Изобретение относится к технологи ческому оборудованию .для сборки сердечников магнитопроводов электрических машин и может быть использовано в электротехнической про1«ышленности.
Известен автомат для сборки сердечников магнитопроводов электрических машин, содержащий корпус, на котором установлены транспортный механизм с поворотным столом, имеющим рабочие позиции, накопитель пластин, дозирующий механизм, снабженный пневмоцилиндром для подачи и сжатия пакета пластин, механизм подачи скрепляющих элементов, механизм калибровки отверстий в пакете под скрепляющие элементы с прошивками, механизм центрирования пакета по внутреннему диаметру с центрирующей оправкой, механизм фиксации скрепляющих элементов, механизм ныгрузки готовых пакетов, привод и управляющее.устройство Clj.
Недостатком известного автомата для сборки сердечников магнитопроводов электрических машин является низкая надежность, так как при сборке сердечников магнитопроводов с расширенными технологическими допусками наблюдаются отказы ,в работе автомата из-за жесткой установки прошивок в
механизме калйбровки отверстий и невозможности фиксации скрепляющих элементов при расширенных допусках на их длину.
Цель изобретения - повышение надежности работы автомата для сборки сердечников магнитопроводов при изготовлении сердечников с расширенными технологическими допусками.
10
Поставленная цель достигается тем, что механизм калибровки отверстий в пакете под скрепляющие элементы выполнен в виде пневмоцилиндра с полым поршнем, в отверстии которого уста15новлен подпружиненный толкатель,снабженный диском, установленным на конце толкателя, с отверстиями, в которых расположены прошивки с возможное тью самоустановки относительно калиб20руемых отверстий пакета, механизм фиксации скрепляющих элементов выполнен в виде пневмоцилиндров, соосно расположенных с обеих сторон поворотного стола, на концах поршней пневмо25цилиндров установлены обоймы с пуансонами, расположенными соосно на обеих обоймах, на нижней обойме смонтирована центрирующая оправка, при этом пневмоцилиндры