(54) ШТАМПОВЫЙ ПАКЕТ
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для холодной листовой штамповки | 1987 |
|
SU1489898A1 |
| ЛИСТОШТАМПОВОЧНЫЙ ПРЕСС-АВТОМАТ | 2006 |
|
RU2341372C2 |
| Штамп для изотермического обратного выдавливания полой поковки | 2021 |
|
RU2765551C1 |
| УСТРОЙСТВО ДЛЯ КРЕПЛЕНИЯ ИНСТРУМЕНТА | 1973 |
|
SU407621A1 |
| Блок штампов для обработки листового материала | 1978 |
|
SU910287A1 |
| Комбинированный штамп | 1977 |
|
SU657899A1 |
| ШТАМПОВОЧНЫЙ БЛОК С КОМПЛЕКТОМ ШТАМПОВ СО СМЕННЫМИ ПАКЕТАМИ "ВИКОСТ" | 2002 |
|
RU2242353C2 |
| Компенсатор неравномерности нагружения штампа | 1989 |
|
SU1710350A1 |
| Автоматизированный комплекс для штамповки деталей | 1987 |
|
SU1581436A1 |
| Блок штампа со сменным пакетом для обработки листового материала | 1978 |
|
SU682306A1 |
1
Изобретение отнсюится к обработке металлов давлением, в частности к технологической оснастке оля горячей штамповки, и может быгь использовано в машиностроени
Известен штамповый пакет соцержащий верхнюю и нижнюю плиты, связанные напраляющими колонками и обхватывающими их втулкамиИ,
В известном штамповом пакете вазор
