I
Изобретение относится к области машиностроения, в частности автодиэелестроения, и может использоваться при изготовлении коленчатых и сту- . пенчатых валов.
В современном машиностроении при производстве коленчатых валов применяют способы упрочнения коренных и шатунных шеек и гёштельных переходов поверхностей закалкой и {пластической деформацией i и 2 .
Однако известные способы упрочнення коленчатых вашов или не обеспечивают требуемого моторесурса, т.е. недостаточно эффективны, или не применяются по причине технологических трудностей.
Известен способ обработки коленчатых валов, включающий поверхнос1гну1 закалку шеек без закгшкн галтельных переходов, шлифовку шеек, поверх.ностное пластическое деформирование накатки галтелей, суперфиниширование шеек 3.
Однако этот способ характеризует1СЯ недостаточной прочностью галтельного переЛсода от щек п шейкам вследствие применения галтельного радиуса Рг 0,05СД, где Д - диаметр шейки; склонностью поверхностей
шеек к трещинообраэованию в процессе эксплуатации; повышенным износом шеек; наличием переходной неупроченной зоны между гёшхельным переходом и поверхностно-закаленной зоной; уменьшенной длиной рабочей (контактной) поверхности коренных и шатунных шеек вгша с вкладышами вследствие применения галтельного радуиса i .больше О, (в современном дизеле-1 строении отношение радиуса галтели li диаметру шёики лежит в пределах 0,05-0,09).
Указанные недостатки приводят к снижению долговечности и надежности коленчатых валов.
Цель изобретения - повышение дол Говечности и надежности коленчатых валов.
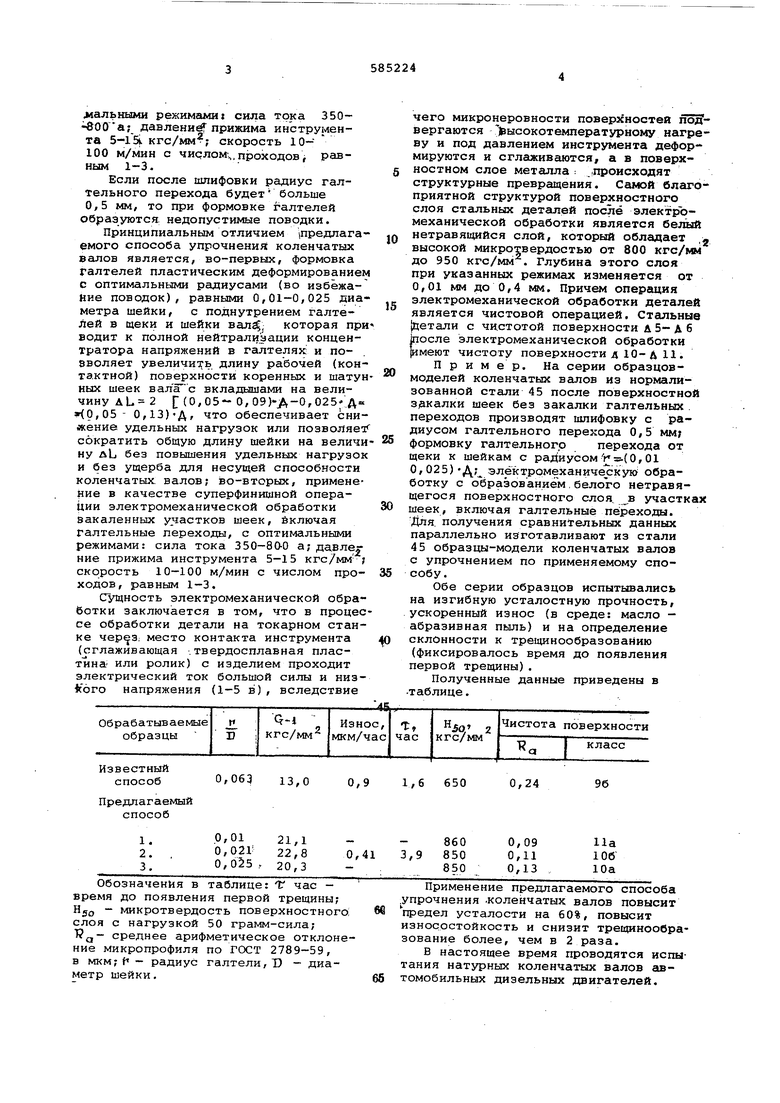
Это достигается тем, что после поверхностной закалки шеек производят шлифовку шеек с радиусами галтелных переходов, равныг ш 0,1-0,5 мм; формовку галтелей пластическим деформированием с оптимальными радиусами, равными 0,01-0,025 диаметра шейки, а в качестве суперфинишной операции применяют электромеханическую обработку закаленных участков шеек и галтельных переходов, с опти.мальными режимами сила тока 350-вООа; давлениёГприжима инструмента S-lSJL кгс/мм ; скорость 10100 м/мин с числом;.проходов, равным 1-3. Если после шлифовки радиус галтельного перехода будет больше 0,5 мм, то при формовке халтелей образуются недопустимые поводки. Принципиальным отличием (Предлагаемого способа упрочнений коленчатых валов является, во-первых, формовка галтелей пластическим деформированием с оптимальными радиусами (во избежание поводок), равными 0,01-0,025 диа метра шейки, с поднутрением галтеЛей в щеки и шейки валг, которая при водит к полной нейтрализации концентратора напряжений в галтелях и повволяет увеличить длину рабочей (контактной) поверхности коренных и шатун ных шеек вала с вкладышами на величину ДЬ 2 (0,05- 0,09),025 А« (0,05- 0,13)Д, что обеспечивает снижение удельных нагрузок или позволяет сократить общую длину шейки на величи ну лЬ без повышения удельных нагрузок и без ущерба для несущей способности коленчатых, валов; во-вторых, применение в качестве суперфинишной операции электромеханической обработки закаленных участков шеек, бключая Галтельные переходы, с оптимальными режимами: сила тока 350-80-0 а; давле ние прижима инструмента 5-15 кгс/мм скорость 10-100 м/мин с числом проходов, равным 1-3. Сущность электромеханической обра ботки заключается в том, что в процес се обработки детали на токарном стан ке , место контакта инструмента (сглаживающая .