дозирующего меха30низма и механизма калибровки отверстий снабжены пневмопульсаторами, а пневмоцилиндр механизма фиксации скрепляющих элементов снабжен вибратором и пневмопульсатором.
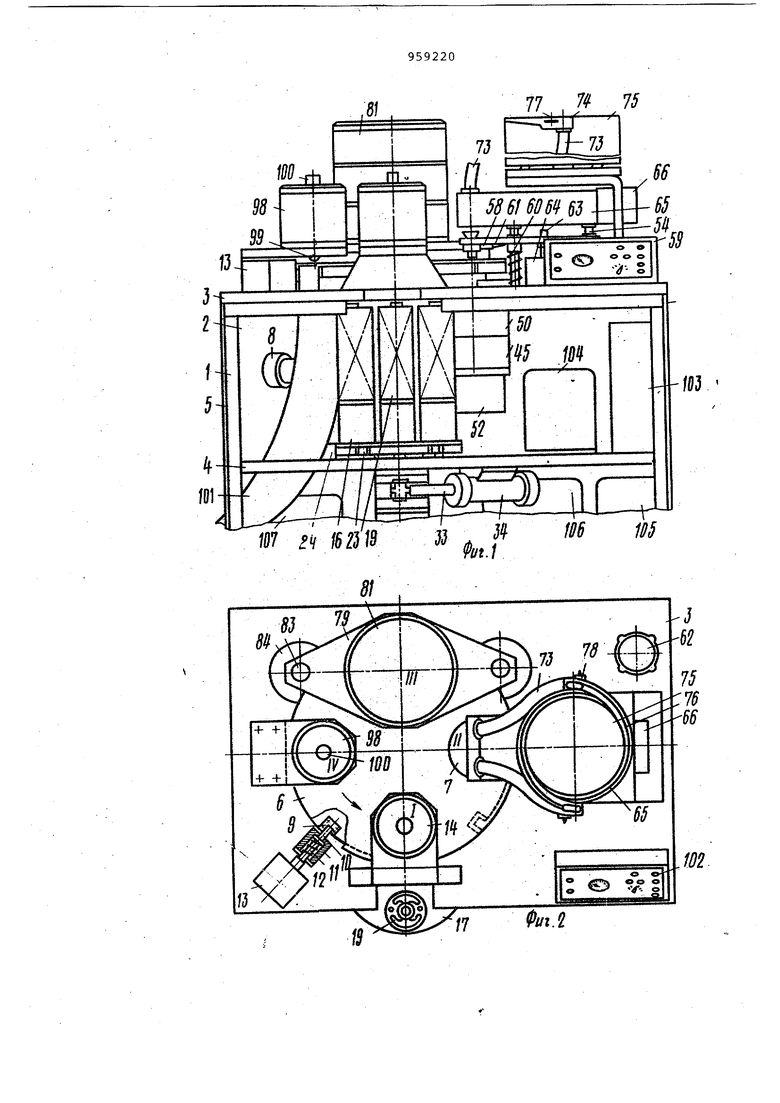
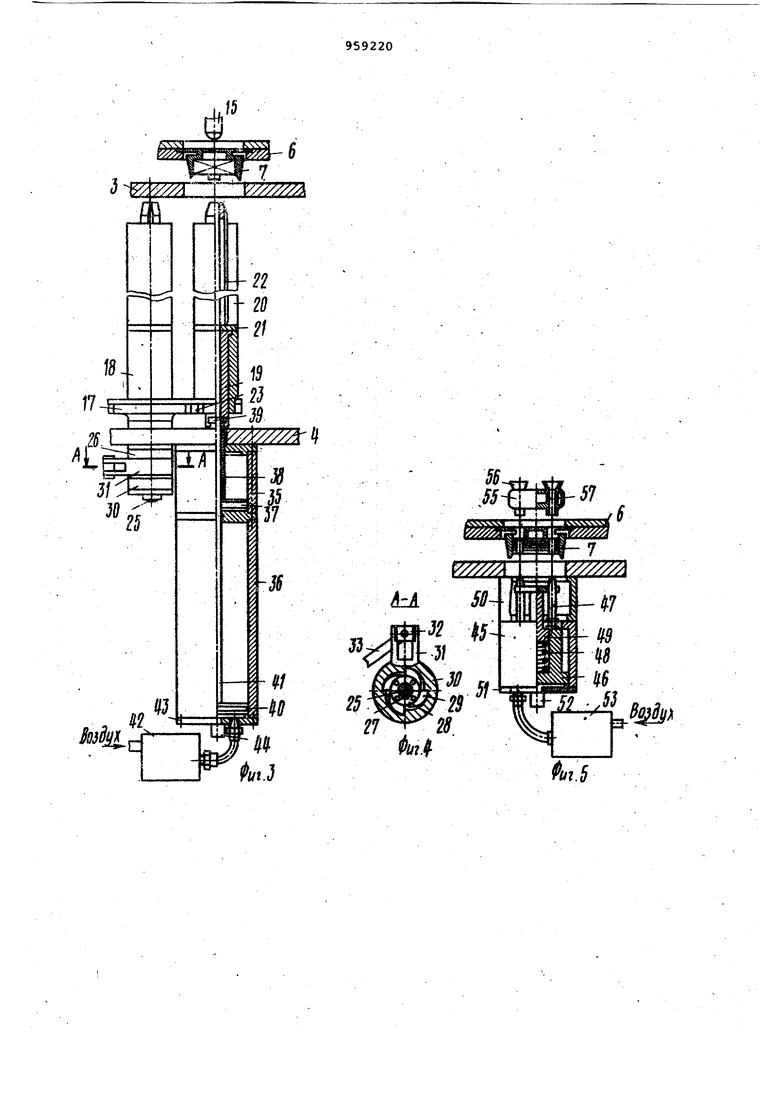
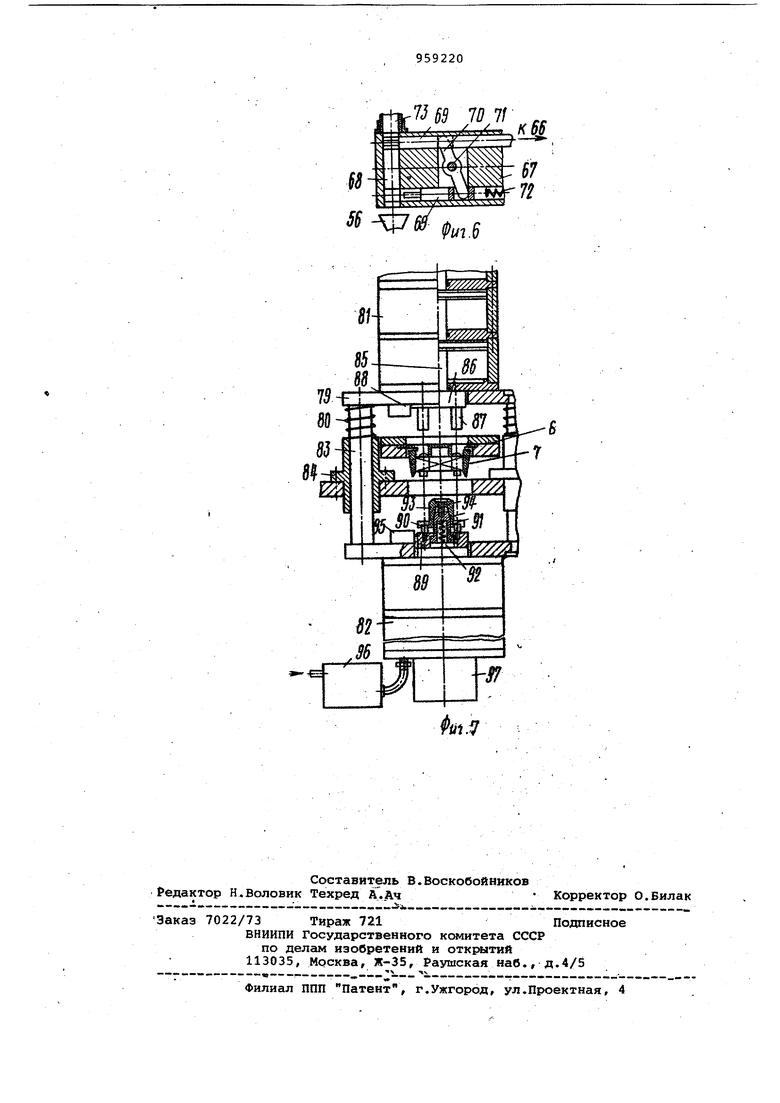
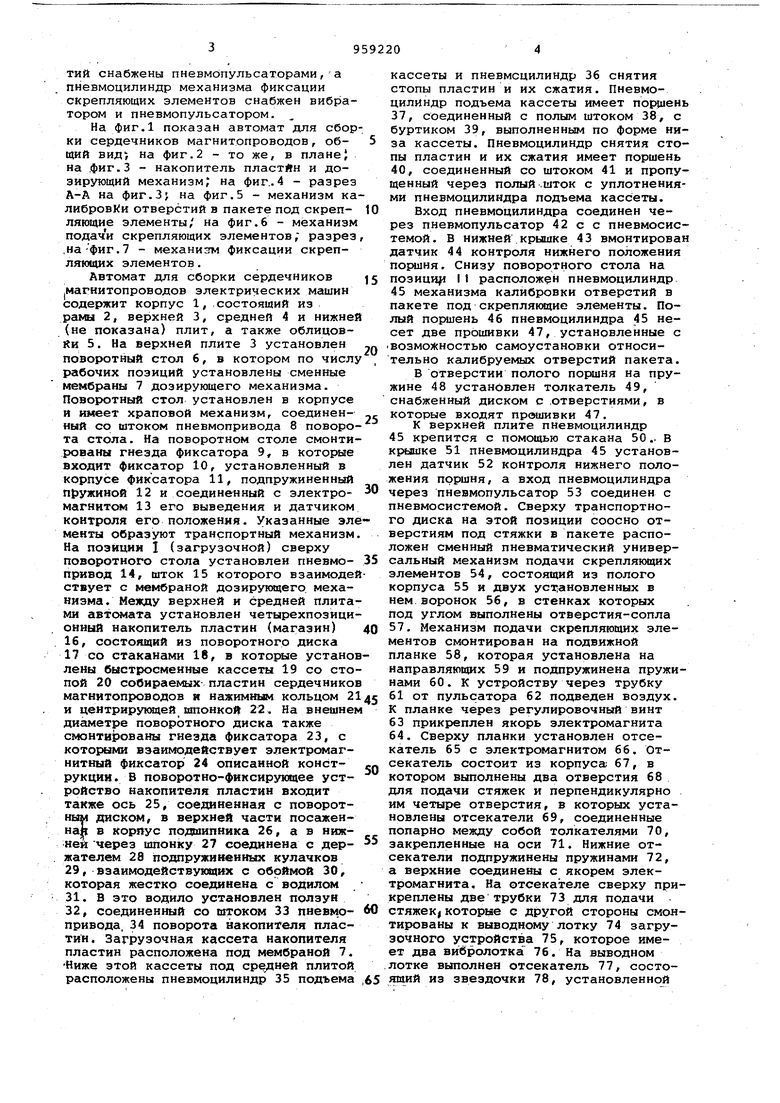
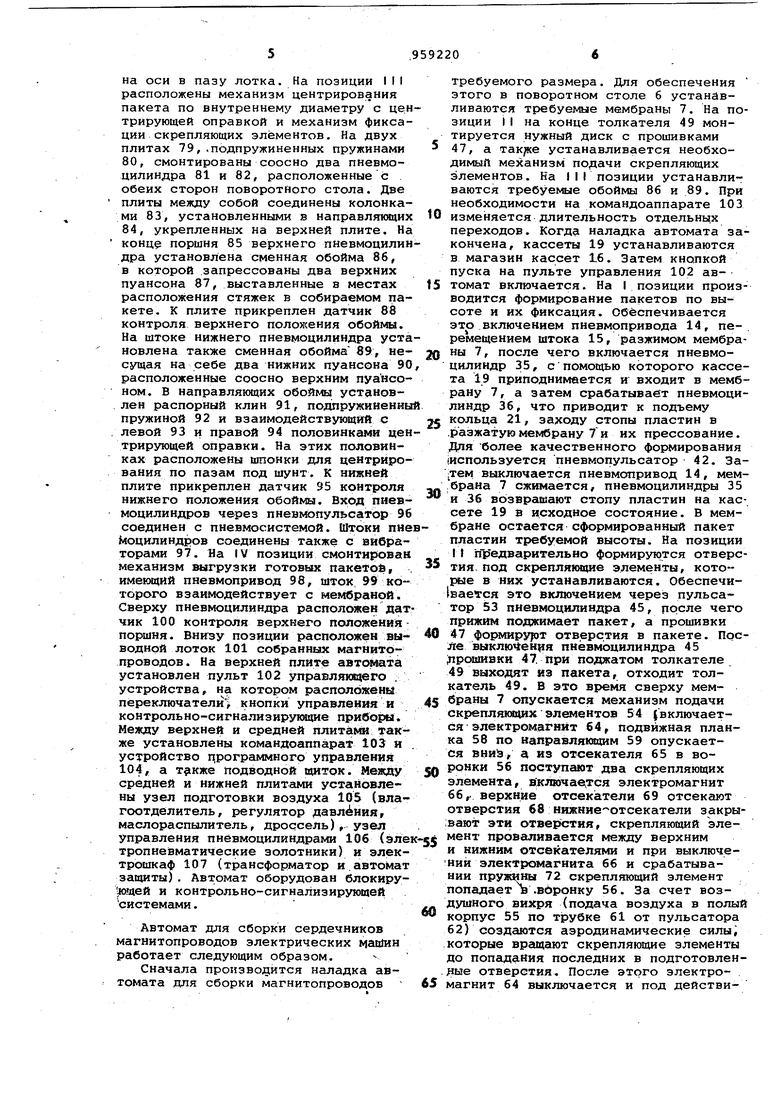
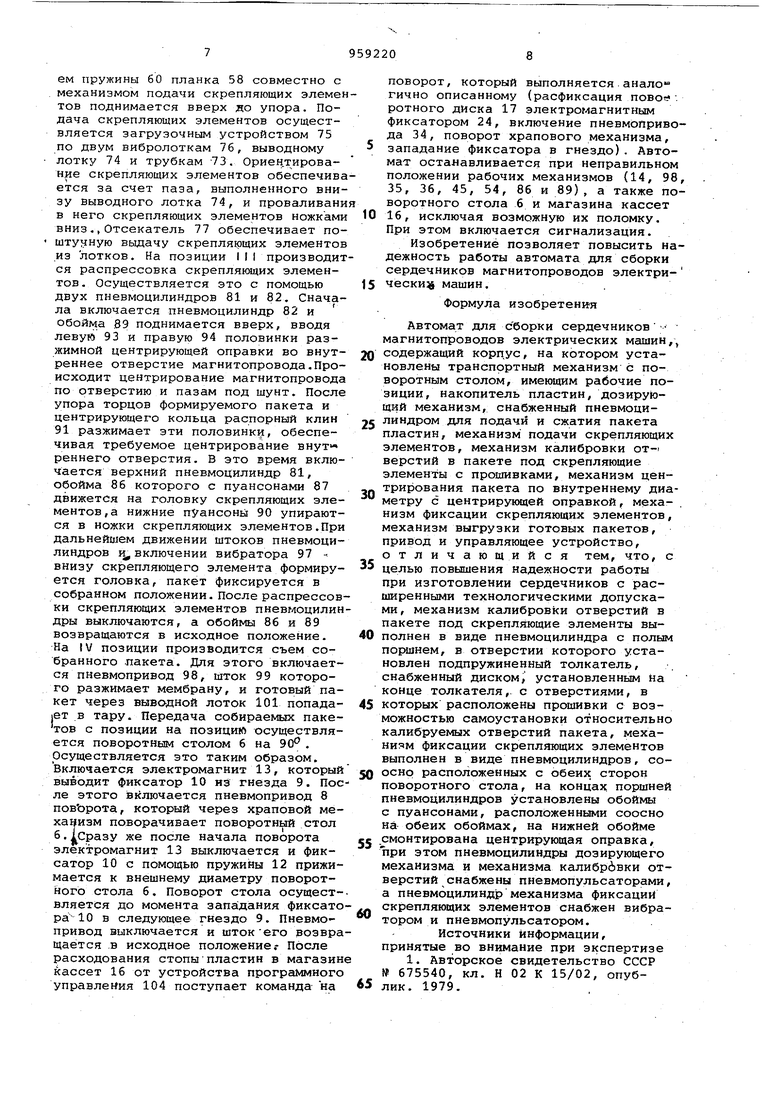
На фиг,1 показан автомат для сборки сердечников магнитопроводов, общий ВИД , на фиг. 2 - то же, в плане) на фиг.З - накопитель пластин и дозирующий механизм; на фиг..4 - разрез А-А на фиг.3 на фиг.5 - механизм калибровКи отверстий в пакете под скрепляющие элементы/ на фиг.6 - механизм подачи скрепляющих элементов; разрез ,на-фиг.7 - механисгм фиксации скрепляющих элементов.
Автомат для сборки сердечников магнитопроводов электрических машин содержит корпус 1, состоящий из рамы 2, верхней 3, средней 4 и нижней (не показана) плит, а также облицовйи 5. На верхней плите 3 установлен