между колонками и втулками зависит от: неперпенцикулярности колонок относительно опорной плоскости нижней плиты; непараллельноности колонок: кеперпенаикуяярности оси втулок относительно опорной поверхноCTR верхней плиты и их вепараллельН(7сти; разности температуры нагрева пл«п и колонок, а также от допуска на межцентровое расстояние между отверстиями пои колонки и втулки. В резулотатё всего этого расчетный суммарный зазор между колонками и втулками должен быть достаточно большим, что существенно снижает точность штамповки. Зазор межау колонками и втулками меньше расчетного, как правило
приводит к задирам на их трущихся поверхностях и заклиниванию штампа.
Для предотвращения заклинивания и задиров колонок и втулок и повышения точности штамповки в предлагаемом -штамповом пакете, содержащем верхнюю и нижнюю плиты, связанные направляющими колонками i обхватывающими их втулками, отверстие йдной втулки выполнено концентрично, а отверстия всех остальных-втулокВыполнены эксцентрично относительно их внешних поверхностей.
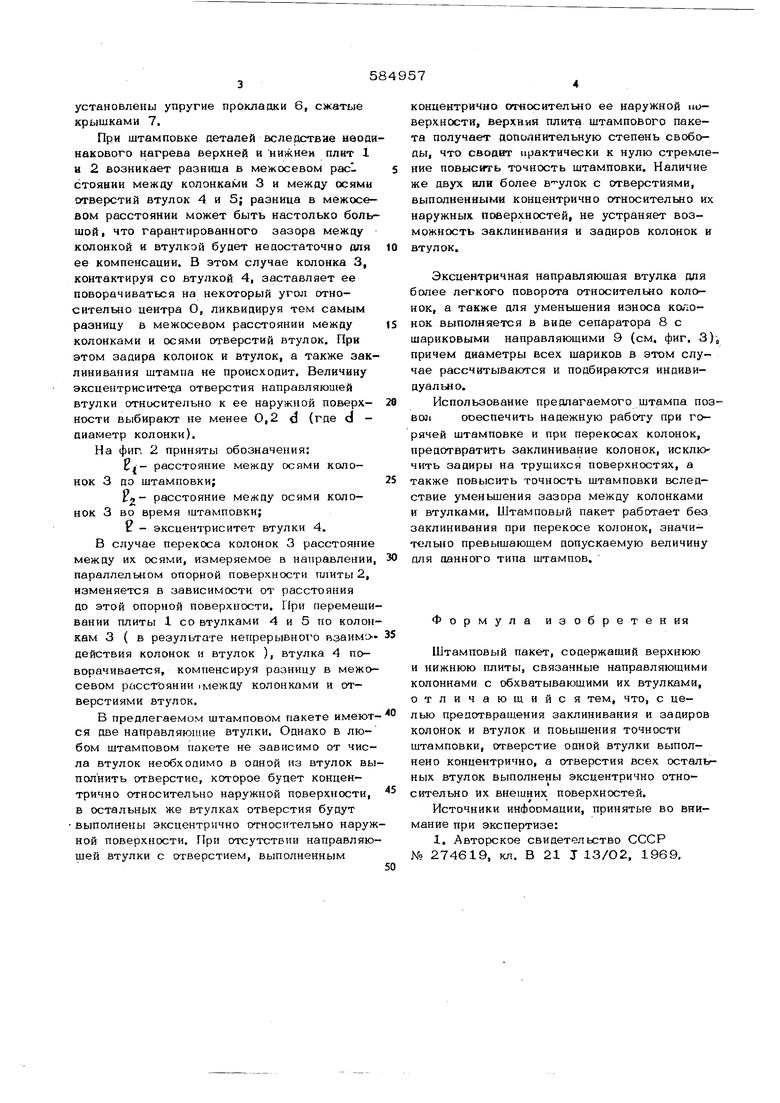
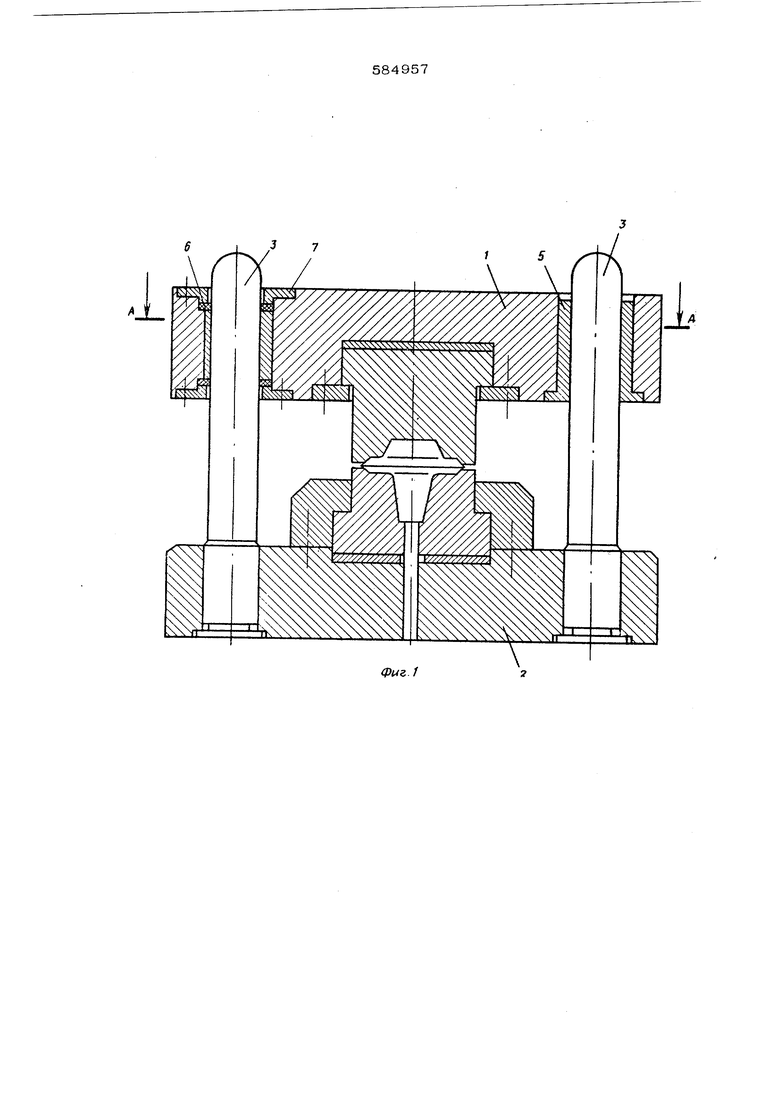
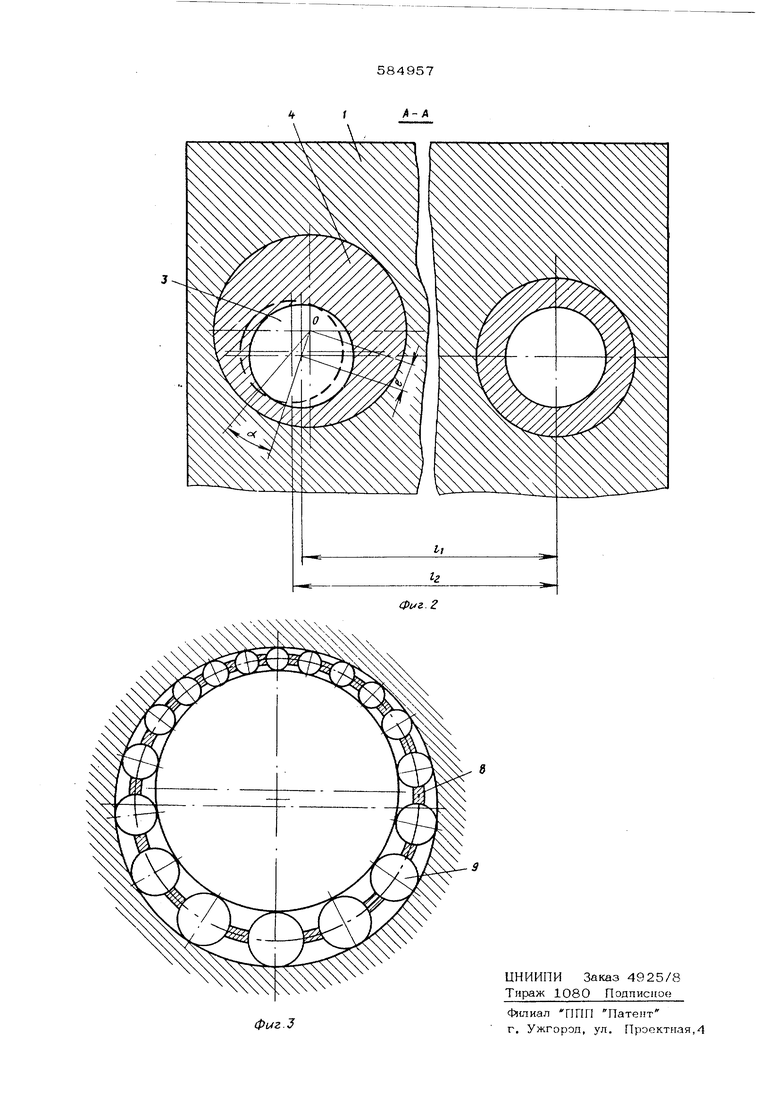
На фиг. 1 изображен предлагаемый щтам повый пакет, общий вид; на фиг. 2 показан разрез по А-А на фиг. 1; на фиг. 3 показан пример выполнения направляющей втулки в виде сепаратора с а шариковыми направляк шими.
