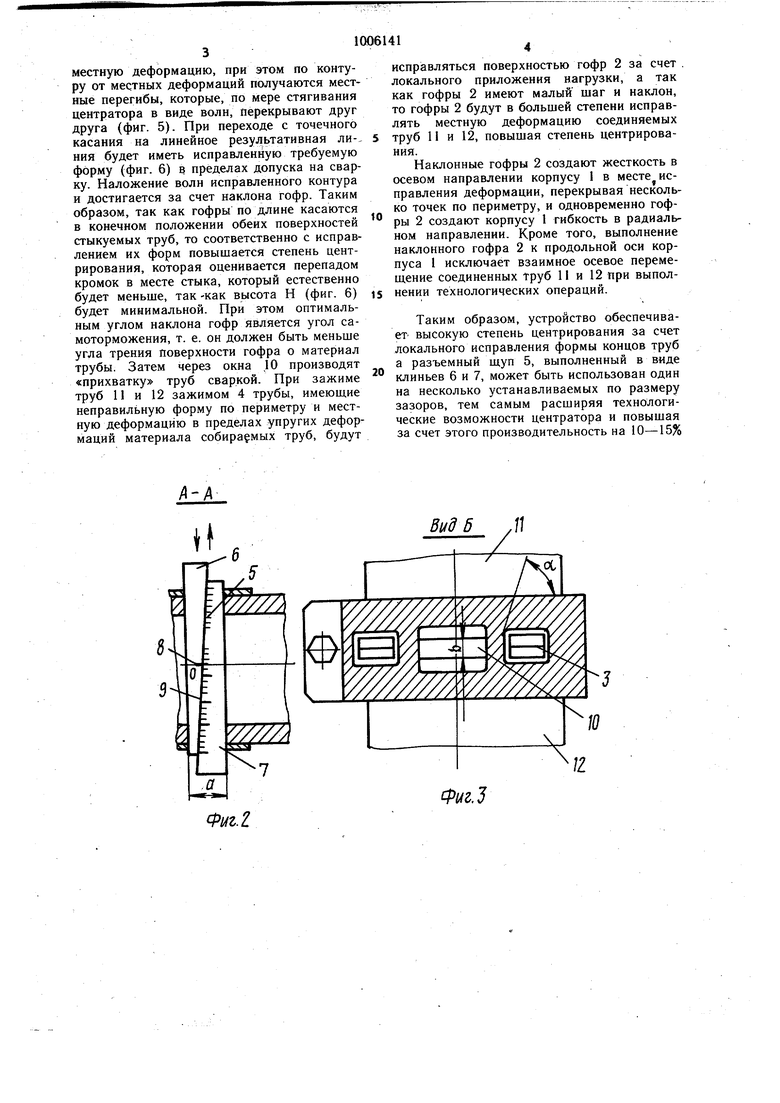
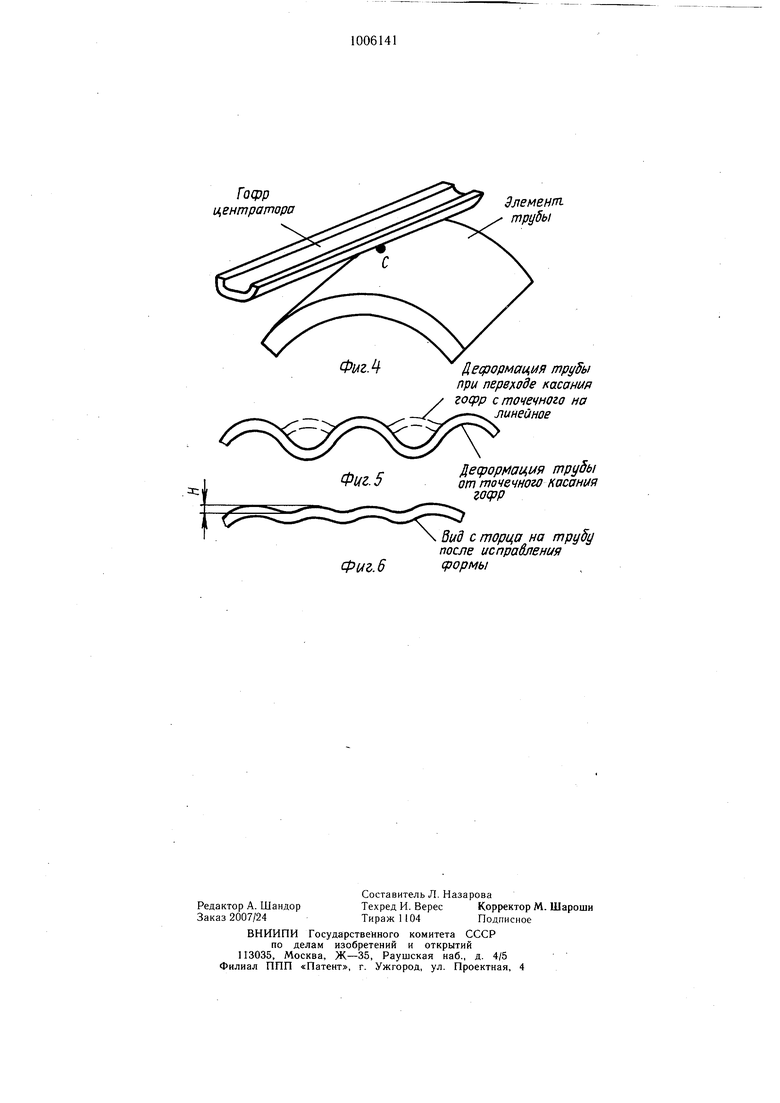
Изобретение относится к общему машиностроению, в частности .к наружным центраторам, и может найти применение, при сварке тонкостенных труб различных конструкций и деталей машин. Известен наружный центратор для сборки труб под сварку, содержащий корпус, на котором смонтированы два независимо работающих центрирующих органа, каждый из которых выполнен в виде неподвижного диска с радиально расположенными пазами, в которых установлены нажимные элементы, перемещаемые по указанным пазам за счет поворота подвижного диска с наклонными пазами н выполненные в виде поворотных двуплечих рычагов, причем одно плечо каждого двуплечего рычага имеет возможность перемещения по радиальному пазу неподвижного диска, а другое - снабжено опорной поверхностью, воздействующей на шток, установленный в корпусе перпендикулярно к его образующей 1. Однако данный центратор обладает тем что он применим для труб преимущественно большого диаметра вследствие многоступенчатости кинематических связей его органов, и применение этого центратора в стесненных монтажных условиях ограничена. К тому же в месте контакта рычагов возможна деформация стенок, особенно тонкостенных труб. Известен тросовый центратор, содержащий тросы с опорными прижимами, расположенными на равном расстоянии друг от друга, и устройство для натяжения тросов с прижимной плитой, взаимодействующей с изделием, причем прижимная плита снабжена шаровыми опорами, расстояние между которыми равно расстоянию между опорными прижимами и натяжными блоками, взаимодействующими с тросами расположенными под устройством для натяжения тросов 21. Однако данный центратор обладает тем недостатком, что в местах контакта щаровых опор создается местная деформация, т. е. он применим только для труб с относительно