Изобретение относится к области индукционного нагрева и может быть использовано, например, для восстановления работоспособности крупногабаритных стальных азотированных коленчатых валов с диаметром шеек более 160 мм, получивших при эксплуатации задир одной или нескольких шеек, или для изготовления новых крупногабаритных коленчатых валов.
Известен способ закалки ТВЧ шейки коленчатого вала с вращением его в процессе нагрева с помощью петлевого индуктора и охлаждением нагретой поверхности закалочной жидкостью (1. Головин Г.Ф., Замятин М.М. Высокочастотная термическая обработка. Л., "Машиностроение", 1990, с.200, 2. Seultn G.W. Die Inductionschartung vor Grosskurbelwellen/Electrowfrme 1961 B.1.9 N 10 S368-371).
Недостатками данного способа являются возможность перегрева и образования трещин на кромках смазочных отверстий и большое коробление вала, обусловленное интенсивным охлаждением его при закалке при применении закалочной жидкости.
Наиболее близким аналогом является известный способ восстановления азотированного коленчатого вала, включающий механическую обработку поврежденной шейки вала для удаления азотированного слоя и последующее упрочнение поверхности путем азотирования шейки вала при 500-590°С (SU 1638200 A1, С 23 С 8/26, 30.03.1991).
Недостатками данного способа являются большое коробление восстанавливаемого вала при повторном азотировании, что создает исключительную трудность правки вала до биения не более 0,05 мм, необходимого для исключения шлифовки неповрежденных шеек, и невозможность восстановления изгибной прочности вала, если галтели его были упрочнены пластическим деформированием.
Техническим результатом изобретения является восстановление твердости поврежденной шейки, исключение образования трещин на кромках смазочных отверстий и на шейке, получение биения оси вала не более 0,05 мм и восстановление исходной изгибной прочности вала по галтелям поврежденной шейки.
Для достижения технического результата предложен способ восстановления крупногабаритного стального азотированного коленчатого вала, получившего при эксплуатации задир одной или нескольких шеек и коробление выше нормы, включающий механическую обработку поврежденной шейки, ее цилиндрической части и смазочных отверстий до полного удаления азотированного слоя, установку защитного средства, первую закалку шейки с индукционного поверхностного нагрева при вращении вала, вторую закалку шейки с индукционного нагрева, заключающуюся в предварительном подогреве шейки при вращении вала и дальнейшем нагреве до температуры закалки за один оборот вала, охлаждение нагретого слоя шейки при каждой закалке за счет отвода тепла в массу шейки и щек при изгибе шейки, наклеп галтелей коленчатого вала до получения биения вала не более 0,05 мм и шлифование шейки под вкладыш.
При этом индукционный нагрев осуществляют с помощью Z-образного индуктора. При первой и второй закалках осуществляют изгиб охлажденной шейки путем опускания концов вала относительно этой шейки и охлаждают вал до температуры цеха. Перед закалкой в смазочное отверстие устанавливают защитное средство.
Нагрев шейки при первой закалке производят петлевым индуктором, охватывающим половину поверхности шейки, при удельной мощности 0,35-0,50 кВт/см2, частоте тока 8-10 кГц, а необходимые температура и глубина нагрева достигаются практически одновременно на всей поверхности шейка за счет многократного вращения шейки относительно индуктора при числе оборотов вала 10-15 в минуту и продолжительности нагрева 30-50 с.
При второй закалке ТВЧ вначале производят подогрев шейки таким же индуктором и при той же удельной мощности, частоте тока и числе оборотов вала, как и при первой закалке, при продолжительности нагрева 15-20 с, а затем продолжают нагрев непрерывно-последовательным способом в течение 1,1 оборота вала (10-12 с) при такой же мощности, что и при подогреве.
Вторую закалку производят после охлаждения шейки вала до температуры цеха после первой закалки.
Охлаждение нагретого поверхностного слоя при первой и второй закалках производят за счет отвода тепла в массу шейки и щек (без применения закалочной жидкости).
Длительный нагрев при первой закалке ТВЧ повышает однородность структуры поверхностного слоя (она ухудшилась при азотировании при изготовлении вала), что способствует получению более высокой твердости поверхностного слоя при второй закалке ТВЧ.
Интенсивный и длительный нагрев поверхностного слоя при первой закалке и охлаждение его за счет отвода тепла в массу приводят к самоотпуску закаленного поверхностного слоя при температуре 250-300°С и получению немаксимальной твердости.
При второй закалке шейка получает меньше тепла, но температура и скорость охлаждения поверхностного слоя выше, а температура самоотпуска ниже, чем при первой закалке, вследствие чего получают высокую твердость поверхностного слоя.
После окончания нагрева поверхностного слоя при первой и второй закалках ТВЧ обеспечивают приложение изгибающего момента к нагретой шейке за счет изменения положения опор вала относительно закрепленных его концов, при этом действие изгибающего момента должно быть направлено на уменьшение расстояния между щеками нагретой шейки, что способствует уменьшению коробления вала. Изгибающий момент создают при температуре выше начала мартенситного превращения и сохраняют его до охлаждения до температуры цеха.
