113
Изобретение относится к обработке металлов давлением, а именно к способам свободной ковки на прессах и молотах.
Цель изобретения - повышение качества пластической обработки металла и производительности процесса.
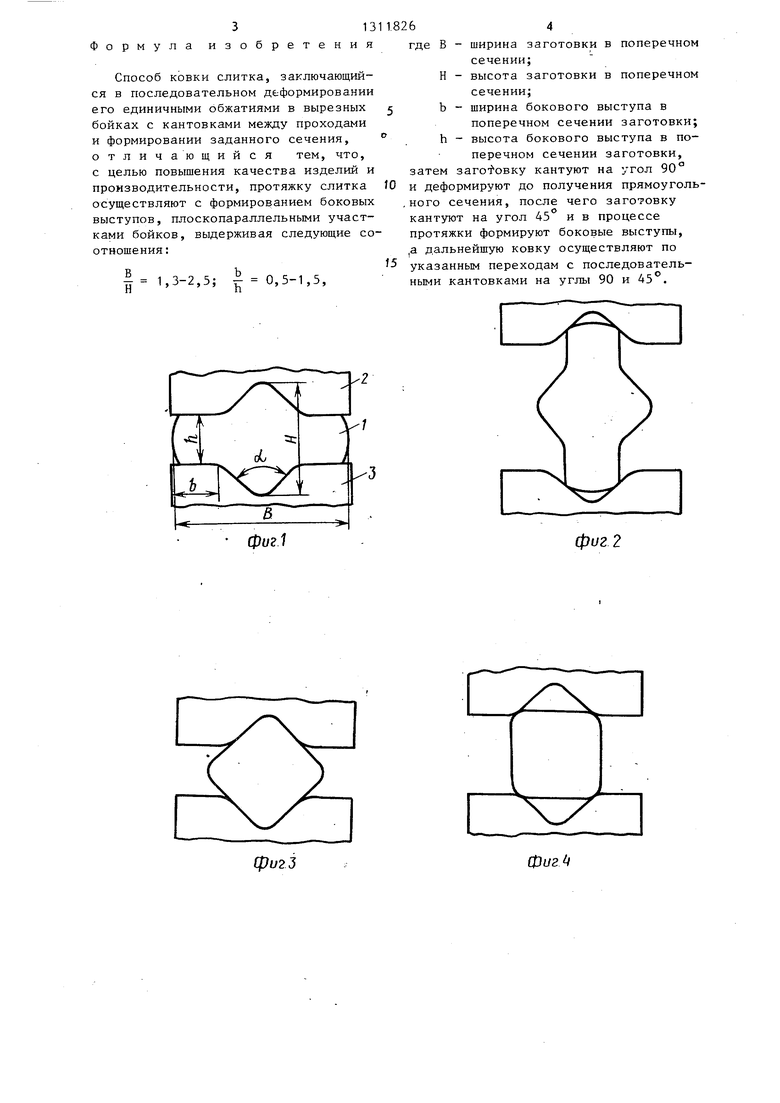
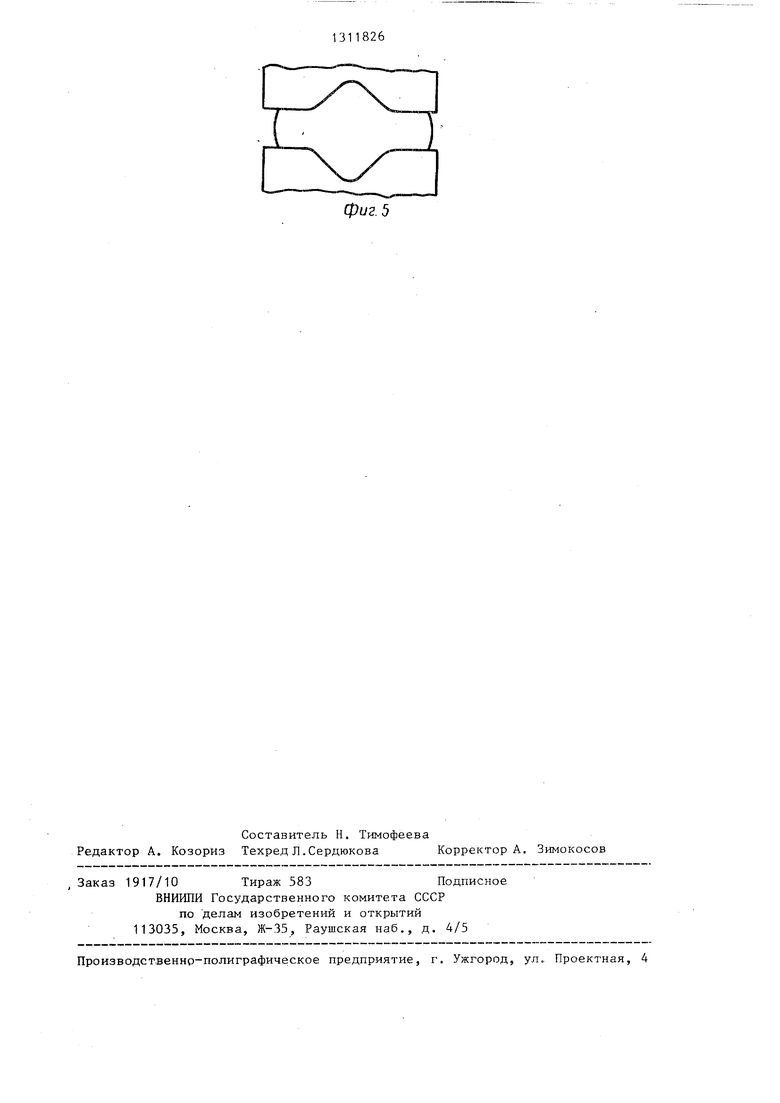
На фиг. 1-5 изображена схема процесса по переходам (на фиг. 1, 3 и 5 - профиль сечения заготовки после соответствующего перехода протяжки; на фиг. 2 и 4 - то же, перед соответствующим переходом протяжки).
Способ заключается в следующем.
Заготовку 1 деформируют единичными обжатиями между верхним 2 и ниж- ним 3 вырезными бойками с кантовка- ми между проходами и формируют боковые выступы, вьщерживая соотношения
TJ
- 1 Ч-7 S - I , J) Z ,3 ,
0,5-1,5,
где В - ширина заготовки в поперечном сечении; Н - высота заготовки в поперечном
сечении;
b - ширина бокового выступа в поперечном сечении заготовки; h - высота бокового выступа в поперечном сечении заготовки. После этого заготовку кантуют на угол 90° и деформируют до получения прямоугольного сечения, после чего заготовку кантуют на угол 45 ив процессе протяжки вновь формируют боковые выступы.
Дальнейшую ковку осуществляют по указанным переходам с последовательными кантовками на углы 90 и .
П р и м е р. Осуществляют ковку слитка из жаропрочного сплава ХН55МБЮ-ВД. Исходная заготовка: круглый слиток диаметром 500 мм и массой 1700 кг. Поковка: прутик диаметром 200 мм по 2 шт. из слитка. Оборудование: пресс ковочный усилием 60 МН, манипулятор, шаржир-машина. Температурный интервал ковки 1200-900 0.
