связаны между собой в блоки, а привод выполнен в виде силового цилиндра двустороннего действия.
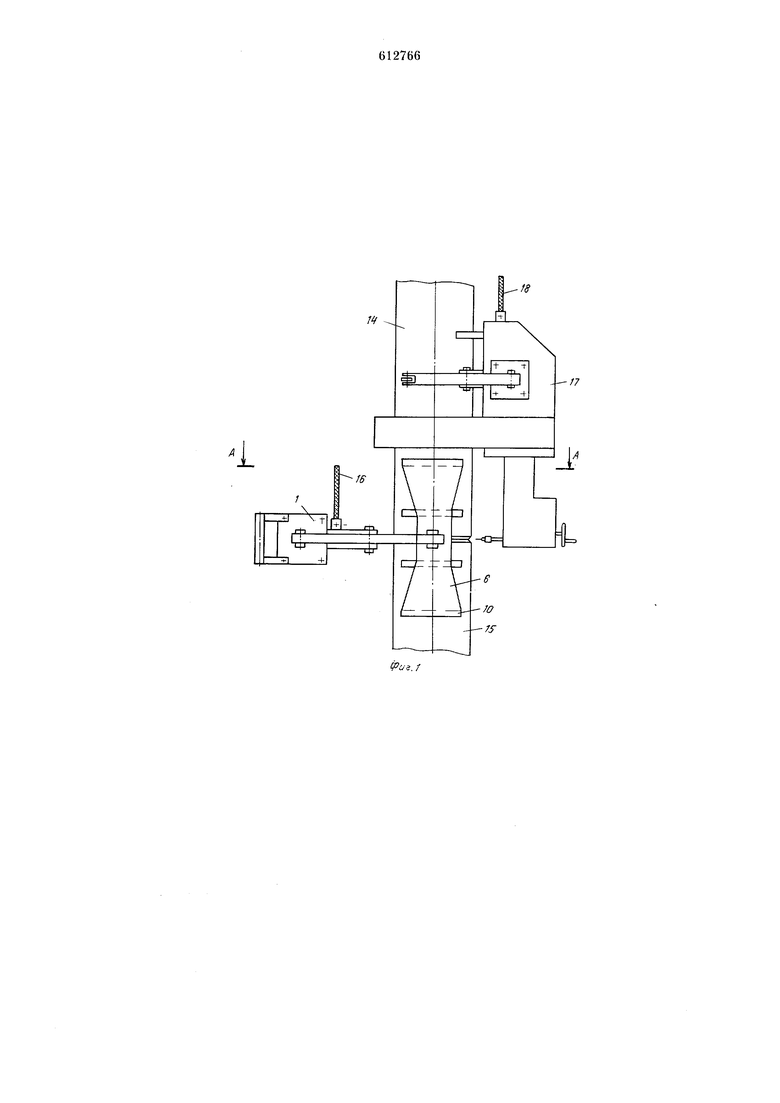
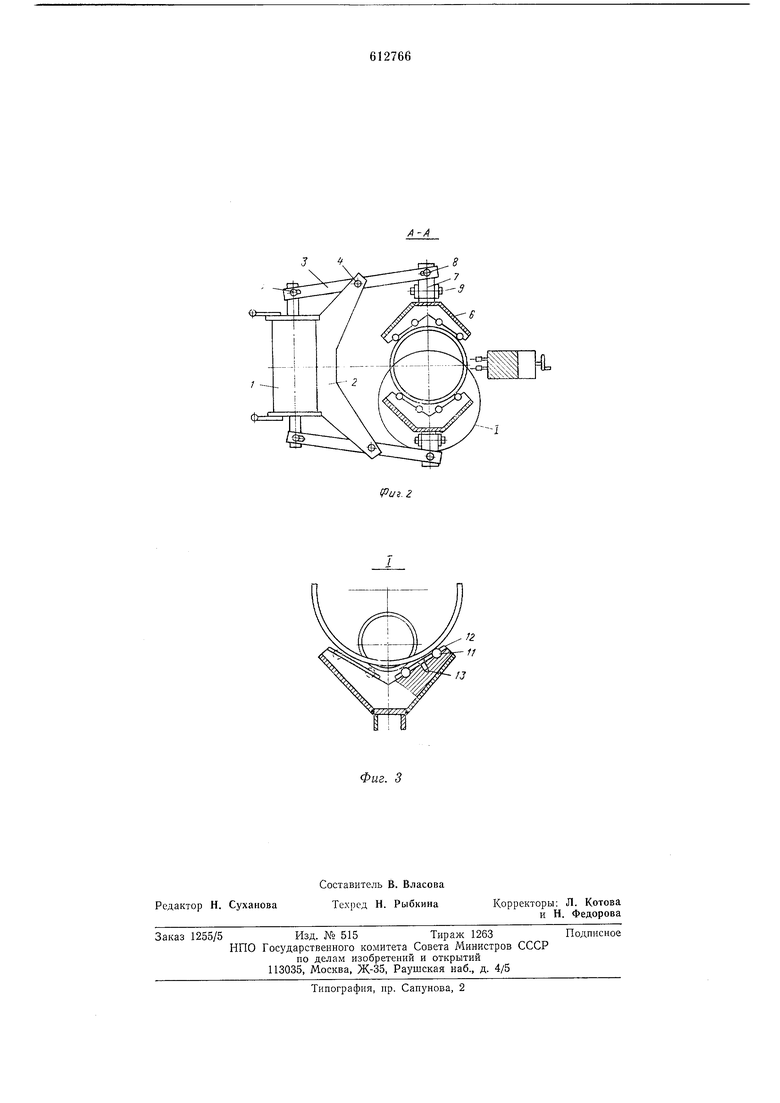
На фиг. 1 показан центратор, общий вид; на фиг. 2 разрез А-А на фиг. 1; на фиг. 3 - узел 1 на фиг. 2.