Для исключения перегрева и трещинообразования на кромке смазочного отверстия перед закалкой в него вставляют защитное средство, конструкция которого представлена на чертеже. Верхнюю часть 1 защитного средства (материал - медь, толщина стенки - 1,5-2,5 мм) устанавливают на 1,0-2,5 мм ниже поверхности шейки и обжимают на длине 3-5 мм по всему периметру перед первой и второй закалкой. Удерживают защитное средство за счет конусной части смазочного отверстия, вставки 2, стержня 3, конуса 4 и гайки 5.
После второй закалки галтели закаленной шейки подвергают наклепу роликами и (или) наклепу ручным способом с помощью ударного инструмента, боек которого имеет радиус кривизны меньше радиуса галтели. Наклеп обеспечивает пластическую деформацию металла галтелей. Деформированный слой металла в галтелях не должен выходить на границу азотированного слоя на щеках.
Биение вала после наклепа галтелей должно быть не более 0,05 мм. Наклеп галтелей восстанавливаемой шейки обеспечивает получение такой же изгибной прочности вала, какой она была в исходном состоянии.
Пример использования способа:
восстановление работоспособности восьмиколенного вала из стали 30Х3МФ, азотированного (глубина азотированного слоя 0,4 мм), с диаметром коренной шейки 220 мм, а шатунной - 190 мм, получившего при испытании на дизеле грубый задир третьей коренной шейки с образованием прижогов, трещин и следов износа.
Биение вала - 0,57 мм. Вал к работе был не пригоден. При восстановлении работоспособности вала третья коренная шейка прошлифована на диаметр 218,3 мм с удалением полностью азотированного слоя и трещин. Смазочные отверстия разделаны на диаметр 21 мм (исходный диаметр был 18,8 мм) и на глубину до щек, что позволило удалить в них азотированный слой полностью. В галтелях азотированного слоя не было - при изготовлении вала они были упрочнены накаткой роликами. Перед закалкой ТВЧ в смазочные отверстия вставлены защитные средства. Шейка закалена дважды. Первая закалка: нагрев Z-образным индуктором, охватывающим половину шейки, мощность - 320 кВт, частота тока - 10 кГц, число оборотов вала в минуту - 12, продолжительность нагрева - 35 с, температура нагрева - 880-900°С, охлаждение в массу, без применения закалочной жидкости. Вал охлажден до температуры цеха. Твердость шейки HRC - 44-46.
Вторая закалка: нагрев тем же индуктором, что и при первой закалке, мощность - 320 кВт, частота тока - 10 кГц, число оборотов вала в минуту - 12, продолжительность нагрева - 15 с, далее нагрев в течение 1,1 оборота вала за 12 с (линейная скорость поверхности шейки - 6,2 мм/с), температура нагрева - 900-920°С, охлаждение в массу, без применения закалочной жидкости. Твердость шейки HRC - 48-51. Глубина закаленного слоя достигает 5,0...5,5 мм.
Перед закалкой ТВЧ вал был установлен на опоры под 4 и 8 коренные шейки, 9 коренная шейка была зажата в патроне, а "О" шейка - в свободном состоянии (конусный центр задней бабки установки отведен). После нагрева поверхностного слоя вал был поджат конусным центром задней бабки и за счет подъема опоры под 4 коренной шейкой с помощью винтового подъемного устройства, имеющегося на опоре, и соответствующей корректировки положения опоры под 8 коренной шейкой был создан изгибающий момент по отношению к 3 коренной шейке, при этом между опущенными вниз щеками этой шейки (шейка вверху) достигнуто уменьшение расстояния между ними, что способствует уменьшению коробления вала.
Установлено, что для данного вала при закалке на глубину 5,0...5,5 мм период с момента окончания нагрева при обеих закалках ТВЧ до достижения температуры начала мартенситного превращения составляет 25-30 с.
Необходимость и эффективность создания изгибающего момента при закалке ТВЧ установлена предварительными исследованиями на технологическом вале из стали 30Х3МФ, когда определялось коробление вала при закалке ТВЧ отдельных шатунных и коренных шеек без изгиба и с изгибом его и с фиксацией расстояния между щеками нагреваемой шейки.
После второй закалки галтели 3 коренной шейки по всей окружности подвергнуты наклепу накатными роликами и дополнительно на дуге 120° с помощью ударного инструмента. Вал был поправлен до биения 0,05 мм. Наклеп галтелей обеспечил также восстановление исходной изгибной прочности вала по 3 коренной шейке, которая была снижена отпуском наклепанного металла при нагрева ТВЧ шейки.
После наклепа галтелей 3 коренная шейка была прошлифована со съемом 0,25 мм на сторону на диаметр 217,8 мм под специальный подшипник. Внутренний диаметр этого вкладыша также равен 217,8 мм, а требуемый наружный диаметр обеспечен за счет увеличения толщины подшипника на половину величины уменьшения диаметра шейки.
Благодаря тому, что максимальное биение вала после наклепа галтелей и шлифовки 3 коренной шейки оказалось равным 0,05 мм, остальные неповрежденные шейки вала не шлифовались и тем самым были сохранены их эксплуатационные свойства.