толстой стенкой и неприменим для тонкостенных труб. Наиболее близким к изобретению по технической сущности является наружный центратор для сборки труб под сварку, содержащий корпус в виде ленты с окнами узел зажима и щуп для установки сварочного зазора 3. Однако данное устройство обладает тем недостатком, что местные деформации на тонкостенной трубе при зажиме ленты не исправляются, это приводит к неточности центрирования и сварки, а щуп нетехнологичен, так как для каждого зазора нужен свой щуп-. Целью изобретения является повышение точности центрирования и сборки путем обес печения локального исправления формы тонкостенной трубы. Поставленная цель достигается тем, что в наружном центраторе для сборки труб под сварку, преимущественно тонкостенных, содержащем корпус в виде ленты с окнами, узел зажима и щуп для установки сварочного зазора, лента выполнена с гофрами, наклонными к ее продольным кромкам под углом назначаемым в зависимости от угла трения поверхности гофров о материал трубы. Кроме того, с целью расширения технологических возможностей, щуп для установки сварочного зазора выполнен разъемным в виде двух клиньев, уклэны сопрягаемых поверхностей которых направлены навстречу друг другу, причем клинья щупа выполнены из магнитного материала. На фиг. 1 представлен наружный центратор, общий вид; на фиг. 2 - разрез А-А на фиг. 1; на фиг. .3 - вид Б на фиг. 1; на фиг. 4 - элемент трубы с одним гофром ленты центратора; на фиг. 5 - процесс деформации трубы при работе центратора; на фиг. 6 - вид с торца на трубу после исправления формы. Устройство содержит корпус 1 в виде ленты с гофрами 2 и с конами 3 и узлом зажима 4. В окна 3 вставлен разъемный щуп 5 в виде двух магнитных клиньев 6 и 7, на одном из клиньев 6 выполнена пулевая риска 8, а на другом 7 - шкала 9 отсчета. Уклоны сопрягаемых поверхностей клиньев 