Изобретение относится к области термообработки деталей индукционным нагревом и предназначено для непрерывно-последовательной закалки цилиндрических деталей одинакового сечения, в частности шейки валов, наружных поверхностей трубок, пальцев гусениц тракторов, биттеров и т.п.
Известна установка для термообработки деталей, которая включает механизм транспортировки деталей от места загрузки до места выгрузки, механизм прижима деталей к направляющим, индуктор-спреер. Механизм прижима выполнен из двух частей, одна из которых расположена до индуктора-спреера и выполнена в виде двуплечего рычага, шарнирно закрепленного на оси с роликом на одном плече, а другое плечо подпружинено [1]. Установка предназначена для термообработки плоских деталей, например подрессорника при одностороннем нагреве, и не может быть использована для термообработки цилиндрических деталей, где требуется равномерный нагрев со всех сторон.
Известно устройство для последовательной закалки труб, включающее механизм осевого перемещения труб, соосно расположенных по вертикали, многовитковой индуктор и спреер [2]. Устройство позволяет регулировать температуры нагрева в поперечном сечении трубы, повышая тем самым качество закалки. Транспортировка труб в зону индуктора осуществляется тросом лебедки с приводом. Отсутствие механизма центрирования труб, подаваемых в зону индуктора, снижает равномерность нагрева трубы в поперечном сечении, что при ее охлаждении может привести к деформации поверхности трубы и, следовательно, к последующей их правке.
Отмеченный недостаток устранен в способе непрерывно-последовательной термической обработки труб и устройстве для его осуществления [3], принимаемом за прототип.
Устройство-прототип содержит индуктор, систему охлаждения индуктора (спреер), замкнутую систему перемещения и центрирования детали, состоящую из лебедки, соединенной тросом через дополнительные блоки с захватами нижнего конца трубы и с верхним концом трубы через блоки и регулировочный растягивающий блок натяжения и дозирования осевой нагрузки. Устройство снабжено многовитковым индуктором и предназначено для непрерывно-последовательной термической обработки протяженных труб. Наличие механизма центрирования и растяжения длинных деталей в процессе термообработки обеспечивает равномерность нагрева трубы в поперечном сечении.
Недостаток прототипа состоит в том, что для загрузки трубы в зону индуктора требуется время на ее закрепление в блоках и на натяжение троса, затем на снятие трубы, что ограничивает производительность закалки. По этой причине известное устройство нельзя использовать при закалке малогабаритных деталей одинакового сечения, таких как шейки валов, стальные трубки при массовом производстве до 1000 и более деталей в смену.
Кроме того, при закалке деталей, например шейки валов одинакового сечения, в зависимости от их назначения, необходимо осуществлять закалку детали на заданной конструктором длине от ее торца, в зонах повышенных механических нагрузок. Например, детали, работающие как молотки, должны иметь незакаленный конец для их крепления.
Техническим результатом заявляемого изобретения является обеспечение возможности непрерывно-последовательной закалки цилиндрических деталей одинакового сечения, как по всей, так и на заданной от торца длине и повышение производительности процесса закалки.
Технический результат достигается тем, что полуавтомат для непрерывно-последовательной закалки цилиндрических деталей индукционным нагревом, содержащий индуктор, систему охлаждения и механизм перемещения и центрирования деталей в зоне индуктора, согласно изобретению снабжен основанием, в котором имеются соосные с индуктором входное и выходное направляющие отверстия, при этом механизм перемещения и центрирования деталей закреплен на основании и содержит ролик перемещения и центрирования деталей, связанный передачей с электроприводом, и ролик прижима деталей, закрепленный на нижнем плече двуплечевого рычага, шарнирно закрепленного на основании, верхний конец рычага снабжен винтом включения генератора токов высокой частоты и винтом регулировки усилия прижима, а ролики помещены в емкость с проточной охлаждающей жидкостью.
Такое конструктивное выполнение полуавтомата обеспечивает одновременно с перемещением и центрированием детали в зоне нагрева, автоматическое включение индуктора после прохождения деталью заданного расстояния отжатием рычага при передаче усилия от ролика перемещения через деталь к ролику прижима, что позволяет устанавливать зону закалки деталей на заданной от торца длине.