Экономический эффект от использования восстановленного вала составил 50% от его начальной стоимости.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ВОССТАНОВЛЕНИЯ КРУПНОГАБАРИТНОГО АЗОТИРОВАННОГО КОЛЕНЧАТОГО ВАЛА, ПОЛУЧИВШЕГО ПРИ ЭКСПЛУАТАЦИИ ЗАДИР ШЕЕК, ИМЕЮЩИХ ПОЛОСТЬ, С ПРИМЕНЕНИЕМ ТВЧ | 2010 |
|
RU2455141C2 |
| Способ упрочнения коленчатых валов | 1985 |
|
SU1258853A1 |
| СПОСОБ УПРОЧНЕНИЯ КОЛЕНЧАТОГО ВАЛА ДВИГАТЕЛЯ ВНУТРЕННЕГО СГОРАНИЯ | 2002 |
|
RU2231565C2 |
| СПОСОБ ЗАКАЛКИ КОЛЕНЧАТЫХ ВАЛОВ | 1995 |
|
RU2071505C1 |
| СПОСОБ УПРОЧНЕНИЯ КОЛЕНЧАТЫХ ВАЛОВ | 1970 |
|
SU287079A1 |
| Способ термической обработки коленчатых валов | 1981 |
|
SU960280A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОЛЕНЧАТЫХ ВАЛОВ | 2007 |
|
RU2369647C2 |
| Способ индукционной закалки коленчатых валов | 1985 |
|
SU1339147A1 |
| СПОСОБ ПРАВКИ КОЛЕНЧАТЫХ ВАЛОВ | 1989 |
|
RU2007476C1 |
| Способ правки коленчатых валов | 1985 |
|
SU1289897A1 |
Изобретение относится к области индукционного нагрева и может быть использовано для восстановления работоспособности, например, крупногабаритных азотированных коленчатых валов, получивших при эксплуатации задиры шеек. Техническим результатом изобретения является восстановление твердости поврежденной шейки, исключение образования трещин на кромках смазочных отверстий и на шейке, получение биения оси вала не более 0,05 мм и восстановление исходной изгибной прочности вала по галтелям поврежденной шейки. Для достижения технического результата на шейке вала удаляют азотированный слой, а затем подвергают шейку двухкратной закалке с индукционного поверхностного нагрева с применением защитных устройств и регламентированному наклепу. 3 з.п. ф-лы, 1 ил.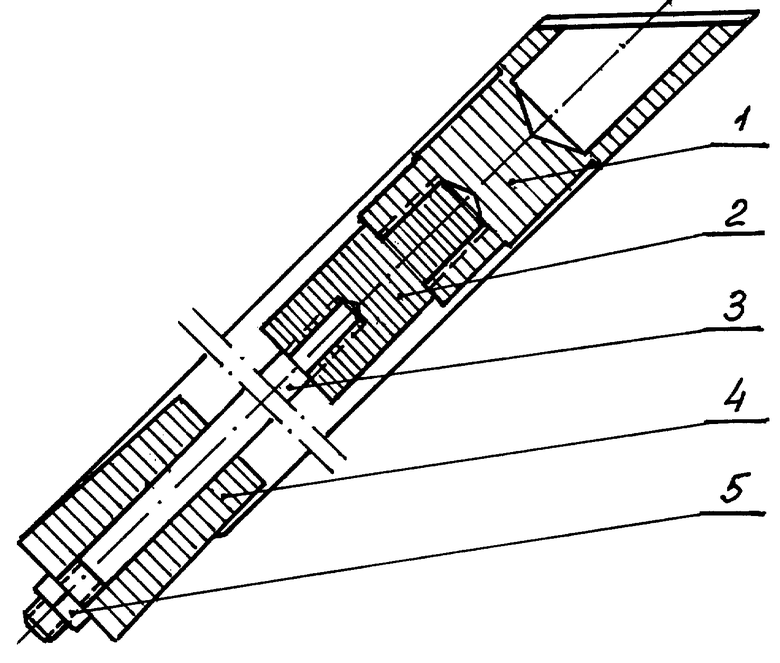
| Способ восстановления азотированных коленчатых валов | 1988 |
|
SU1638200A1 |
| СПОСОБ РЕМОНТА УПРОЧНЕННЫХ ИНДУКЦИОННОЙ ЗАКАЛКОЙ КОЛЕНЧАТЫХ ВАЛОВ ДВИГАТЕЛЕЙ ВНУТРЕННЕГО СГОРАНИЯ | 1999 |
|
RU2158191C1 |
| СПОСОБ ПРАВКИ КОЛЕНЧАТЫХ ВАЛОВ | 2001 |
|
RU2205714C2 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ПОРШНЕВЫХ ПАЛЬЦЕВ АВТОТРАКТОРНЫХ ДИЗЕЛЕЙ ИЗ ЦЕМЕНТУЕМЫХ МАРОК СТАЛИ | 1996 |
|
RU2122588C1 |
| Устройство закалки коленчатых валов с помощью токов высокой частоты | 1935 |
|
SU48416A1 |