6 и 7 направлены навстречу друг другу. На корпусе 1 имеется дополнительно ряд окон 10, через которые производится сварка труб 11 и 12. Устройство работает следующим образом. В зависимости от диаметра собираемых труб 11 и 12 на них устанавливают соответствующий этим диаметрам корпус 1, а в зависимости от величины зазора в, требуемого для сварки устанавливают су.ммарную толщину а клиньев 6 и 7 по щкале 9, равную этому сварочному зазору. Поскольку клинья 6 и 7 магнитные, то после установки на требуемую величину дополнительных устройств по их креплению не требуется. Затем сопряженные клинья 6 и 7 устанавливают в окна 3корпуса 1, сдвигают торцы труб 11 и 12 до соприкосновения с параллельными сторонами клиньев 6 и 7 и зажимают трубы 11 и 12 зажимом 4, а центратор в виде ленты с наклонными гофрами создает сначала точечные касания с наружной поверхностью трубы с переходом его в линейное. Такой переход с одного вида касания на другой и приводит к концентрации местных деформаций, исправляющих дефекты соединяемых труб. Это достигается тем, что, поскольку гофр расположен наклонно к образующей трубы, то гофр касаясь этой образующей в точке с (фиг. 4), создает значительные усилия и исправляет местную деформацию, при этом по контуру от местных деформаций получаются местные перегибы, которые, по мере стягивания центратора в виде волн, Перекрывают друг друга (фиг. 5). При переходе с точечного касания на линейное результативная ли-, ния будет иметь исправленную требуемую форму (фиг. 6) в пределах допуска на сварку. Наложение волн исправленного контура и достигается за счет наклона гофр. Таким образом, так как гофры по длине касаются в конечном положении обеих поверхностей стыкуемых труб, то соответственно с исправлением их форм повышается степень центрирования, которая оценивается перепадом кромок в месте стыка, который