках металлопровода.
В момент времени ti1 поступает команда на включение цикла дозирования. При этом производят повышение напряжения на электромагните со скоростью 30 В/с. Под действием электромагнитного давления повышается уровень металла в металлопроводе. В момент временила металл достигает сливного отверстия, чему соответствует при максимальном уровне металла в тигле дозатора напряжение на электромагните 70 В. В момент t21 система управления тиристорного преобразователя электромагнита повышает (плавно или скачком) напряжение электромагнита, обеспечивая заданное Д Pi величина которого выбирается из условия получения требуемого расхода при сливе дозы.
Для слива, например, в пределах 3 с дозы массой 2 кг по тарировочной зависимости фиг.З для расхода около 700 г/с определяют, что уровень металла над сливным отверстием должен находиться в пределах 31-32 мм, чему соответствует повышение напряжения на электромагните на 15,5-16 В. Таким образом, максимальное напряжение электромагнита для первого цикла дозирования составляет 86 В. В момент t2 металл, перекрывая отверстие датчика давления, герметизирует магистраль, соединяющую датчик и преобразователь давления.
В результате изменение давления воздуха в герметичной магистрали соответствует величине избыточного давления над сливным отверстием. В объеме магистрали возникают колебания давления воздуха, не- прерывно регистрируемые и изменяемые преобразователем давления. Величина каждого такого колебания соответствует колебанию, действующему на металл избыточного давления над уровнем сливного отверстия в процессе слива дозы. Электрический сигнал о величине избыточного давления поступает в интегратор и после него в блок сравнения, где происходит сравнение сигнала, характеризующего интеграяь- ное значение избыточного давления для слива требуемой дозы в виде сигнала уровня напряжения. Уровень заданного напряжения блока сравнения устанавливается, исходя из величины выходного сигнала пре- образователя давления (обычно до 5 мА) и параметров интегрирующей цепи интегратора.
При совпадении (момент времени ta ) измеряемой и заданной интегральных вели- чин избыточных давлений, что свидетельствует о соответствии объема слившегося в данном цикле металла с требуемым объемом дозы, в блоке сравнения вырабатывается сигнал об окончании цикла дозирования. В соответствии с этим сигналом уменьшают напряжение питания на электромагните в течение промежутка времени (14-13).
Продолжительность фазы снижения напряжения на электромагните постоянна для всех циклов дозирования, что обеспечивает опускание металла в металлопроводе на постоянный уровень, расположенный ниже сливного отверстия на 60-70 мм. Необходимо отметить, что возможные отклонения уровня металла в сливном металлопроводе в пределах 10 мм приводят к незначительному изменению продолжительности (десятые доли секунды) подъема металла к сливному отверстию и на процесс дозирова- ния влияния не оказывают. Последующие циклы дозирования (см. фиг.2) выполняются аналогично описанному выше.
Следует отметить, что при заливке каждой дозы металла интегральное значение избыточного давления, характеризующего величину дозы, постоянно (). Это гарантирует соответствие полученной дозы требуемому объему, что значительно повышает точность дозирования.
Непрерывное измерение величины избыточного давления позволяет корректировать действующую величину интегрального значения этого давления при произвольном изменении гидравлического сопротивления металлотракта дозатора, колебаниях напряжений питающей сети и т.п. и, тем самым устранить негативное влияние перечисленных факторов на процесс дозирования.
Техническим преимуществом способа является его простота, отсутствие сложных и дорогостоящих средств управления, возможность реализации в автоматическом режиме.
Применение способа позволяет повысить точность дозирования в 1,5-2 раза, что обеспечит увеличение выхода годного на 1- 1,5%.