i Штамповый пакет содержит верхнюю и нижнюю плиты 1 и 2. Эти плиты соединены между собой при помощи колонок 3 эксцентричной втулкой 4 и концентричной втулкой 5. Для предохранения втулки 4 от самопроворачиванчн при выходе из нее колонки установлены упругие прокладки 6, сжатые крышками 7. При штамповке деталей вследствае неоди накового нагрева верхней и нижней плит 1 и 2 возникает разница в межосевом pacl стоянии между колонками 3 и между осями отверстий втулок 4 и 5j разница в межосе- вом расстоянии может быть настолько боль шой, что гарантированного зазора между колонкой и втулкой будет недостаточно опя ее компенсации. В этом случае колонка 3, контактируя со втулкой 4, заставляет ее поворачиваться на некоторый угол относительно центра О, ликвидируя тем самым разницу в межосевом расстоянии между колонками и осями отверстий втулок. При этом задира колонок и втулок, а также заклинивания штампа не происходит. Величину эксцентриситета отверстия направляющей втулки относительно к ее наружной поверхности выбирают не менее 0,2 d (где d циаиетр колонки). На фиг, 2 приняты обозначения: 2j- расстояние между осями колонок 3 до штамповки; 2 расстояние между осями колонок 3 во время штамповки; 2 - эксцентриситет втулки 4. В случае перекоса колонок 3 расстояние между их осями, измеряемое в направлении, параллелыюм опорной поверхности плиты 2, изменяется в зависимости от расстояния до этой опорной поверхности. При перемеши вании плиты 1 со втулками 4 и 5 по колон кам 3 { в результате непрерывнот о взаимэ-. действия колонок и втулок ), втулка 4 поворачивается, компенсируя разницу в межосевом расстоянии Между колонками и отверстиями втулок В предтегаемом штамповом пакете имеют ся две направляющие втулки. Однако в любом штамповом пакете не зависимо от числа втулок необходимо в одной на втулок вы полнить отверстие, которое буцет концентрично относительно наружной поверхности, в остальных же втулках отверстия будут Выполнены эксцентрично относительно наруж ной поверхности. При отсутствии направляюшей втулки с отверстием, выполненным концентрично относительно ее наружной uuверхности, верхния плита штампового пакета получает дополнительную степень свободы, что своаит практически к нулю стремление повысить точность штамповки. Наличие же двух ОЛИ более с отверстиями, выполненными концектрично относительно их наружных поверхностей, не устраняет возможность заклинивания и задиров колонок и втулок. Эксцентричная направляющая втулка для более легкого поворота относительно колонок, а также для уменьшения износа колонок выполняется в виде сепаратора 8 с шариковыми направляющими 9 (см. фиг. З) причем диаметры всех шариков в этом случае рассчитываются и подбираются индивидуально. Использование предлагаемого штампа позBOJi ооеспечить надежную работу при горячей штамповке и при перекосах колонок, предотвратить заклинивание колонок, исключить задиры на трущихся поверхностях, а также повысить точность штамповки вследствие уменьшения зазора между колонками и втулками. Штамповый пакет работает без заклинивания при перекосе колонок, значительно превышающем допускаемую величину для данного типа штампов. Формула изобретен ия Штамповый пакет, содержащий верхнюю и нижнюю плиты, связанные направляющими колоннами с обхватывающими их втулками, отличающийся тем, что, с целью предотвращения заклинивания и задиров КОЛОНОК и втулок и повышения точности штамповки, отверстие одной втулки выполнено концентрично, а отверстия всех остальных втулок выполнены эксцентрично относительно их внешних поверхностей. Источники инфоомации, принятые во внимание при экспертизе: 1. Авторское свидетельство СССР № 274619, кл. В 21 J 13/О2, 1969,