Последовательность операций: ковка цапфы диаметром 180 мм и длиной 350 мм из прибыльной части слитка в вырезных бойках (угол развала ПО, диаметр выреза 200 мм) с обжатием до 50 мм и кантованием на угол 90° после каждого обжатия; подогрев слитка; ковка в вырезных бойках (угол развела ЮО, диаметр выреза 250 мм) с обжатиями 50 мм до .формирования боко62
вых выступов (т7 -г- 0,75), Нп
кантование на 90, ковка до образования прямоугольного сечения (размер сечения 420 х 420 мм), кантование на 45°, ковка до формирования боковых
R1
выступов (тт 1,6; т- 0,8), кантова- п п
ние на 90, ковка до образования пря- моугольного.сечения (размзр сечения 360x360 мм); подогрев заготовки; ковка в вырезных бойках (угол развала 100°, диаметр выреза 200 мм) до формирования боковых выступов
в b
(- 2,1; т- 1,1), кантование на п п
90, ковка до образования прямоугольного сечения (размер сечения 290 х X290 мм), кантование на 45 , ковка до формирования боковых выступов
R1
(- 1,65; т- 0,8), кантование на Нп
90 , ковка до образования прямоуголь
ного сечения (размер сечения 240 х X240 мм); подогрев заготовки; ковка в вырезных бойках (угол развала 100°, диаметр выреза 200 мм) до формирования боковых выступов (77 2, 0; т-
п п
1,1), кантование на 90 , ковка до образования прямоугольного сечения (размер сечения 210x210 мм), кантование на 45, ковка на диаметр 200 мм с кантованием заготовки на 90 после каждого прохода, рубка заготовки; охлаждение после ковки на воздухе.
Относительная подача на всем про- тяжении ковки выдерживается в пределах 0,5 - 1, где L - величина подачи, а - размер сечения в направлении приложения усилия, и осуществляется со смещением границ обжатий после каждого прохода.
Кантование производится после обжатия заготовки по всей ее длине.
Предложенный способ ковки позволяет значительно улучшите качество пластической обработки металла и увеличить производительность процесса по сравнению с базовым за счет исключения из технологического цикла предварительной осадки слитка, которая применяется для получения поковок с требуемым по техническим условиям качеством металла.
ормула
и
3 зоб
13
р е т е н и я
Способ ковки слитка, заключающийся в последовательном деформировании его единичными обжатиями в вырезных бойках с кантовками между проходами и формировании заданного сечения, отличающийся тем, что, с целью повышения качества изделий и производительности, протяжку слитка осуществляют с формированием боковых выступов, плоскопараллельными участками бойков, выдерживая следующие соотношения:
I 1,3-2,5; 0,5-1,5,
131 1.826
где В - ширина заготовки в поперечном
сечении; Н - высота заготовки в поперечном
сечении; b - ширина бокового выступа в
поперечном сечении заготовки; h - высота бокового выступа в поперечном сечении заготовки, затем заголовку кантуют на угол 90° и деформируют до получения прямоуголь- ,ного сечения, после чего заготовку кантуют на угол 45 ив процессе протяжки формируют боковые выступы, ,а дальнейшую ковку осуществляют по указанным переходам с последовательными кантовками на углы 90 и 45 .
