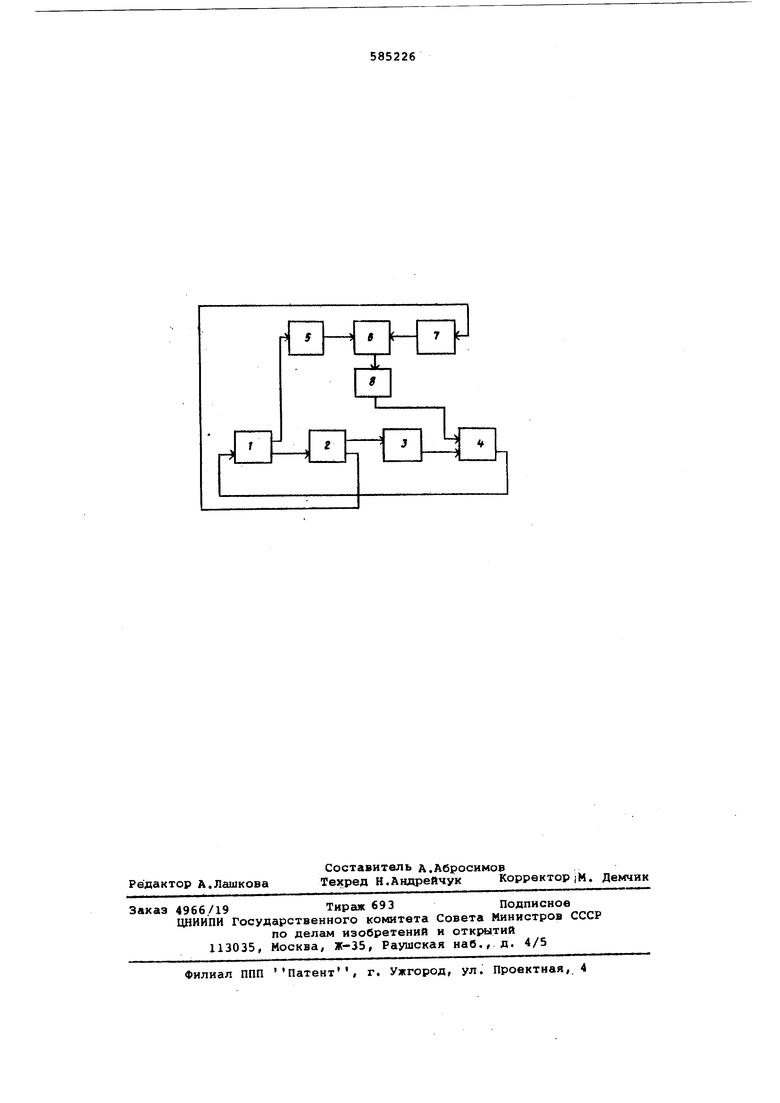
конусностью имеет подъемный механизм; 1, управление которым осуществляетс5г блоком 2 датчиков дискретного изменения конусности, програмл«1ый блок 3,. задающий определенную скорость; peryfлятор 4 скорости, импульсный датчик 5 перемещения, двухвходовый;реверсивный счетчик 6, программный блок 7 час тоты,преобразователь 8 код-аналог.
После полного опускания изделия в бак с водой с первого датчика блока 2 датчиков дискретного изменения конусности приходит сигнал на вклю- , чение питания для всей системы.Блок 2 датчиков представляет, к примеру, HM дуктивные датчики, расположенные на окружности диска и работающие на срЫ ве генерации при введении в прорезь датчиков диамагнитной стрелки, связанной с подъемным механизмом.
Сигнал с первого датчика блока 2 поступает на вход программного блока 3, который выдает соответствующий сигнал задания на вход регулятора 4 скорости. Выходные сигналы с регуля-i тора 4 скорости поступают на управление скоростью подъемного механизма 1. Управление скоростью может происходить, например за счет изменени; сопротивления в роторной цепи двигателя, т.е. сигналы с регулятора 4 поступают на управление тиристорами, которые выключают роторное Си/противч ление, что соотьетствует большей скорости.
При подъеме изделия диамагнитная стрелка входит в прорезь следующего датчика блока 2, датчик срабатывает и вьадает сигнал в программный блок 3i в результате меняется сигнал задани поступающий в регулятор 4, меняется угол зажигания тиристоров, коммутирующих роторное сопротивление.и меняется скорость. Таким образом происходит изменение; скорости при подъеме изделия.
Расположение датчиков в блоке 2 соответствует местам изменения конусности .
Жестко с подъемным механизмом 1 связан импульсный датчик 5 перемещения, количество импульсов которого пропорционально углу поворота подъемного механизма. Цена импульса определяет требуемую точность перемещения изделия. Эти-импульсы поступают на Один иЭ входов реверсивного счетчика 6, а на другой вход поступают импульсы с программного блока 7 частоты, частота которого изменяется при поступлении сигнала переключения с блока 2.
С выхода счетчика б снимается CHf нал,равный разности двух частот, Этот сигнал преобразуется в преобра-t зователе 8 код-аналог и поступает на один из входов регулятора 4 скорости, .корректируя скорость движения подъемного устройства. Если частота поступления импульсов в счетчик с 5 равна -частоте импульсов с прогр ммного блока 7 частоты, то разностный сигнал равен О и:коррекция не/пронс одит. Если, же частота имэтульсов с датчика 5, .поступающих в счетчик, меньше частоты задания, то появляется сигнал коррекции, через преобра зователь 8 поступающий в регулятор 4/ который увеличивает скорость подъемного устройства. Если частота с датчика 5 больше частоты задания, то сигнал коррекции уменьшает скорость подъемного устройства.
, Предлагаемое устройство для прог-. раммной закалки длинномерных изделий, с переменной конусностью имеет дополнительную цепь коррекции, что позволяет выдержать требуемую точность подъема изделия из воды, а, следовательно, увеличивает надежность устройства и улучшает качество закалки изделий.
Формула изобретения
Устройство для программной закал,ки длинномерных изделий с переменно конусностью, содержащее подъемный механизм, блок датчиков дискретного изменения конусности изделия, программный блок, регулятор скорости, отличающееся тем, что, с целью повышения точности поддержания заданного режима закалки, оно;допоЛнительно содержит импульсный датчик перемодения, соединенный с подъемным механизмом, программный блок часзтоты, преобразователь код- аналог, реверсивный счетчик, при этом один из входов счетчика соединен с импульсным датчиком перемацения , а второй вход счетчика через программный блок частоты соединен с одним из выходов блока датчиков дискретного изменения конусности изделия выход счетчика через преобразователь код-аналог coefдинен с одним из входов регулятора скорости.
Источники информации, принятые во внимание при экcпepтизet
1. Заявка 1 2164917/02, кл. С 21 Д 11/00, 28.08.75, по которой принято положительное решение о выдаче ашторского свидетельства.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для программной закалки длинномерных изделий | 1982 |
|
SU1052554A1 |
| Устройство для программной закалки длинномерных изделий с переменной конусностью | 1982 |
|
SU1036772A1 |
| Устройство для программной закалки длинномерных изделий с переменной конусностью | 1978 |
|
SU749918A1 |
| Устройство программной закалки длинномерных изделий | 1980 |
|
SU865942A1 |
| Устройство для программной закалки длинномерных изделий | 1982 |
|
SU1016385A1 |
| Устройство для программной закалки длинномерных изделий с переменной конусностью | 1981 |
|
SU998544A2 |
| Устройство для программной закалки длинномерных изделий | 1982 |
|
SU1059012A1 |
| Устройство для программной закалки длинномерных изделий | 1988 |
|
SU1548224A1 |
| Устройство для программной закалки длинномерных изделий | 1980 |
|
SU908866A2 |
| Устройство для программной закалки длинномерного изделия | 1985 |
|
SU1258854A1 |