поворотный стол б, в котором по числу рабочих позиций установлены сменные мембраны 7 дозирующего механизма. Поворютный стол установлен в корпусе и имеет храповой механизм, соединенный со штоком пневмопривода 8 поворота стола. На поворотном столе смонтированы гн«зда фиксатора 9, в которые входит фиксатор 10, установленный в корпусе фиксатора 11, подпружиненный п| ужиной 12 и соединенный с электромагнитом 13 его выведения и датчиком контроля его положения. Указанные элементы образуют транспортный механизм. На позиции I (загрузочной) сверху поворотного стола установлен пневмопривод 14, шток 15 которого взаимодействует с мембраной дозирующего механизма. Между верхней и средней плитами автомата установлен четырехпозиционный накопитель пластин (магазин) 16, состоящий из поворотного диска 17 со стаканами 18, в которые установлены быстросменные кассеты 19 со стопой 20 собираемых пластин сердечников магнитопроводов и нажимным кольцом 21 и центрирукядей шпонкой 22. На внешнем дисолетре поворотного диска также смонтированы гнезда фиксатора 23, с которыми взаимодействует электромагнитный фиксатор 24 описанной конструкцин. В поворотно-фиксирующее устройство накопителя пластин входит также ось 25, соединенная с поворотным диском, в верхней части посещенHa|i в корпус подшипника 26, а в нижней через шпонку 27 соединена с держателем 28 подпружиненных кулачков 29, взаимодействующих с обоймой 30, которая жестко соединена с водилом
31.В это водило установлен ползун
32,соединенный со штоком 33 пневмопривода. 34 поворота накопителя пластин. Загрузочная кассета накопителя пластин расположена под мембраной 7. Ниже этой кассеты под плитой расположены пневмоцилиндр 35 подъема
кассеты и пневмоцилиндр 36 снятия стопы пластин и их сжатия. Пневмоцилиндр подъема кассеты имеет пор$иен 37, соединенный с полым штоком 38, с буртиком 39, выполненным по форме низа кассеты. Пневмоцилиндр снятия стопы пластин и их сжатия имеет поршень 40, соединенный со штоком 41 и пропущенный через полый .шток с уплотнениями пневмоцилиндра подъема кассеты.