фиг 2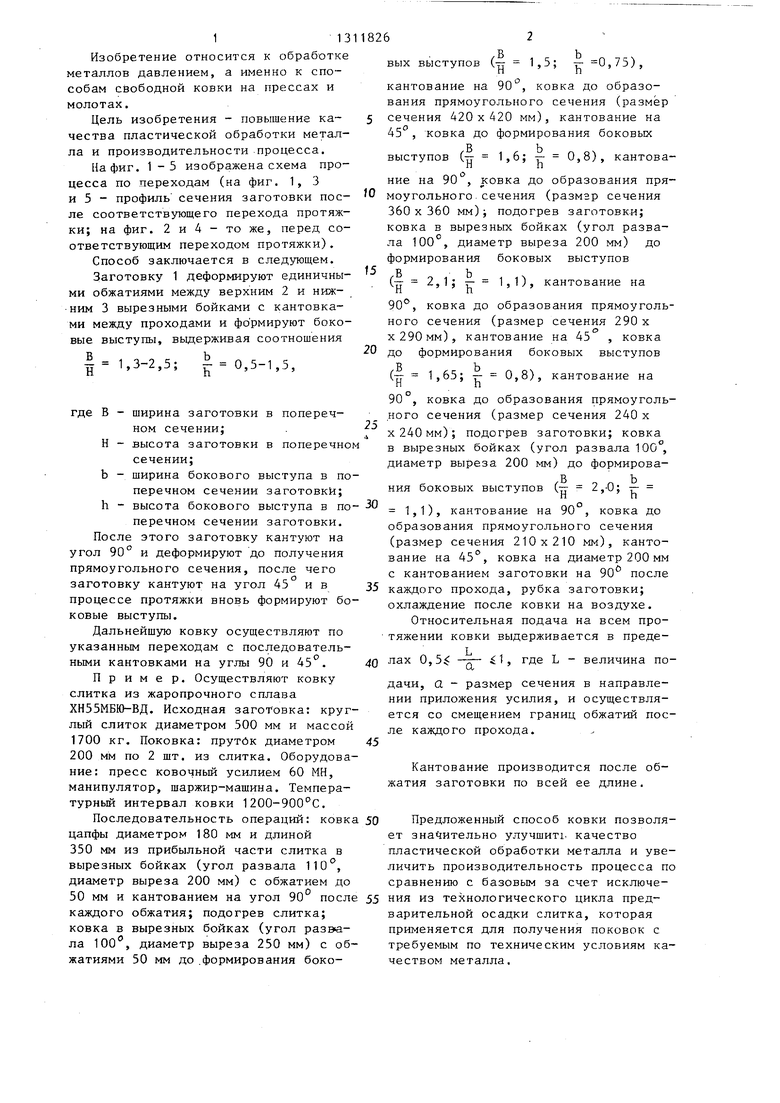
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ ковки поковок | 1988 |
|
SU1655643A1 |
| Способ ковки крупных слитков | 1984 |
|
SU1323191A1 |
| СПОСОБ КОВКИ СЛИТКОВ В ЧЕТЫРЕХБОЙКОВОМ КОВОЧНОМ УСТРОЙСТВЕ | 2005 |
|
RU2288803C1 |
| Способ ковки цилиндрических поковок | 1985 |
|
SU1291265A1 |
| Способ ковки слитка | 1975 |
|
SU582879A1 |
| Способ ковки плит | 1984 |
|
SU1247145A1 |
| Способ ковки заготовок | 1976 |
|
SU590058A1 |
| СПОСОБ КОВКИ КРУПНЫХ КУЗНЕЧНЫХ СЛИТКОВ | 1992 |
|
RU2009753C1 |
| Способ ковки заготовок | 1981 |
|
SU1161219A1 |
| Способ ковки слитков и устройство для его осуществления | 1985 |
|
SU1303238A1 |
Изобретение относится к способам свободной ковки в вырезных бойках на прессах и молотах. Цель изобретения - повышение качества пластической обработки металла и производительности процесса. Способ ковки заключается в последовательном деформировании слитка единичными обжаношения: - 1,3-2,5i т- 0,5-1,5, тиями в вырезных бойках с кантовками между проходами. Ковку осуществляют с формированием боковых выступов, выдерживая при этом следующие соот1 - 1 -3-7 S Н - h где В - ширина заготовки в поперечном сечении; Н - высота заготовки в поперечном сечении; b - ширина бокового выступа в поперечном сечении заготовки; h - высота бокового выступа в поперечном сечении заготовки. Затем заготовку кантуют на угол 90° и деформируют до получения прямоугольного сечения. После этого полученную заготовку кантуют на угол 45°, и в процессе протяжки формируют боковые выступы, а затем дальнейшую ковку осуществляют по указанным переходам с последовательными кантовками на углы 90 и 45°. 5 ил. | (Л оо to О5
rs
:7
СригЗ
фuгf
фиг 5
| СПОСОБ КОВКИ ЗАГОТОВКИ | 0 |
|
SU359087A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