естественно будет меньше, так-как высота Н (фиг. 6) будет минимальной. При этом оптимальным углом наклона гофр является угол самоторможения, т. е. он должен быть меньше угла трения Поверхности гофра о материал трубы. Затем через окна 10 пронзводят «прихватку труб сваркой. При зажиме труб 11 и 12 зажимом 4 трубы, имеющие неправильную форму по периметру и местную деформацию в пределах упругих деформаций материала собираемых труб, будут исправляться поверхностью гофр 2 за счет локального приложения нагрузки, а так как гофры 2 имеют малый шаг и наклон, то гофры 2 будут в большей степени исправлять местную деформацию соединяемых труб 11 и 12, повышая степень центрирования. Наклонные гофры 2 создают жесткость в осевом направлении корпусу 1 в месте исправления деформации, перекрывая несколько точек по периметру, и одновременно гофры 2 создают корпусу 1 гибкость в радиальном направлении. Кроме того, выполнение наклонного гофра 2 к продольной оси корпуса 1 исключает взаимное осевое перемещение соединенных труб 11 и 12 при выполнении технологических операций, Таким образом, устройство обеспечивает высокую степень центрирования за счет локального исправления формы концов труб а разъемный щуп 5, выполненный в виде --- -./- -. - - клиньев 6 н 7, может быть использован один на несколько устанавливаемых по размеру зазоров, тем самым расширяя технологические возможности центратора и повышая за счет этого производительность на 10-15 о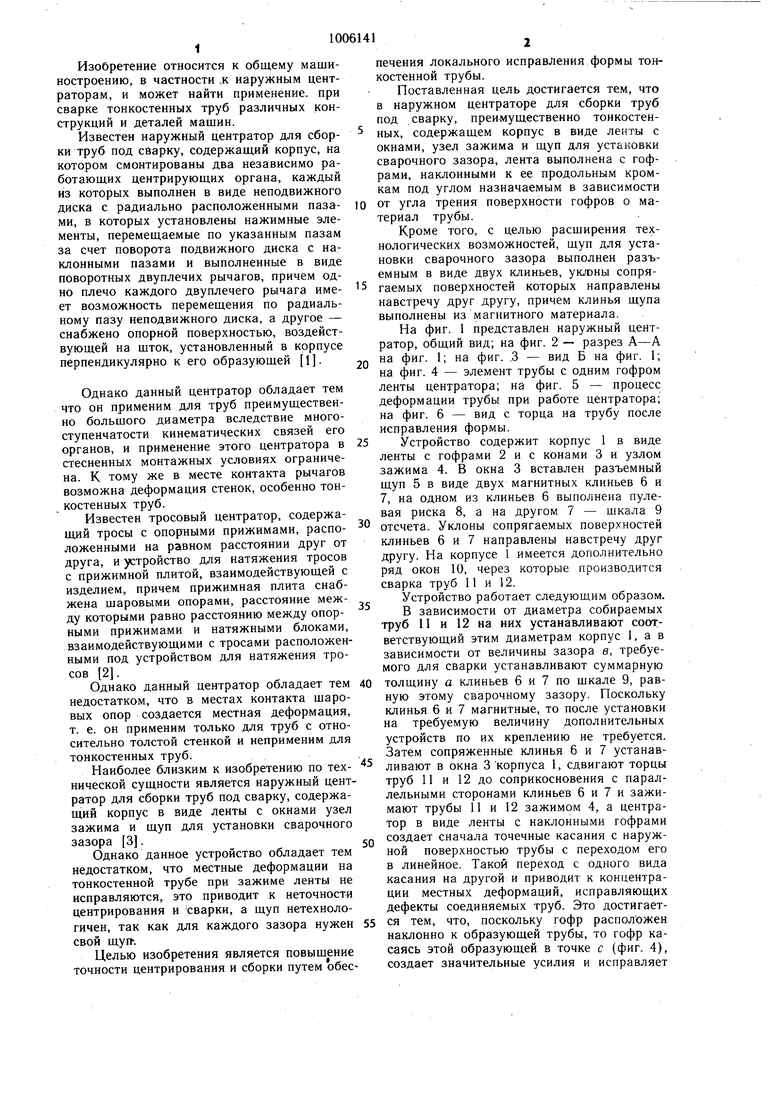
| название | год | авторы | номер документа |
|---|---|---|---|
| ЦЕНТРАТОР ДЛЯ СБОРКИ И СВАРКИ КОЛЬЦЕВЫХ ШВОВ | 2015 |
|
RU2599469C1 |
| Устройство для сборки и центрирования труб под сварку | 1985 |
|
SU1363658A1 |
| Устройство для сборки под сварку труб | 1981 |
|
SU1017459A1 |
| СПОСОБ КОРРЕКТИРОВКИ ФОРМЫ ПРИЛЕГАЮЩИХ ПЛОСКОСТЕЙ КОРПУСА СТАТОРА ГИДРОМАШИНЫ | 2000 |
