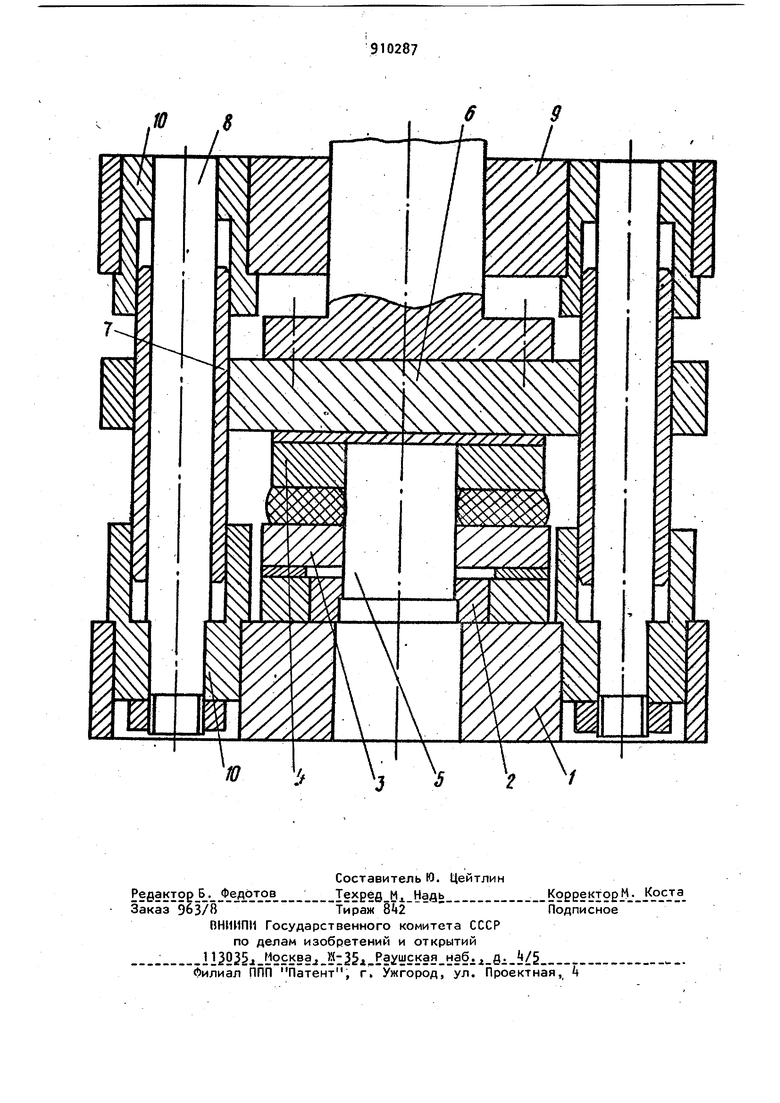
I . „ Изобретение Относится к технологической оснастке для холодной листовой ;штамповки и может использоваться в ма ши но- и щжборостроении, в радио- и ,элвкт рртехниче ской п ромышл енности. Известен блок штампов для обработки jrwcTOBoro материала, содержащий связанные направляющими колонками и втулками неподвижную и подвижную пли1ТЫ и дополйительную плиту, жестко сея занную с неподвижной и расположенную между плитами. Направлгпощие колонки закреплены в съемнике, а их концевые части проходят через отверстия в плитах |. 3Tot блок штампов, имея подви«хный съемник, используется только для обработки тонколистового материала. Кроме того, между плитами нет жесткой связи, верхняя плита с пуансонодержателем и пуансонами направляется относительно нижней половины штампа лишь по съёмнику. Известен также блок штампов для обработки листового материала, содержащий связанный направляющими колонками и втулками подвижную и неподвижную плиты и дополнительную плиту, подвижно установленную в полости неподвижной Г21. Недостатком этого блока является необходимость значительного увеличения толщины неподвижной плиты с целью предотвращения снижения ее прочности . Также известен блок штампов, содержащий связанные между собой направляющими колонками и направляющими втулками, неподвижные плиты и расположенную между ними подвижную плиту 3. Недостатки этого блока штампов: - наличие кроме направляющих колонок шпилек, соединяющих неподвижно нижнюю и дополнительную плиты, делает недостаточным обзор подштампово гопространства .и мешает штамповщи39ку при работе, что приводит к снижен производительности штамповки; - направление колонок, закрепленных своей средней частью в подвижной плите, кониевы 41 частями в неподвижной и дополнительной плитах недостаточно жесткое. Так как при штамповке толстолистовых сталей боковые нагрузку возрастают, возможны малые см щения между колонками и втулками, а значит между пуансона(«1 и матрицами, равные величине Зазоров между колонками и втулками. Это снижает стойкос пуансонов и матриц. Цель изобретения - повышение жест кости, надежности блока и точности штамповки путем повышения точности с пряжения и жесткости направления. Эта цель достигается тем, что .блок .снабжен промежуточными направля ющими втулками, охватывающими направ ляющие колонки. Средние части промежуточных направляющих втулок закре лены в подвижной плите« а концевые части перемещаются в отверстиях направляющих втулок. Предлагаемый блок изображен на че теже в продольном разрезе. На неподвижной плите 1 крепятся мат рица 2 и съемник 3. Пуансонодержатель с жестко закрепленными пуансо нами 5 крепится к неподвижной плите в которую запрессованы направляющие втулки 7« Колонки 8 неподвижны и соединяют между собой неподвижную нижнюю 1 и неподвижную верхнюю 9 плиты, причем колонки проходят через втулки 7 Свободные концы втулок своими наружными поверхностями сопряжены с соответствующими внутренними поверхностями направляющих