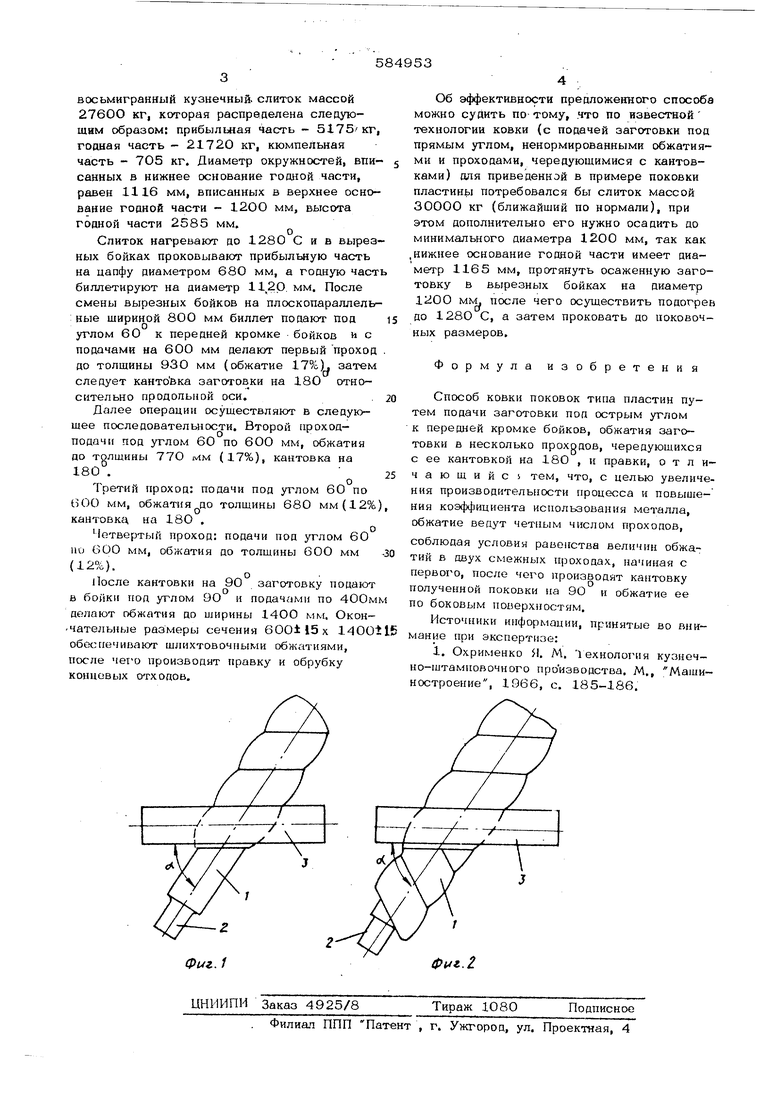
(54) СПОСОБ КОВКИ ПОКОВОК ТИПА ПЛАСТИН всх;ьмигранный кузнечный- слиток массой 2760О кг, которая распределена следующим образом: прибыльная часть - 5175кг годная часть - 21720 кг, кюмпельная часть - 705 кг. Диаметр окружностей, вписанных в нижнее основание годной части, равен 1116 мм, вписанных в верхнее основание годной части - 12ОО мм, высота годной части 2585 мм. Слиток нагревают до 1280 Сна вырез ных бойках проковывают прибыльную часть на цапфу диаметром 68О мм, а годную част биллетируют на диаметр 11.20 мм. После смены вырезных бойков на плоскопараллель ные шириной 800 мм биллет подают под углом 60 к передней кромке бойков и с подачами на 600 мм делают первый проход до толщины 93О мм (обжатие 17%), затем следует кантовка заготов ки на 180 относительно продольной оси. Далее операции осуществляют в следующее последовательности. Второй проходподачи под утлом 60 по 6ОО мм, обжатия до толщины 77О мм (17%), кантовка на 180 . Третий проход: подачи под утлом t5OO мм, обжатия до толщины 680 мм (12% кантовкд на 180 . Четвертый проход: подачи под утлом 60 но 600 мм, обжатия до толщины 60О мм (12%). 11осле кантовки на 90 заготовку подают в бойк под утлом 9О и подачами по 400м делают обжатия до ширины 14ОО мм. ОконЧательные размеры сечения 600i 15 х 140O обеспечивают щлихтовочными обжатиями, после чего производят правку и обрубку концовых отходов. Об эффективности предложенного способа можно судить по тому, .что по известной технологии ковки (с подачей заготовки под прямым утлом, ненормированными обжатиями и проходами, чередующимися с кантовками) для приведенной в примере поковки пластины потребовался бы слиток массой 30000 кг (ближайший по нормали), при этом дополнительно его нужно осадить до минимального диаметра 