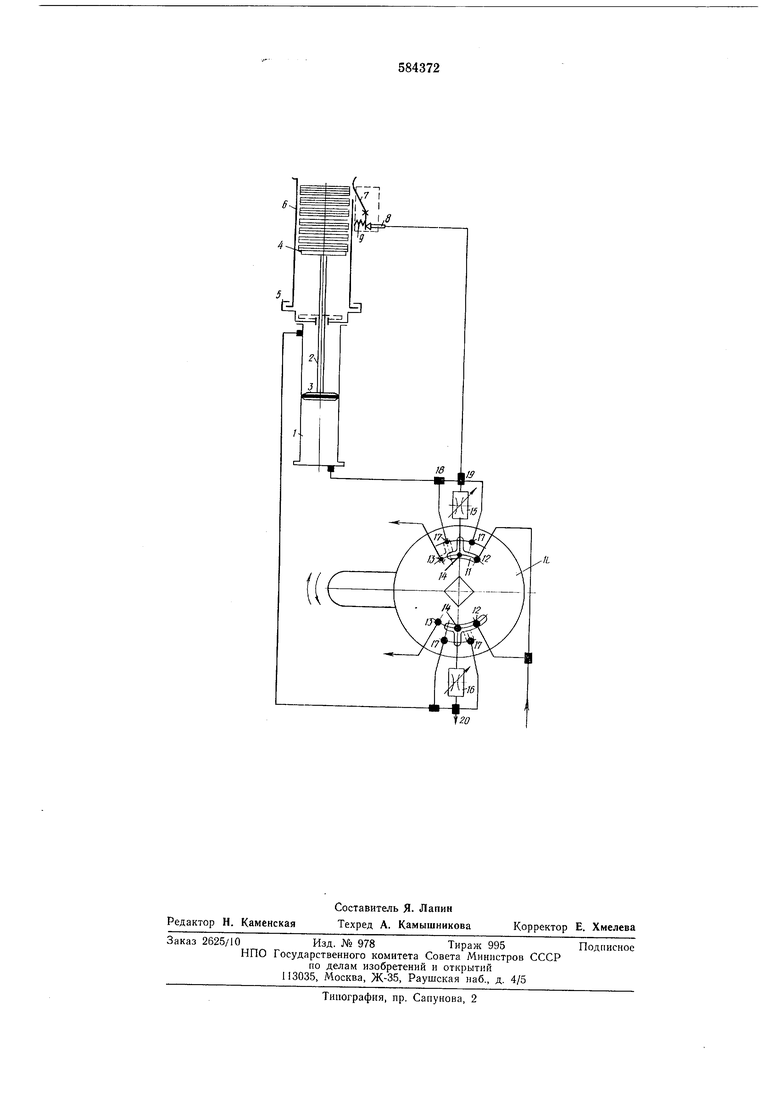
При установленной кассете магазина 6 и среднем положении крана регулируют дроссели 15 и 16 и сонло 20, обеспечивая нлавный подъем стопы электродов вверх и остановку ее при открывании сопла верхним электродом на величину 0,2-0,5 мм. При дальнейшем открывании сопла 20 нажатием на заслонку 7 стопа опускается вниз с такой же скоростью.
После такой регулировки устройство автоматически поддерживает верхний уровень стопы. По мере расходования электродов сопло 8 закрывается заслонкой 7 под действием прул ины 9, поток воздуха через сопло 8 уменьшается, давление в нижней полости растет, а поршень 3 поднимается вверх вместе со стопой электродов до тех пор, пока заслонка 7 не уравняет давление в обеих полостях пневмоцилиндра 1. В случае резкого движения поршня вверх и прохода пластин сопло 8 открывается настолько, что давление в нижней полости резко падает и поршень движется вниз, устанавливая заданный уровень стопы. То же происходит и при укладке электродов в кассету магазана б сверху.
При смене магазина 6 переключающий кран переводят в крайнее нижнее положение, при этом нижняя полость пневмоцилиндра 1 сообщается с атмосферой через отврстие 13, а в верхнюю поступает воздух через отверстия 17 и штуцер 18 в обход дросселей 15 и 16, что обеспечивает ускоренное опускание столика 4 в крайнее нижнее ноложение. Пустые магазины вынимают из пазов 5 и устанавливают новые. Кран переводят в крайнее верхнее положение, при этом верхняя полость пневмоцилиндра 1, сообщается с атмосферой через нижнее отверстие 13, а в нижнюю полость подается воздух через верхнее отверстие 17 также в обход дросселя 15. Стопа в магазине движется вверх. При подходе верхней пластины к заслонке 7 кран переводят в среднее ноложение и устройство переключается на автоматический режим работы.
Скорость перемещения стопы электродов и усилие подъема щтока 2 при автоматическом режиме регулироваться в широких пределах с помощью дросселей 15, 16 и сопла 20.
Использование предлагаемого устройства позволяет автоматизировать ряд операций сборки химических источников тока с тонкими, малопрочными электродами, например операции упаковки электродов акумуляторов в сепарационный материал, сборку блоков электродов. Благодаря быстроте смены магазинов новышается производительность, а за счет упрощения - надежность работы.
Формула изобретения
Автоматическое устройство поддержания
уровня стопы электродов химического источника тока прн сборке блока, содержащее питатель, сменный магазин, узел подъема стопы электродов, выполненный в виде пневмоцилиндра, обе нолостн которого соединены трубопроводами с системой сжатого воздуха, дроссели, датчик уровня стопы, выполненный в виде сопла и пиевмокран с золотником, отличающееся тем, что, с целью повышения производительности и надежности работы, дроссели и сопла смонтированы на упомянутых трубопроводах, причем входы дросселей и сопел нодсоединены между одним из дросселей и соответствующей полостью пневмоцилиндра, а золотник указанного
пневмопрнвода выполнен с Т-образными пазами.
Источники информации, принятые во внимание при экспертизе
1. Авторское свидетельство СССР №358739, кл. И 01т 37/00, 1971.
2. Авторское свидетельство СССР № 325418, кл. Р 15Ь 5/00, 1970.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ОТДЕЛЕНИЯ ОТ СТОПЫ ПЛОСКИХ ЗАГОТОВОК | 1973 |
|
SU405616A1 |
| Автомат для сборки пластинчатых магнитопроводов электрических машин | 1981 |
|
SU991553A1 |
| Автомат для сборки сердечников магнитопроводов электрических машин | 1980 |
|
SU959220A1 |
| Стабилизатор зарядно-разрядного тока для аккумуляторов | 1977 |
|
SU868923A1 |
| УСТРОЙСТВО ДЛЯ ПОДАЧИ ЗАГОТОВОК | 1994 |
|
RU2105653C1 |
| Устройство для центрирования ленточной сепарации для химического источника тока при ее резке | 1975 |
|
SU584366A1 |
| Устройство для подачи заготовок | 1985 |
|
SU1220717A2 |
| Устройство для подачи заготовок | 1980 |
|
SU895616A1 |
| Устройство для подачи решеток электродов свинцового аккумулятора | 1973 |
|
SU444282A1 |
| УСТАНОВКА ДЛЯ МЕЖЛИСТОВОЙ СМАЗКИ РЕССОРНЫХЛИСТОВ | 1968 |
|
SU218586A1 |