1
Изобретение относится к области измерительной техники, а именно к бесконтактным способам измерения диаметров преимущественно крупногабаритных деталей.
Известен способ бесконтактного измерения диаметров вращающихся деталей по центральному углу и хорде постоянной длины, стягивающей данный угол 1. Он заключается в том, что на поверхность вращающейся детали наносят сигнал и измеряют центральный угол, заключенный между двумя считывающими головками, расположенными на заданном расстоянии одна от другой, при прохождении сигнала. По заданному расстоянию (постоянной хорде) и центральному углу определяют длину окружности и соответственно диаметр детали.
Недостатком известного способа является значительная погрешность измерения, обусловленная ошибкой измерения центрального угла.
В целях повыщения точности измерения по предлагаемому способу определяют время перемещения сигнала между головками, затем по заданному расстоянию и времени-скорость движения поверхности, и длину окружности находят, интегрируя скорость в течение периода вращения детали.
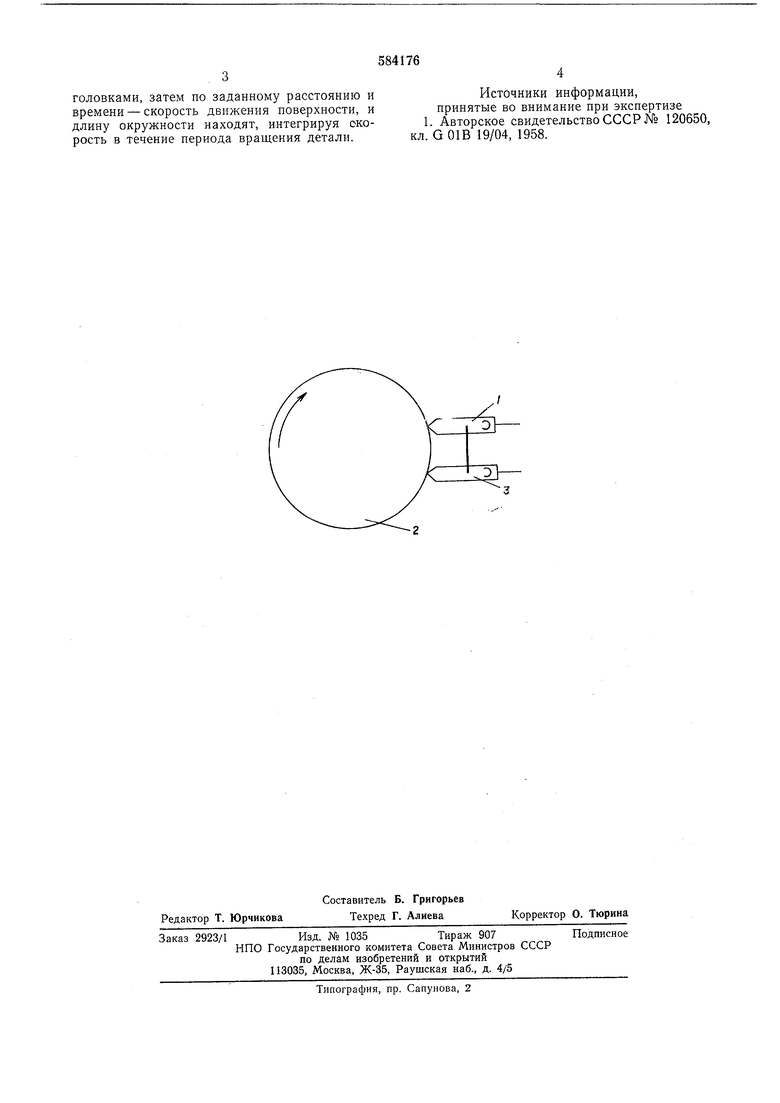
На чертеже показана схема расположения
записывающей и считывающей головок относительно друг друга и измеряемой детали.
С помощью записывающей головки 1 на поверхность измеряемой вращающейся детали 2 наносят последовательность сигналов. С помощью считывающей головки 3, расположенной па заданном расстоянии от головки 1, нанесенную последовательность сигналов считывают, и определяют время перемещения
сигнала между головками. Затем по заданному расстоянию и времени определяют скорость движения поверхности и, интегрируя скорость в течение периода вращения детали, находят длину окружности и соответственно
диаметр детали.
Формула изобретения
Способ бесконтактного измерения диаметров преимущественно крупногабаритных цилиндрических деталей по хорде постоянной длины, основанный на нанесении и считывании сигнала с поверхности вращающейся детали с помощью записывающей и считывающей головок, расположенных на заданном расстоянии одна от другой, с последующим определением длины окружности и соответственно диаметра, отличающийся тем, что, с .целью повышения точности измерения, определяют время перемещения сигнала между
головками, затем по заданному расстоянию и времени - скорость движения поверхности, и длину окружности находят, интегрируя скорость в течение периода вращения детали.
Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 120650, кл. G 01В 19/04, 1958.