1200 мм, так как нижнее основание годной части имеет диаметр 1165 мм, протянуть осаженную заготовку в вырезных бойках на диаметр 1200 мм, после чего осуществить подогрев до 128О С, а затем проковать до поковочных размеров. Формула изобретения Способ ковки паковок типа пластин путем подачи заготовки под острым утлом к передней кромке бойков, обжатия заготовки в несколько проходов, чередующихся с ее кантовкой на 18О , и правки, о т л ич а ю щ и и с 1 тем, что, с целью увеличения производительности процесса и повышения коэффициента использования металла, обжатие ведут четным числом проходов, соблюдая условия равенства величин обжатий в двух смежных проходах, начиная с первого, после чего производят кантовку полученной поковки на 90 и обжатие ее по боковым поверхностям. Источники информации, принятые во внимание при экспертизе: 1. Охрименко Я. М. 1ехнология кузнечно-щтамповочного производства. М., Машиностроение, 1966, с. 185-186.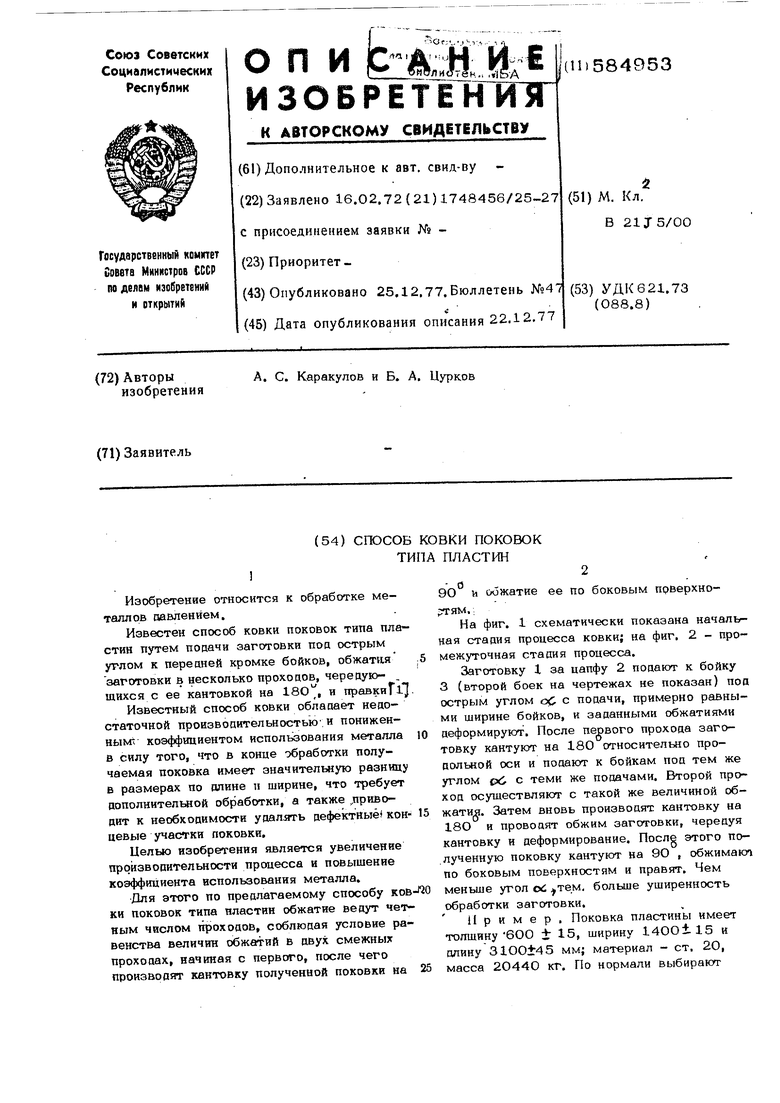
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ КОВКИ СЛИТКОВ В ЧЕТЫРЕХБОЙКОВОМ КОВОЧНОМ УСТРОЙСТВЕ | 2008 |
|
RU2394663C1 |
| Способ ковки крупных слитков | 1984 |
|
SU1323191A1 |
| Способ ковки цилиндрических поковок | 1985 |
|
SU1291265A1 |
| СПОСОБ КОВКИ КУЗНЕЧНЫХ СЛИТКОВ | 1992 |
|
RU2006327C1 |
| Способ изготовления пластин ковкой | 1984 |
|
SU1234024A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВОК И КОВОЧНЫЙ КОМПЛЕКС ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2005 |
|
RU2288065C2 |
| СПОСОБ КОВКИ СЛИТКОВ В ЧЕТЫРЕХБОЙКОВОМ КОВОЧНОМ УСТРОЙСТВЕ | 2005 |
|
RU2288803C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВКИ ИЗ СЛИТКА | 2008 |
|
RU2392084C1 |
| Способ ковки слитка | 1985 |
|
SU1311826A1 |
| Способ изготовления валов | 1983 |
|
SU1207604A1 |