Вход пневмоцилиндра соединен через пневмопульсатор 42 с с пневмосистемой. В нижней крышке 43 вмонтирова датчик 44 контроля нижнего положения поршня. Снизу поворотного стола на noзнnщi It расположен пневмоцилиндр 45 механизма калибровки отверстий в пакете под скреплякяцие элементы. Полый поршень 46 пневмоцилиндра 45 несет две прошивки 47, установленные с возможностью самоустановки относительно калибруемых отверстий пакета.
В отверстии полого пориня на пружине 48 установлен толкатель 49, снабженный диском с .отверстиями, в
которые входят прошивки 47.
К верхней плите пневмоцилиндр 45 крепится с помощью стакана 50.. В крышке 51 пневмоцилиндра 45 установлен датчик 52 контроля нижнего положения поршня, а вход пневмоцилиндра через пневмопульсатор 53 соединен с пневмосистемой. Сверху транспортного диска на этой позиции соосно отверстиям под стяжки в пакете расположен сменный пневматический универсальный механизм подачи скрепляющих элементов 54, состоящий из полого корпуса 55 и двух уст;ановленных в нем воронок 56, в стенках которых под углом выполнены отверстия-сопла 57. Механизм подачи скрепляющих элементов смонтирован на подвижной планке 58, которая установлена на направляющих 59 и подпружинена пружинами 60. к устройству через трубку 61 от пульсатора 62 подведен воздух. К планке через регулировочный винт 63 прикреплен якорь электромагнита 64. Сверху планки установлен отсекатель 65 с электромагнитом 66. Отсекатель состоит из корпуса 67, в котором выполнены два отверстия 68 для подачи стяжек и перпендикулярно им четыре отверстия, в которых установлены отсекатели 69, соединенные попарно между собой толкателями 70, закрепленные на оси 71. Нижние отсекатели подпружинены пружинами 72, а верхние соединены с якорем электромагнита. На отсекателе сверху прикреплены две трубки 73 для подачи стяжек которые с другой стороны смонтированы к выводному лотку 74 загрузочного устройства 75, которое имеет два вибролотка 76. На выводном лотке выполнен отсекатель 77, состоящий из звездочки 78, установленной на оси в пазу лотка. На позиции III расположены механизм центрирования пакета по внутреннему диаметру с цен трирующей оправкой и механизм фиксации скрепляющих элементов. На двух плитах 79,.подпружиненных пружинами 80, смонтированы соосно два пневмоцилиндра 81 и 82, расположенные с обеих сторон поворотного стола. Две плиты между собой соединены колонками 83, установленными в направляющих 84, укрепленных на верхней плите. На концэ поршня 85 верхнего пневмоцилин дра установлена сменная обойма 86, в которой запрессованы два верхних пуансона 87, выставленные в местах расположения стяжек в собираемом пакете . К плите прикреплен датчик 88 контроля верхнего положения обоймы. На штоке нижнего пневмоцилиндра уста новлена также сменная обойма 89, несущая на себе два нижних пуансона 90 расположенные соосно верхним пуансоном. В направляющих обоймы установлен распорный клин 91, подпружиненны пружиной 92 и взаимодействующий с левой 93 и правой 94 половинками цен трирующей оправки. На этих половинках расположены шпонки для центрирования по пазам под шунт. К нижней плите прикреплен датчик 95 контроля нижнего положения обоймы. Вход пневмоцилиняров через пнеамопульсатор 96 соединен с пневмосистемой. Штоки пне Модялиндров соединены также с вибраторами 97. На IV позиции смонтирован механизм выгрузки готовых пакетов, имекяцйй пневмопривод 98, шток 99 ко торого взаи юдействует с мембраной. Сверху пневмоцилиндра расположен дат чик 100 контроля верхнего положения: поршня. Внкзу позиции расположен выводной лоток 101 собранных магнитопроводов. На верхней плите автомата установлен пульт 102 управлякя:|его устройства, на котором расположены переключатели кнопки управления и контрольно-сигнализирукнцие приборы. Между верхней и средней плитаьлк также установлены командоаппарат 103 я устройство программного управления 104, а тэкже Подводной щиток. Между средней и нижней плитами установлены узел подготовки воздуха 105 (влагоотделитель, регулятор давления, маслораспылитель, дроссель), узел управления пневмоцилйндрами 106 (эле тропневматические золотники) и электрошкаф 107 (трансформатор и.