Формула изобретения
Способ дозирования жидкого металла, включающий подачу металла в металлопро- вод под действием электромагнитного давления, периодическую разливку через сливное отверстие под действием избыточного давления и снижение электромагнитного давления в период между заливками до достижения металлом постоянного уровня в металлопроводе, отличающийся тем, что, с целью повышения точности дозирования, дополнительно измеряют величину избыточного давления в металлопроводе на уровне сливного отверстия с момента достижения его металлом, сравнивают интегральную величину этого давления с предварительно заданным по технологии интегральным значением избыточного дав- ления.-соответствующим требуемой величине дозы, и в момент совпадения сравниваемых величин уменьшают электромагнитное давление на постоянную величину.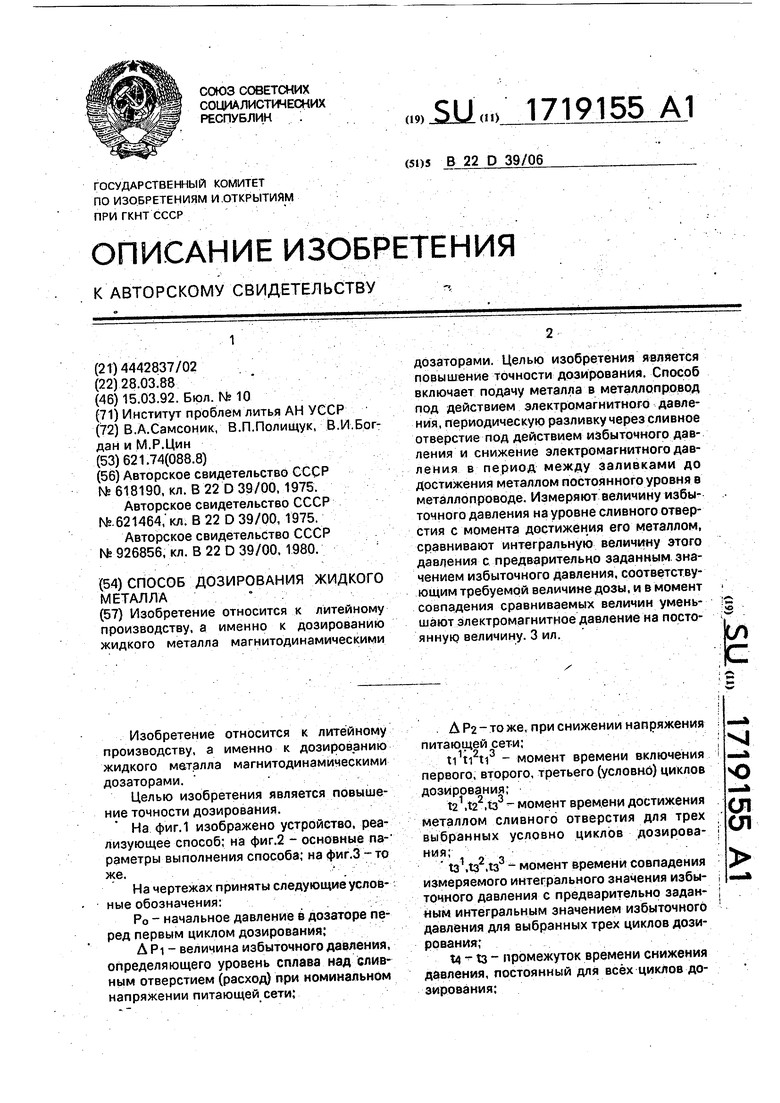

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для дозирования жидкого металла | 1988 |
|
SU1560392A1 |
| Способ дозирования жидкости | 1977 |
|
SU926856A1 |
| Электромагнитный дозатор жидкого металла | 1980 |
|
SU925547A1 |
| Устройство для дозирования жидкого металла в машину литья под давлением | 1977 |
|
SU659284A1 |
| Устройство для дозирования расплава | 1985 |
|
SU1308427A1 |
| Устройство для порционной разливкиМЕТАллА | 1977 |
|
SU660342A1 |
| Устройство для дозирования жидкого металла | 1987 |
|
SU1435394A1 |
| Устройство для дозирования расплавленного металла | 1985 |
|
SU1292912A1 |
| Способ дозирования жидкого металла | 1976 |
|
SU582057A1 |
| Способ плавки и разливки металла магнитодинамическим насосом | 1986 |
|
SU1444968A1 |
Изобретение относится к литейному производству, а именно к дозированию жидкого металла магнитодинамическими дозаторами. Целью изобретения является повышение точности дозирования. Способ включает подачу металла в металлопровод под действием электромагнитного давления, периодическую разливку через сливное отверстие под действием избыточного давления и снижение электромагнитного давления в период между заливками до достижения металлом постоянного уровня в металлопроводе. Измеряют величину избыточного давления на уровне сливного отверстия с момента достижения его металлом, сравнивают интегральную величину этого давления с предварительно заданным значением избыточного давления, соответствующим требуемой величине дозы, и в момент совпадения сравниваемых величин уменьшают электромагнитное давление на постоянную величину. 3 ил.
| Способ дозирования электропроводящей жидкости | 1976 |
|
SU618190A2 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Способ дозирования жидкого металла электромагнитным насосом | 1976 |
|
SU621464A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Способ дозирования жидкости | 1977 |
|
SU926856A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