Наружный центратор представляет собой клещевой зажим, который включает привод 1 в виде силового цилиндра двустороннего действия; кронщтейн 2, л естко закрепленный на нриводе 1; два двуплечих рычага 3; оси вращения 4, которые закреплены на кронштейне 2. Одни нлечн двуплечих рычагов соединены с приводом 1 через оси 5 таким образом, что имеют возможность изменять длину плеча, а другие нлечи соединены с прнжимиыми элементами 6 но их центру через шарнирное звено 7 взаимно перпендикулярными осями 8 и 9.
Прижимной элемент 6 выполнен в виде балкн, например сварной, с четырьмя призматическими захватами 10 и образует совместно с ними блоки. На обеих гранях каждого захвата имеется по два сферических гнезда, в каждом из которых помещены шары И, свободно вращающиеся в любой плоскости. Шары 11 нредохраняются от выпадания нланкой 12, закрепленной на захвате, например, с помощью потайного винта 13.
Элементы 6 имеют ограниченный угол новорота вокруг оси 9 (нанример, около ±5° от вертнкали).
Шаровые опоры в захватах расположены так, что при центрировании труб 14 и 15 в зависимости от их диаметра в контакт с ними входят или внутренние или наружные шары.
Центратор подвешивается с помощью троса 16, а сварочный аппарат 17 - с помощью троса 18, не связанного с тросом 16.
Наружный центратор работает следующим образом.
При сварке обсадных труб над устьем скважины наружный центратор подвешивается на уровне стыка с номощыо троса 16 и контргруза, подвещенного на его свободном конце.
Труба 14, подвешенная на элеваторе с помощью тросов за верхний конец, подводится к нижней трубе 15, зажатой в клиньях ротора на расстояние, обеспечивающее зажатие верхней 14 н нижней 15 труб всеми захватами 10.
Затем нодводится наружный центратор таким образоА, чтобы стык трубы находился посредине нршкимных элементов 6. С помощью привода 1 через двуплечие рычаги 3 и шарнирные звенья 7 обе трубы 14 и 15 одновременно зажимаются элементами 6.
После совмещения осей верхнюю трубу 14 опускают до упора с нижней трубой 15.
Прп этом в зависимости от величины трения между верхней трубой и шарами верхних четырех призм, а также трения между нижней трубой и шарами нижних четырех призм верхняя труба 14 под действием собственного
веса прокатывается по верхним шарам или опускается вместе с центратором с помощью нижних шаров.
Благодаря шарнирной связи прижимных элементов 6 с двуплечими рычагами 3 обеспечивается самопастраивание прижимных элементов 6 и совмещение осей обеих труб не только при правильной геометрии их концов, но и при отклонении их диаметров в пределах
допуска.
В случае несовмещения кромок труб из-за эллнпсности концов верхнюю трубу 14 поднмА1ают над ннжней трубой 15 до выхода из контакта стыкуемых кромок без разжатия
прижимных элементов 6нс помощью любого инструмента новорачивают до совмещен1 я соответствующих осей эллипса.
После того, как стык труб отцептрирован, подводится сварочпый аппарат 17 н закрепляется па верхней трубе 14. Сваривают примерно /3 окружности стыка, затем, не нрекращая процесса сварки, поворачивают центратор на 90-120° по ходу сварочной го.тоики. Когда сварено нрнмерно Vs окружности стыка,
центратор отводят в сторону без нарушения рабочего нроцесса и сварку заканчивают без него.
По сравнению с известными предлагаемый центратор способеп работать в комплексе с
любым сварочным оборудованием.
Кроме того, прои,есс центрирования с исиользоваиием предлагаемого центратора занимает значнтельно меньше временн но сравнению с нзвестными конструкциями. Пезавнсимая подвеска центратора также создает ряд преимуществ при обслуживании по сравнению с известными.