|
RU2181165C2 |
| Центратор для сборки труб под сварку | 1985 |
|
SU1298028A1 |
| Устройство для сборки и центрирования труб под сварку | 1981 |
|
SU988510A1 |
| Устройство для сборки труб | 1981 |
|
SU994275A1 |
| Установка для сборки и сварки трубопроводов | 1978 |
|
SU882714A1 |
| УСТРОЙСТВО для КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ ТРУБ БОЛЬШОГО ДИАМЕТРА | 1966 |
|
SU182266A1 |
| Установка для сварки сильфонов | 1982 |
|
SU1069970A1 |
а.НАРУЖНЫЙ ЦЕНТРАТОР для сборки труб под сварку преимущественно тонкостенных, содержащий корпус в виде ленты с окнами, узел зажима и щуп для установки сварочного зазора, отличающийся тем, что, с целью повыщения точности центрирования и сборки путем обеспечения локального исправления формы тонкостенной трубы, лента выполнена с гофрами, наклонными к ее продольным кромкам под углом, назначаемым в зависимости от угла трения поверхности гофров о материал трубы. 2.Центратор по п. 1, отличающийся тем, что, с целью расщирения технологических возможностей, щуп для установки сварочного зазора выполнен разъемным в виде двух клиньев, уклоны сопрягаемых поверхностей которых направлены навстречу друг другу. 3.Центратор по пп. 1 и 2, отличающийся тем, что клинья щупа выполнены из магнитного материала. О5 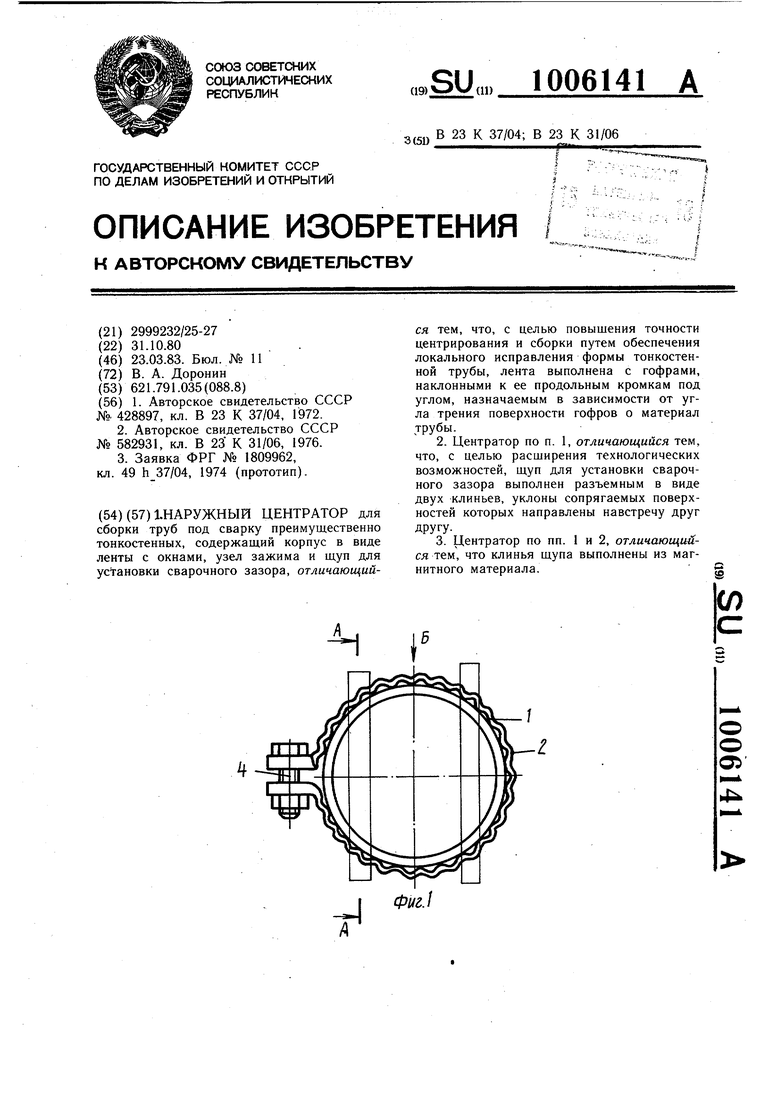
Фиг.1
Фиг.З
Госрр ентратора
Ф1/1гЛ
Фиг. 5
Ф .6
Элемент труды
{1есрорма141/1Я труды при перв)(оде касания госрр стачечного на линейное
тру5ы от точечного касания госрр
Вид с торца на труду после исправления срормы
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Авторское свидетельство СССР № | |||
| НАРУЖНЫЙ ЦЕНТРАТОР ДЛЯ СБОРКИ ТРУБ ПОД СВАРКУ | 1972 |
|
SU428897A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Способ смешанной растительной и животной проклейки бумаги | 1922 |
|
SU49A1 |
