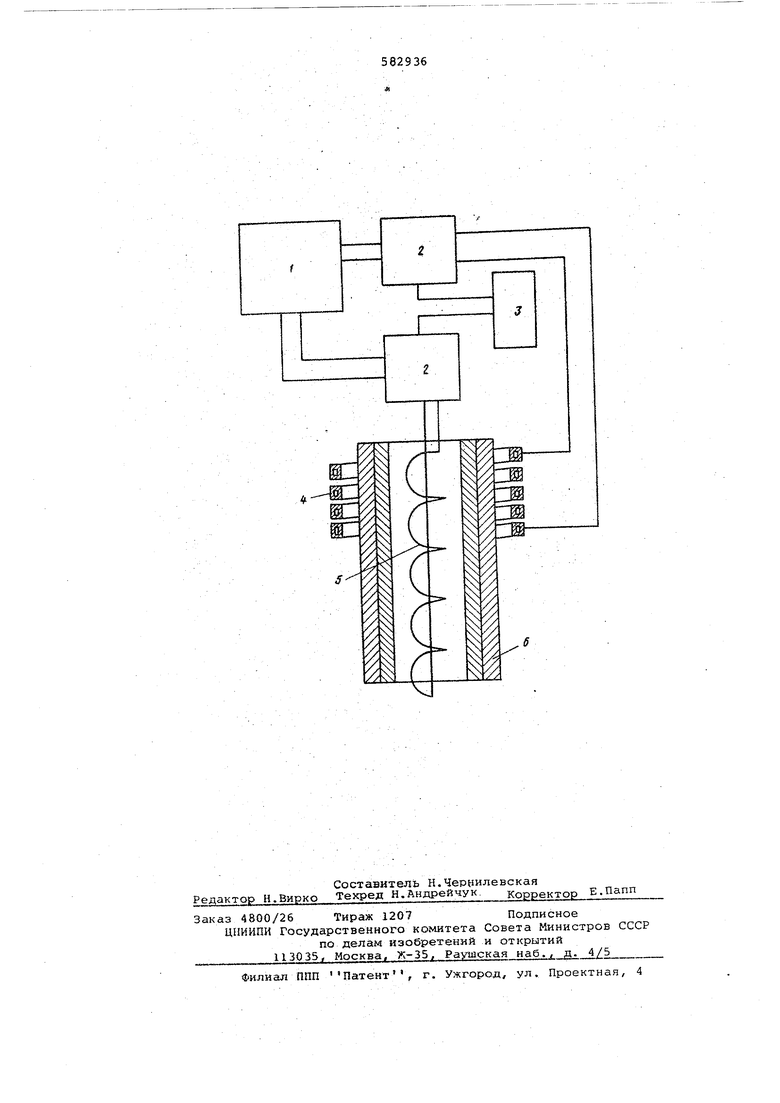
нал на регулятори мощности 2, которые перераспределяют энергию высокочастотного генератора 1 между наружное 4 и внутренней 5 секциями индуктора в соответствии с установленноя программой нагрева биметаллическоП заготовки.
После сборки заготовки 6 механизм пояачи (на чертеже не показан) подает ее с постоянной скоростью в индуктор со стороны внутренней секции 5-.. При прохождении заготовки 6 через секции 5, 4 тепловой энергией воздействуют сначала на внутреннюю, а затем на наружную поверхности заготовки. После выхода заготовки из индуктора производят ее пластическую деформацию до нужных размеров.
При вводе тепловой энергии через внутреннюю поверхность заготовки ее внутренний слой, увеличиваясь в диаметре, постепенно вытесняет воздух из сборочного зазора. Благодаря удлинению более нагретого внутреннего слоя контактное давление между слоями :ia фронтом нагрева максимально.
Последовательное введение тепловой энергии через наружную поверхность позволяет сохранить высокое знчение контактного давления и получит одинаковую кривизну слоев по всей длине заготовки.
В процессе нагрева наружного слоя кривизна его контактирующей поверхности увеличивается и приближается к кривизне поверхности переходного слоя, при этом контактное давление в переходном слое выравнивается по длине и по сечению.
Переходной слой биметаллических труб, полученных по предложенному способу с использованием реализующего его устройства, имеет бездефектное качество сцепления металлов.
Формула изобретения
1.Способ нагрева заготовок при изготовлении биметаллических труб, включающий установку трубных заготовок одна в другую и нагрев, отличающийся тем, что, с целью равномерности распределения контактного давления между слоями и улучшения качества сварки, нагрев заготовок производят последовательно путем воздействия тепловой энергией вначале на внутреннюю, а затем на . наружную поверхности заготовки с интервалом времени, прямо пропорциональным отношению толщины внутренней заготовки к удельной мощности тепловой энергии, воздействующей на внутреннюю поверхность заготовки.
2.Устройство для осуществления способа по П.1, содержащее высокочастотный генератор с индуктором, имеющим секции, размеры которых соответствуют наружному и внутреннему диаметрам заготовок, отличающ и е с я тем, что секции индуктора смещены одна относительно другой в осевом направлении на расстояние, равное произведению скорости движения заготовок и интервала времени между началом воздействия тепловой энергии на внутреннюю и наружную поверхности заготовок.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ центробежной биметаллизации втулок с нагревом токами высокой частоты | 2015 |
|
RU2637205C2 |
| Способ изготовления биметаллических втулок сталь-баббит | 2015 |
|
RU2643000C2 |
| Способ изготовления биметаллических труб диффузионной сваркой | 1983 |
|
SU1088901A1 |
| СПОСОБ ПОЛУЧЕНИЯ БИМЕТАЛЛИЧЕСКИХ ТРУБ | 1970 |
|
SU264145A1 |
| СПОСОБ НЕПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ ЦИЛИНДРА ИЛИ ПОЛЫХ ТЕЛ ИНОГО ВЫПУКЛОГО СЕЧЕНИЯ | 1995 |
|
RU2102236C1 |
| Способ изготовления биметаллических труб | 1979 |
|
SU867568A1 |
| Способ изготовления биметаллических цилиндрических изделий | 1982 |
|
SU1087221A1 |
| Способ изготовления биметаллических труб из стали, плакированной медью | 1989 |
|
SU1704987A1 |
| Способ изготовления проволоки из (α+β)-титанового сплава для аддитивной технологии | 2018 |
|
RU2751066C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРОВОЛОКИ ИЗ (a+b)- ТИТАНОВОГО СПЛАВА ДЛЯ АДДИТИВНОЙ ТЕХНОЛОГИИ | 2018 |
|
RU2690262C1 |