Предлагаемый наружный центратор может быть иснользован не только для сборки обсадных труб нод сварку над устьем сквал ины, но также и для центрнрования любых трубонроводов, нанример при прокладке нефтегазонроводов или тенлотрасс, а также нри сварке труб в плети на поточных линиях.
Формула изобретения
Наружный центратор для сборки труб под сварку, преимущественно вертикально подвешенных, содержащий шарнирно связанные с нрнводом и расположенные по обе стороны от труб призматические захваты, в гранях которых смонтированы шаровые опоры, отличающийся тем, что, с целью повышепня точности центрирования, призматические захваты, расноложенные по каждую из сторон от стыкуемых труб, жестко связаны между собой в блоки, а нривод выполнен в виде силового цилиндра двустороннего действия.
Псточиики информации,
принятые во внимание при экспертизе
1.Авторское свидетельство СССР № 335067 кл. В 23К 37/04, 1971.
2.Патент Англии № 1337553, кл. 3R, 1973.
td
1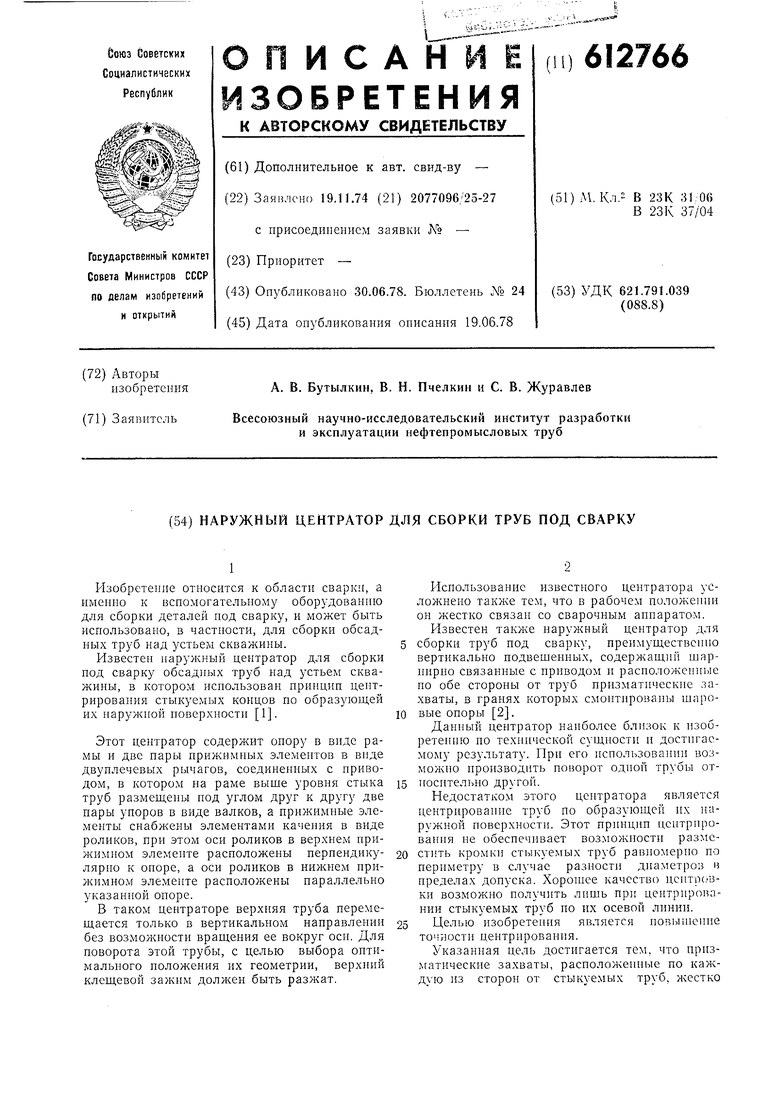

| название | год | авторы | номер документа |
|---|---|---|---|
| Наружный центратор | 1980 |
|
SU1006141A1 |
| ЦЕНТРАТОР ДЛЯ СБОРКИ И СВАРКИ КОЛЬЦЕВЫХ ШВОВ | 2015 |
|
RU2599469C1 |
| Установка для сборки и сварки трубопроводов | 1978 |
|
SU882714A1 |
| Центратор для сборки труб под сварку | 1985 |
|
SU1298028A1 |
| Вращатель для сварки труб | 1977 |
|
SU637220A1 |
| Центратор для сборки и сварки труб | 1977 |
|
SU683874A1 |
| УСТРОЙСТВО ДЛЯ БЕЗОТХОДНОЙ ТЕРМИЧЕСКОЙ РЕЗКИ ЗАГОТОВОК ИЗ ТРУБ | 1991 |
|
RU2071399C1 |
| Внутренний центратор | 1983 |
|
SU1126397A1 |
| Устройство для соединения труб посредством муфты | 1980 |
|
SU887872A2 |
| Устройство для сборки и центрирования труб под сварку | 1981 |
|
SU988510A1 |
Фиг. 3