автомат защиты). Автомат оборудован блокируледей и контрольно-сигнализирующей системами. Автомат для сборки сердечников магнитопроводов электрических машин работает следующим образом. Сначала произво;дится наладка автомата для сборки магнитопроводов требуемого размера. Для обеспечения этого в поворотном столе 6 устанйвливаются требуемые мембраны 7. На позиции I I на конце толкателя 49 монтируется нужный диск с прошивками 47, а устанавливается необходимый механизм подачи скрепляющих элементов. На III позиции устанавливаются требуемые обоймы 86 и 89. При необходимости на командоаппарате 103 изменяется длительность отдельных переходов. Когда наладка автомата закончена, кассеты 19 устанавливаются в магазин кассет 16. Затем кнопкой пуска на пульте управления 102 автомат включается. На I позиции производится формирование пакетов по высоте и их фиксация. Обеспечивается это включением пневмопривода 14, перемещением штока 15, разжимом мембраны 7, после чего включается пневмоцилиндр 35, с помощью которого кассета 19 приподнимается и входит в мембрану 7, а затем срабатывает пневмоцилиндр 36, что приводит к подъему кольца 21, заходу стопы пластин в .разжатуюмембрану 7 и их прессование. Для более качественного формирования (используется пневмопульсатор 42. За;тем выключается пневмопривод 14, мембрана 7 сжимается, пневмоцилиндры 35 и 36 возвращают стопу пластин на кассете 19 в исходное состояние. В мембране остается сформированный пакет пластин требуемой высоты. На позиции I t пУедварительно формируются отверстия, под скрепляющие элементы, которые в них устанавливаются. Обеспечи1ваечгся &то включением через пульсатор 53 пневмоцилиндра 45, после чего прижим поджимает пакет, а прошивки 47 фо1 вдрур)Т отверстия в пакете. Посjte выклю4ен|1я пневмоцилиндра 45 ;прошивки 47. при поджатом толкателе 49 выходят из пакета, отходит толкатель 49. В это время сверху мембраны 7 опускается механизм подачи скрепляющих элементов 54 (включается электромагнит 64, подвижная планка 58 по направлякицим 59 опускается вни, а из отсекателя 65 в воронки 56 поступают два скрепляющих элемента, в слючае тся электромагнит 66,. верхние отсекатели 69 отсекают отверстия 68 нижние- отсекатели закры:вают эти отверстия, скрепляющий элемент проваливается между верхним и нижним отсекателями и при выключеНИИ электромагнита 66 и срабатывании пруявша 72 скрепляющий элемент попадает в .вЬронку 56. За счет воздушного вихря (подача воздуха в полый корпус 55 по т рубке 61 от пульсатора 62) создаются аэродинамические силы; которые вргицают скрепляющие элементы до попадания последних в подготовлендае отверстия. После этого электромагнит 64 выключается и под действием пружины 60 планка 58 совместно с механизмом подачи скрепляющих элемен тов поднимается вверх до упора. Подача скрепляющих элементов осуществляется загрузочным устройством 75 по двум вибролоткам 76, выводному лотку 74 и трубкам -73. Ориен.тирование скрепляющих элементов обеспечива ется за счет паза, выполненного внизу выводного лотка 74, и проваливани в него скрепляющих элементов ножками вниз.,Отсекатель 77 обеспечивает поштy Iнyю выдачу скрепляющих элементов из лотков. На позиции III производит ся распрессовка скреплякядих элементов. Осуществляется это с помощью двух пневмоцилиндров 81 и 82. Сначала включается пневмоцилиндр 82 и обойма 89 поднимается вверх, вводя леву 93 и правую 94 половинки разжимной центрирующей оправки во внутреннее отверстие магнитопровода.Происходит центрирование магнитопровода по отверстию и пазам под шунт. После упора торцов формируемого пакета и центрирующего кольца распорный клин 91 разжимает эти половинки, обеспечивая требуемое центрирование внут« реннего отверстия. В это время включается верхний пневмоцилиндр 81, обойма 86 которого с пуансонами 87 движется на головку скрепляющих элементов,а нижние пуансонй 90 упираются в ножки скрепляющих элементов.При дальнейшем движении штоков пневмоцилиндров и, включении вибратора 97 - внизу скрепляющего элемента формируется головка, пакет фиксируется в собранном положении. После распрессов ки скрепляющих элементов пневмоцилин дры выключаются, а обоймы 86 и 89 возвращаются в исходное положение. На IV позиции производится съем собранного .