втулок 10, закрепленных неподвижно в плитах 1 и 9 Описываемый блок штампов обладает повьниенными жесткостью, надежностью и стойкостью. Он улучшит условия работы и безопасность штамповщика. Промежуточные направляющие втулки 7 сопряженные с направляющими втулками 10, закрепленными неподвижно в плитах 1 и 9, обеспечат максимальную точность сопряжения и жесткость направления. Такое двойное направление максимально уменьшит перекосы между подвижной и неподвижной частями блока штампов. 7 Блок работает следующим образом. При опускании ползуна начинает двигаться плита 6 с жестко закрепленными на ней пуансонодержателем k, nyaViсонами 5 и закрепленными в ней промежуточными направляющими втулками 7 Пуансоны 5, подойдя к штампуемому материалу, лежащему на матрице 2, вырубают деталь. Ползун пресса возвращается в верхнее положение, и средняя подвиж ая плита 6 возвращается в первоначальное положение. При этом промежуточные направляющие втулки 7, совершая возвратно-поступательное движение по колонкам 8, дополнительно сво|ими свободньиди концами проходят через втулки 10, закрепленные неподвижно ; в неподвижных плитах 1 и 9. Такое направление позволит резко повысить точность направления пуансонов относительно матриц и обеспечить жесткость и надежность штампооого блока. Внедрение предлагаемого блока по- ) зволит повысить жесткость и надежность, повысить стойкость в 2-3 раза по сравнению с известными техническими решениями. Формула изобретения Блок штампов для обработки листового материала, содержащий связанные направляющими колонками и направляющими втулками неподвижные плиты и расположенную между ними подвижную плиту, отличающийся тем, что, с целью повышения жесткости блока и точности направления размещенных на нем рабочих инструментов, блок снабжен промежуточными направляющими втулками, охватывающими направляющие колонки, закрепленными в подвижной плите и входящими концевыми частями в отверстия направляющих втулок. Источники информации, принятые во внимание при экспертизе 1.Авторское свидетельство СССР 538776, кл. В 21 D 37/00, 17.01.752.Авторское свидетельство СССР 626860, кл. В 21 D 37/00, В 30 В 15/02, 15.03.77. 3.Авторское свидетельство СССР о заявке W , кл. В 21 D 37/00, 8.11.77 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для обработки листового материала | 1977 |
|
SU626860A1 |
| Штамп для обработки листового материала | 1977 |
|
SU676357A1 |
| Штамп для обработки листовогоМАТЕРиАлА | 1979 |
|
SU845987A1 |
| Устройство для холодной штамповки сферических монтажных шайб | 2021 |
|
RU2775242C1 |
| Способ листовой штамповки и устройство для его осуществления | 1989 |
|
SU1712031A1 |
| Штамп совмещенного действия "Викост | 1985 |
|
SU1324720A1 |
| ШТАМП ДЛЯ ИЗГОТОВЛЕНИЯ НАСАДОЧНЫХ ЭЛЕМЕНТОВ ТЕПЛОМАССООБМЕННЫХ АППАРАТОВ | 1995 |
|
RU2085320C1 |
| Штамп для обработки листового ма-ТЕРиАлА | 1979 |
|
SU820978A1 |
| Штамп последовательного действия | 1989 |
|
SU1606238A1 |
| Штамп для многопереходной штамповки | 1987 |
|
SU1480935A1 |