твердосплавная пластина или ролик) с изделием проходит электрический ток большой силы и низ itoro напряжения (1-5 в) , вследствие чего микронвровности поверхностей подвергаются )Рысокотемпературному нагреву и под давлением инструмента деформируются и сглаживаются, а в поверхностном слое металла : .Происходят структурные превращения. Самой благоприятной структурой поверхностного слоя стальных деталей после электрЪмеханической обработки является нетравящийся слой, который обладает . высокой микротвердостью от 800 кгс/мм до 950 кгс/мм . Глубина этого слоя при указанных режимах изменяется от 0,01 мм до 0,4 ык. Причем операция электромеханической обработки деталей является чистовой операцией. Ст шьные (Детали с чистотой поверхности А 5- А б после электромеханической обработки р1меют чистоту поверхности д 10-Д 11. Пример. На серии образцовмоделей коленчатых валов из нормализованной стали 45 после поверхностной здкалки шеек без закалки галтельных. переходов производят шлифовку с радиусом галтельного перехода 0,5 мм; формовку галтельного перехода от щеки к шейкам с радиусомг -(0,01 0,025) Д; элёктромеханиче кую обработку с образованием.белого нетравящегося поверхностного слоя, в участках шеек, включая галтельные переходы. Дяя. получения сравнительных данных параллельно из готавливают из стали 45 образцы-модели коленчатых валов с упрочнением по применяемому способу . Обе серии образцов испытывались на изгибную усталостную прочность, ускоренный износ (в среде: масло абразивная пыль) и на определение склонности к трещинообразоваНию (фиксировалось время до появления первой трещины). Полученные данные приведены в -таблице.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ упрочнения галтелей коленчатых валов | 1985 |
|
SU1669691A1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ШЕЕК КОЛЕНЧАТОГО ВАЛА | 1992 |
|
RU2050243C1 |
| Способ упрочнения галтелей коленчатых валов | 1986 |
|
SU1754422A1 |
| Способ обработки ступенчатого вала | 1978 |
|
SU703586A1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ РАБОТОСПОСОБНОСТИ КОЛЕНЧАТОГО ВАЛА С ПРИМЕНЕНИЕМ ЗАКАЛКИ ТВЧ | 2005 |
|
RU2296169C1 |
| СПОСОБ УПРОЧНЕНИЯ КОЛЕНЧАТОГО ВАЛА ДВИГАТЕЛЯ ВНУТРЕННЕГО СГОРАНИЯ | 2002 |
|
RU2231565C2 |
| Способ правки и упрочнения коленчатых валов | 1988 |
|
SU1606221A1 |
| КОЛЕНЧАТЫЙ ВАЛ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1995 |
|
RU2106547C1 |
| Способ местной поверхностной закалки коленчатых валов | 1983 |
|
SU1157094A1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ КРУПНОГАБАРИТНОГО АЗОТИРОВАННОГО КОЛЕНЧАТОГО ВАЛА, ПОЛУЧИВШЕГО ПРИ ЭКСПЛУАТАЦИИ ЗАДИР ШЕЕК, ИМЕЮЩИХ ПОЛОСТЬ, С ПРИМЕНЕНИЕМ ТВЧ | 2010 |
|
RU2455141C2 |
0,063 13,0
Обозначения в таблице: f час время до появления первой трещины; H,jo - микротвердость поверхностного: слоя с нагрузкой 50 грамм-сила; среднее арифметическое отклонение микропрофиля по ГОСТ 2789-59, в мкм; f - радиус галтели, D - диаметр шейки,
96
0,24
1,6 650
Применение предлагаемого способа .упрочнения .коленчатых валов повысит предел усталости на 60%, повысит износостойкость и снизит трещинообразование более, чем в 2 раза.
В настоящее время проводятся испытания натурных коленчатых валов автомобильных дизельных двигателей.
Ожидаемый экономический эффект oi внедрения иа Ярославском моторном заводе около 2 млн. руб. в год,
Формула изобретения
fH окончательно производят электромеханическую обработку закаленных участков шеек и галтельных переходов
Источники информации, принятые во; внимание при экспертизе:
