Изобретение относится к механообработке, в частности, к способам упрочнения поверхностным пластическим деформированием (ППД коленчатых валов), например, автотракторных двигателей
Цель изобретения - улучшение условий обработки и повышение качества поверхности при формировании и поднутрении малых галтелей поверхностным пластическим деформированием.
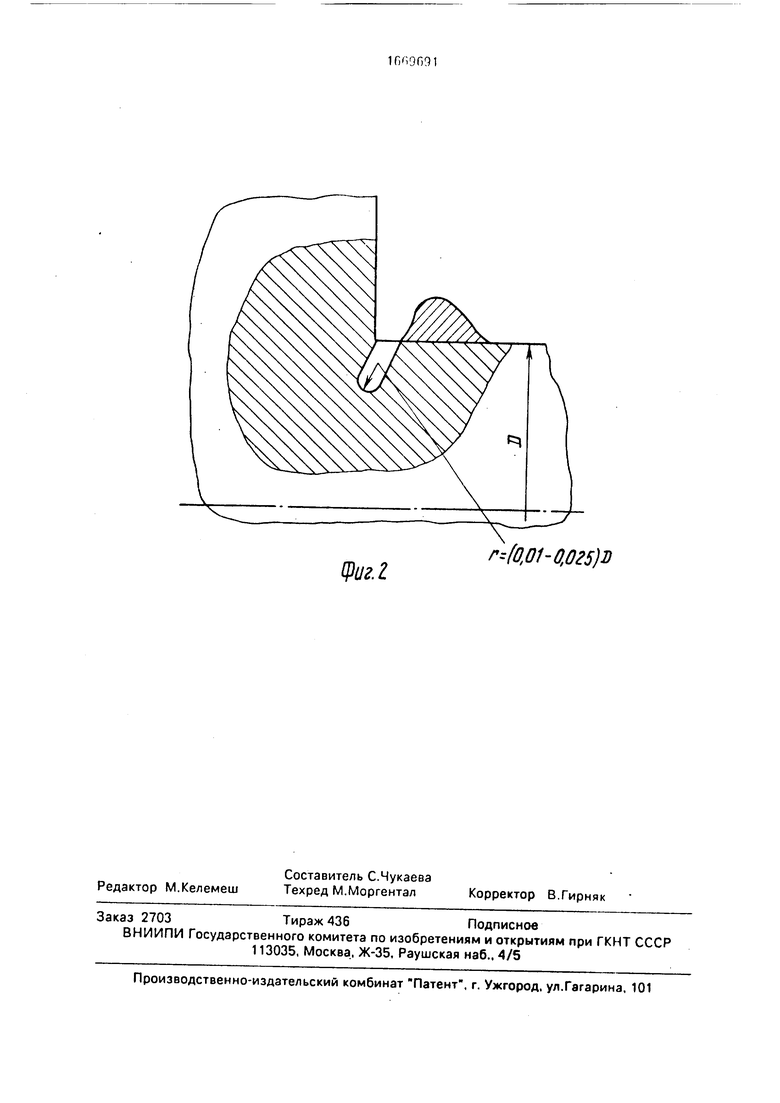
На фиг. 1 изображена малая галтель, сформированная роликом с наплывом выдавленного металла на шейку вала, на фиг. 2 - канавка, прорезанная на шейке вала, под последующее формирование малой галтели.
Способ осуществляется следующим образом.
На шейках натурных коленчатых валов 1 после закалки ТВЧ и получисговой шлифовки прорезают прилегающие к щекам прямоугольные канавки 2 поднутренные в шейку.
Параметры канавки ширина - (0,05- 0,06) Ош, где Dm диаметр шейки, глубина - 0,01 рш.
После этого формируют поверхностным пластическим деформированием галтель малого радиуса г (0,01-0,025рш с одновременным обкатыванием цилиндрическим роликом всей шейки для закатывания наплыва в галтель, окончательно шлифуют шейку
Одновременно для сравнения обрабатывали еще дсе партии коленчатых валов
1.По принятой на заводе технологии чистовое шлифование шеек, щек и (алтелей с радиусом R 0,06 Ош, обработка галтели поверхностным пластическим деформированием, суперфиниширование шеек
2.По известному способу шлифование шеек и галтелей с радиусом 0.1-0,5 мм пластическое деформирование галтелей с ради усом (0,01-0,025рш.
сл
с
о о ю о чэ
Отсеки коленчатых валои, обработанных по трем способам,исгтытывали на усталостную прочность.
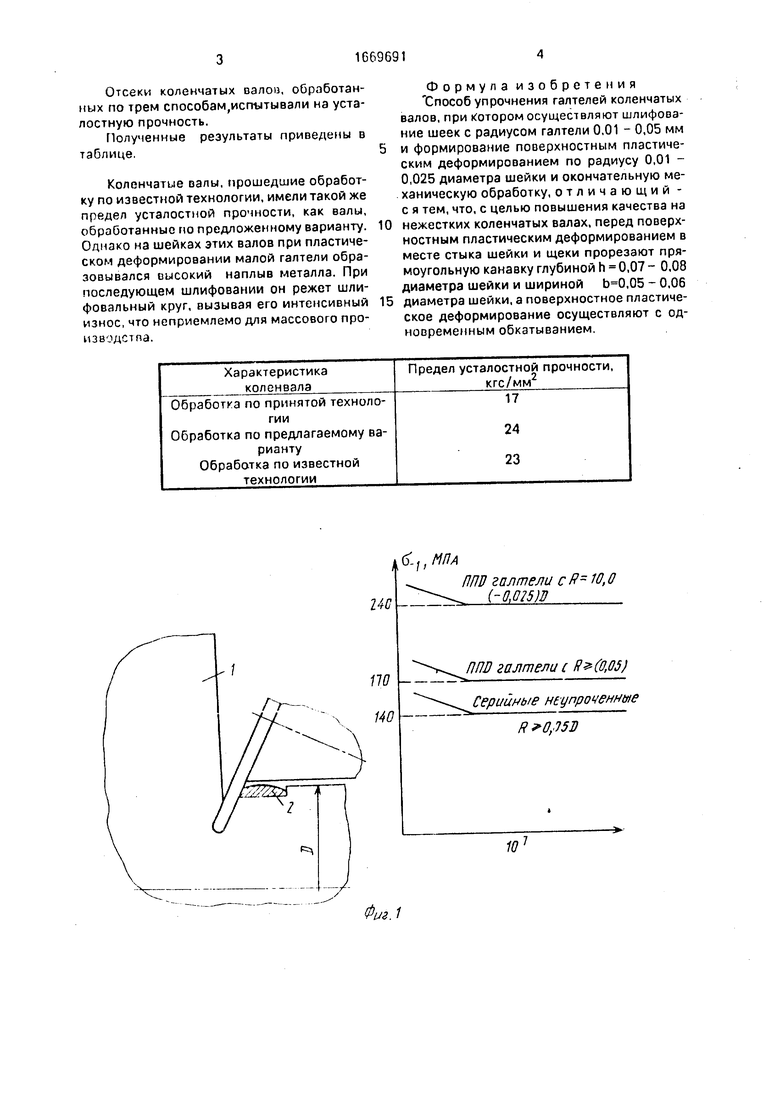
Полученные результаты приведены в таблице.
Коленчатые валы, прошедшие обработку по известной технологии, имели такой же предел усталостной прочности, как валы, обработанные по предложенному варианту. Однако на шейках этих валов при пластическом деформировании малой галтели образовывался высокий наплыв металла. При последующем шлифовании он режет шлифовальный круг, вызывая его интенсивный износ, что неприемлемо для массового произведет па.
0
Формула изобретения Способ упрочнения галтелей коленчатых валов, при Котором осуществляют шлифование шеек с радиусом галтели 0,01 - 0,05 мм и формирование поверхностным пластическим деформированием по радиусу 0,01 - 0,025 диаметра шейки и окончательную механическую обработку, отличающий - с я тем, что, с целью повышения качества на нежестких коленчатых валах, перед поверхностным пластическим деформированием в месте стыка шейки и щеки прорезают прямоугольную канавку глубиной h 0,07 - 0.08 диаметра шейки и шириной ,05 - 0,06 диаметра шейки, а поверхностное пластическое деформирование осуществляют с одновременным обкатыванием.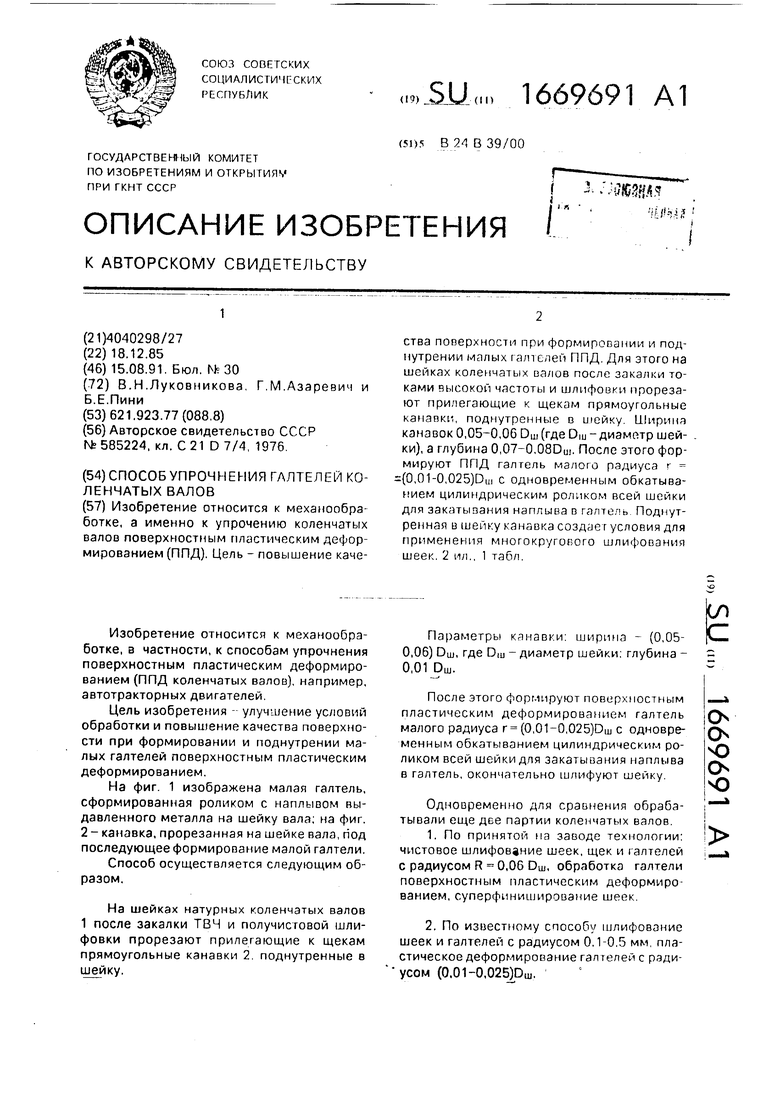
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ обработки коленчатых валов | 1976 |
|
SU585224A1 |
| Способ упрочнения галтелей коленчатых валов | 1986 |
|
SU1754422A1 |
| СПОСОБ ПОВЫШЕНИЯ УСТАЛОСТНОЙ ПРОЧНОСТИ СТАЛЬНЫХ КОЛЕНЧАТЫХ ВАЛОВ | 2004 |
|
RU2277596C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ШЕЕК КОЛЕНЧАТОГО ВАЛА | 1991 |
|
RU2007287C1 |
| Способ обработки ступенчатого вала | 1978 |
|
SU703586A1 |
| СПОСОБ ОБРАБОТКИ ГАЛТЕЛИ СТУПЕНЧАТОГО ВАЛА | 2008 |
|
RU2368487C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ КОЛЕНЧАТОГО ВАЛА И КОЛЕНЧАТЫЙ ВАЛ | 2001 |
|
RU2235009C2 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ШЕЕК КОЛЕНЧАТОГО ВАЛА | 1992 |
|
RU2050243C1 |
| Способ упрочнения галтелей коленчатых валов поверхностным пластическим деформированием | 1990 |
|
SU1761450A1 |
| СПОСОБ УПРОЧНЕНИЯ КОЛЕНЧАТЫХ ВАЛОВ ДВИГАТЕЛЕЙ ВНУТРЕННЕГО СГОРАНИЯ | 1991 |
|
RU2019382C1 |
Изобретение относится к механообработке, а именно к упрочнению коленчатых валов поверхностным пластическим деформированием (ППД). Цель - повышение качества поверхности при формировании и поднутрении малых галтелей ППД. Для этого на шейках коленчатых валов после закалки токами высокой частоты и шлифовки прорезают прилегающие к щекам прямоугольные канавки, поднутренные в шейку. Ширина канавок 0,05 - 0,06 диаметра шейки, а глубиной 0,07 - 0,08 диаметра шейки. После этого формируют ППД галтель малого радиуса R = (0,01 - 0,025) Dш с одновременным обкатыванием цилиндрическим роликом всей шейки для закатывания наплыва в галтель. Поднутренная в шейку канавка создает условия для применения многокругового шлифования шеек. 2 ил., 1 табл.
Характеристика коленвала
Обработка по принятой технологии
Обработка по предлагаемому варианту
Обработка по известной технологии
Предел усталостной прочности, кгс/мм2
17 24 23
б-, МЛ А
ППи галтели cR 10,0 2/pi - (-OM5W
ППБ галтели с R(0,05)
Серийные неупроченнме ,151)
10
(Риг. г
(0,01-0,025)1)
| Способ обработки коленчатых валов | 1976 |
|
SU585224A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