пакета. Для этого включается пневмопривод 98, шток 99 которого разжимает мембрану, и готовый пакет через выводной лоток 101 попадаjST в тару. Передача собираемых пакетов с позиции на позиций осуществляется поворотным столом 6 на 90. Осуществляется это таким образом. Включается электромагнит 13, который выводит фиксатор 10 из гнезда 9. Пос ле этого включается пневмопривод 8 повЪрота, который через храповой механизм поворачивает поворотный стол б. же после начала поворота электромагнит 13 выключается и фиксатор 10 с помощью пружины 12 прижимается к внешнему диаметру поворотного стола б. Поворот стола осуществляется до момента западания фиксато ра 10 в следующее гнездо 9. Пневмопривод выключается и штокего возвра щается .в исходное положение,- После расходования стопы пластин в магазин кассет 16 от устройства программного управления 104 поступает команда на поворот, который выполняется анало гично описанному (расфиксация . ротного диска 17 электромагнитным фиксатором 24, включение пневмопривода 34, поворот храпового механизма, западание фиксатора в гнездо). Автомат останавливается при неправильном положении рабочих механизмов (14, 98, 35, 36, 45, 54, 86 и 89), а также поворотного стола 6 и магазина кассет 16, исключая возможную их поломку. При этом включается сигнализация. Изобретение позволяет повысить надежность работы автомата для сборки сердечников магнитопроводов электрически машин.. Формула изобретения Автомат для сборки сердечников магнитопроводов электрических машин,, содержащий кордус, на котором установлены транспортный механизм с поворотным столом, имеющим рабочие позиции, накопитель пластин, дозирующий механизм, снабженный пневмоцилиндром для подачи и сжатия пакета пластин, механизм подачи скрепляющих элементов, механизм калибровки OT-I верстий в пакете под скрепляющие элементы с прошивками, механизм центрирования пакета по внутреннему диаметру с центрирующей оправкой, меха- . низм фиксации скрепляющих элементов, механизм выгрузки готовых пакетов, привод и управляющее устройство, отличающийся тем, что, с целью повышения надежности работы при изготовлении сердечников с расширенными технологическими допусками, механизм калибровки отверстий в пакете под скрепляющие элементы выполнен в виде пневмоцилиндра с полым поршнем, в отверстии которого установлен подпружиненный толкатель, снабженный диском, установленным На конце толкателя, с отверстиями, в которых расположены прошивки с возможностью самоустановки относительно калибруемых отверстий пакета, механиям фиксации скрепляющих элементов выполнен в виде пневмоцилиндров, сооснр расположенных с обеих сторон поворотного стола, на концах поршней пневмоцилиндров установлены обоймы с пуансонами, расположенными соосно на обеих обоймах, на нижней обойме смонтирована центрирующая оправка, при этом пневмоцилиндры дозирующего механизма и механизма калибрбвки отверстий снабжены пневмопульсаторами, а пневмоцилиндр механизма фиксаций скрепляющих элементов снабжен вибратором и пневмопульсатором. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 675540, кл. Н 02 К 15/02, опублик. 1979. Г PV / .« 77 , 74 75 58 6160 6П -J-0 ..f // //
S
У/////Л
50 W
5fJ
L%
| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат для сборки пластинчатых магнитопроводов электрических машин | 1981 |
|
SU991553A1 |
| Устройство для групповой установки скрепляющих элементов в пакет магнитопровода | 1990 |
|
SU1721728A1 |
| Автоматическая роторная линия для сборки радиочастотных соединителей | 1978 |
|
SU785924A1 |
| Автомат для сборки сердечников магнитопроводов электрических машин | 1976 |
|
SU660156A1 |
| Автомат для сборки пакетов магнитопроводов электрических машин | 1988 |
|
SU1534645A1 |
| Автомат для сборки пакетов магнитопроводов электрических машин | 1980 |
|
SU930509A1 |
| Автомат для сборки пакетов магнитопроводов электрических машин с валом | 1979 |
|
SU864442A1 |
| Устройство для сборки сердечников роторов электрических машин | 1987 |
|
SU1557637A1 |
| Автомат для сборки пакетов магнитопроводов электрических машин | 1976 |
|
SU675540A1 |
| Сборочный автомат | 1977 |
|
SU707754A1 |