Работа полуавтомата поясняется схематическим чертежом, где приведена схема полуавтомата в разрезе.
Полуавтомат для непрерывно-последовательной закалки цилиндрических деталей индукционным нагревом содержит электропривод 1, связанный передачей 2 с роликом 3 перемещения и центрирования детали 4 в зону индуктора 5. Профиль поверхности ролика 3 для улучшения сцепления с перемещаемой деталью соответствует форме поверхности детали 4. Напротив ролика 3 перемещения и центрирования детали расположен ролик 6 прижима детали к ролику 3 при перемещении ее через входное направляющее отверстие 9 в нижней плите основания 8.
Ролик 6 прижима детали закреплен на нижнем конце двуплечевого рычага 10, который через шарнирное соединение 11 закреплен к верхней плите основания 8.
Верхнее плечо рычага 10 посредством пружины 12, снабженной винтом регулировки 13 усилия прижима, закреплено на верхней плите основания 8, на которой размещен также выключатель 14 генератора токов высокой частоты, взаимодействующей посредством винта 15 на рычаге 10 с роликом 6 прижима детали 4 к ролику 3 перемещения и центрирования. Ролики 3 и 6 помещены в емкость 16 с проточной охлаждающей жидкостью.
Полуавтомат для непрерывно-последовательной закалки цилиндрических деталей индукционным нагревом работает следующим образом.
Деталь 4, например шейки вала, через входное направляющее отверстие 7 в верхней плите основания 8 подается в зону индуктора 5.
После прохождения расстояния А от торца детали до зоны закалки деталь 4, воздействуя на ролик 6, отжимает рычаг 10, при этом винт 15 надавливает на выключатель 14 генератора ТВЧ и включает нагрев. Одновременно деталь 4 прижимается к профилированной под деталь поверхности ролика 3 перемещения и центрирования детали и увлекается им через входное отверстие 9 в зону охлаждения 16 с проточной жидкостью. Для лучшего охлаждения при закалке в зоне охлаждения 16 может быть установлен спреер. Степень прижатия ролика 6 к детали регулируется посредством пружины 12 винтом 13. Величина зоны детали, не требующая термообработки (А) задается конструктором. Остальная поверхность подвергается непрерывно-последовательной закалке.
Таким образом, для получения заданной величины зоны закалки детали подают до касания торца детали на расстояние А. Следующую деталь подают после включения индуктора, а для получения зоны закалки по всей длине детали подаются в зону индуктора одна за другой без зазора, при включенном индукторе.
Кроме операции загрузки и выгрузки детали, перемещение, центрирование и включение индуктора происходит автоматически.
Результаты испытаний показали, что на круге диаметром 14 мм из материала сталь 35 и скорости прохождения через зону индуктора порядка 3 см/с, температуре воды, как охлаждающей среды до 35°С, при мощности на ВЧ-контуре генератора ТВЧ - 58 кВт, твердость закаленной части составила HRCЭ 35÷40 без наличия линейных деформаций и трещин. При проведении сплошной закалки детали, например пальцев гусениц трактора, их ставят одна на другую непрерывно при включенном индукторе, и производительность составляет до 1000 деталей в смену.
Источники информации
1. RU 2061061 C1, C 21 D 1/42, опубл. 27.05.96 г.
2. A.c. SU №1757234 A1, МПК C 21 D 9/08, 11/00, опубл. 27.08.95 г.
3. Патент RU №2089627 C1, МПК C 21 D 9/08, 1/10, опубл. 10.09.97 г. - прототип.
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для индукционной закалки концов длинномерных изделий | 1989 |
|
SU1730178A1 |
| Установка для индукционной закалки крупногабаритных коленвалов | 1988 |
|
SU1666555A1 |
| Способ термической обработки утяжелен-НыХ буРильНыХ ТРуб | 1979 |
|
SU850688A1 |
| Станок для закалки изделий с нагревом индукционными токами | 1980 |
|
SU899676A1 |
| АВТОМАТ ДЛЯ ЗАКАЛКИ ВАЛОВ | 1993 |
|
RU2081183C1 |
| Устройство для термообработки крупногабаритных полых деталей вращения | 1985 |
|
SU1373734A1 |
| Полуавтомат для индукционной закалки плоских деталей | 1984 |
|
SU1178775A1 |
| Способ термической обработки утяжеленных бурильных труб | 1983 |
|
SU1164281A1 |
| Автоматический станок для термической обработки цилиндрических деталей | 1975 |
|
SU631544A1 |
| Станок для термообработки длинномерных тонких деталей с постоянным сечением | 1990 |
|
SU1822426A3 |
Изобретение относится к полуавтомату для непрерывно-последовательной закалки цилиндрических деталей одинакового сечения индукционным нагревом - шейки валов, пальцев трактора, биттеров трубок. Технический результат: обеспечение возможности непрерывно-последовательной закалки как по всей, так и на заданной от торца длине и повышение производительности процесса. Полуавтомат содержит индуктор, систему охлаждения детали, основание, в котором выполнены соосные направляющие отверстия. На основании укреплен механизм перемещения и центрирования деталей, который содержит ролик подачи и центрирования, связанный с электроприводом, и ролик прижима детали, закрепленный на нижнем плече двуплечего рычага, шарнирно закрепленного на основании. Другое верхнее плечо рычага посредством пружины, снабженной винтом регулировки, закреплено на основании с возможностью контакта с выключателем генератора токов высокой частоты и регулировки момента включения нагрева. Производительность полуавтомата составляет до 1000 деталей в смену, и твердость закаленной части детали составила HRCЭ 35÷40. 1 ил.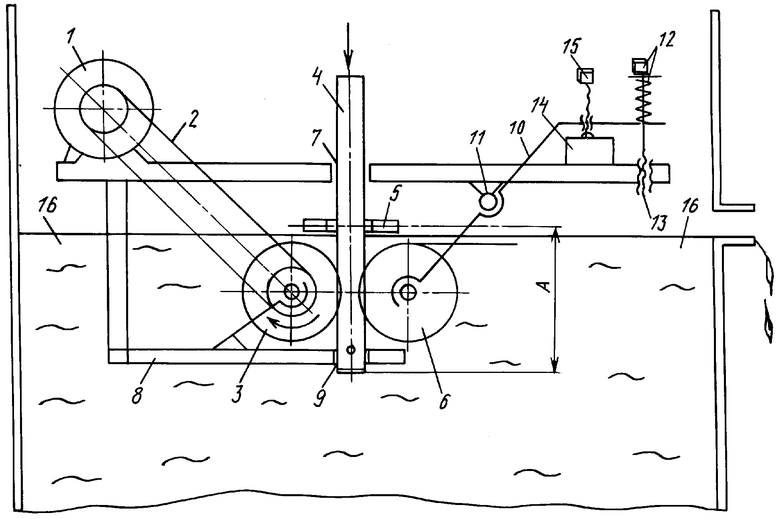
Полуавтомат для непрерывно-последовательной закалки цилиндрических деталей индукционным нагревом, содержащий индуктор, систему охлаждения и механизм перемещения и центрирования деталей в зоне индуктора, отличающийся тем, что он снабжен основанием, в котором имеются соосные с индуктором входное и выходное направляющие отверстия, при этом механизм перемещения и центрирования деталей закреплен на основании и содержит ролик перемещения и центрирования деталей, связанный передачей с электроприводом, и ролик прижима деталей, закрепленный на нижнем плече двуплечевого рычага, шарнирно закрепленного на основании, верхний конец рычага снабжен винтом включения генератора токов высокой частоты и винтом регулировки усилия прижима, а ролики помещены в емкость с проточной охлаждающей жидкостью.
| СПОСОБ НЕПРЕРЫВНО-ПОСЛЕДОВАТЕЛЬНОЙ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ТРУБ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1994 |
|
RU2089627C1 |
| Станок для термообработки длинномерных изделий малого диаметра | 1975 |
|
SU558947A1 |
| Станок - автомат для закалки цилиндрических деталей | 1990 |
|
SU1786199A1 |
| US 3622138 A, 23.11.1971. | |||

