1
Изобретение относится к холодной обработке металлов методом пластического деформирования, в частности к обработке отверстий деформирующими протяжками в деталях из высоколегированных трудно обрабатываемых сталей (нержавеющих, кислотоупорных, жаропрочных) и тугоплавких металлов и может быть использовано в мащиностроении при изготовлении деталей различной формы методом холодного прессования и раздачи, например при изготовлении корпусов гидроцилиндров; в металлургической промышленности, например при изготовлении труб, заготовок и деталей методом объемного обжатия и т. п.
Обработка деталей из труднообрабатываемых металлов и сталей деформирующими протяжками со степенью деформации в радиальном направлении до 15% сопровождается высокими удельными давлениями в очаге деформации.
Однако в таких условиях использование в качестве смазок известных мыльно-жировых суспензий, масляных и водных мыльно-графитовых дисперсий малоэффективно, так как смазка выдавливается из очага деформации, приводит к схватыванию инструмента с материалом детали.
Известна также смазка для холодной обработки металлов давлением на основе воды,
полиакриламида и антифрикционного наполнителя (эталон).
Однако при нанесении этой смазки па обрабатываемую поверхность требуется сущка
на воздухе в течение 3-5 ч, что снижает производительность технологического процесса. Использование смазки в жидком состоянии влечет вибрацию инструмента, вызывающую его разрушение. Смазка плохо удаляется с
обработанной поверхности - остается прочно связанная с поверхностью пленка, требуюиа,ая значительных усилий при отмывке. Кроме того, смазка имеет недостаточно высокие антифрикционные свойства, обуславливая высокие
Зсилия протягивания инструмента, а также обеспечивает низкий класс чистоты обрабатываемой поверхности.
С целью повыщения антифрикционных свойств смазки и качества обрабатываемой
поверхности при упрощении процесса нанесения и снятия смазки с поверхности предлагается с лазка на основе воды, полиакриламида и антифрикционного наполнителя, которая дополнительно содержит соли щелочных металлов высших жирных кислот.
Смазка названа «СПГА-1 и имеет состав, вес. jb:
Полиакриламид0,4-10,0
Антифрикционный наполнитель0,3- 8,0
Соли щелочных металлов
высших жирных кислот
(мыло)0,5-12,0
ВодаДо 100
В качестве антифрикционного наполнителя может быть использован графит.
Предлагаемую смазку готовят слСхЧующим образом. Полиакриламид вначале растворяют в воде при 25-70°С, а затем в раствор добавляют мыло и высокодисперсный графит марки ГС-1 и тщательно перемешивают до получения однородной суспензии.
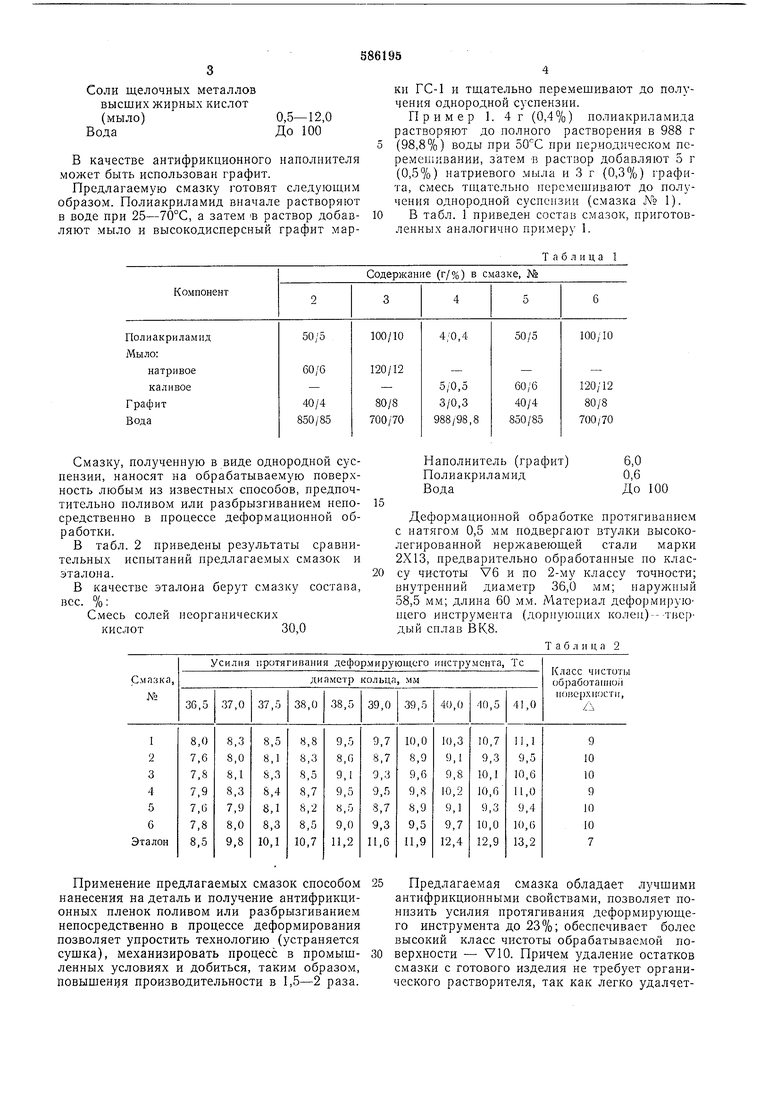
Пример 1. 4г (0,4%) полиакриламида растворяют до полного растворения в 988 г (98,8%) воды при при периодическом перемешивании, затем в раствор добавляют 5 г (0,5%) натриевого мыла и 3 г (0,3%) графита, смесь тщательно 1теремешивают до получения однородной суспензии (смазка N° 1).
В табл. 1 приведен состав смазок, приготовленных аналогично примеру 1.
Таблица 1
| название | год | авторы | номер документа |
|---|---|---|---|
| СМАЗКА ДЛЯ ХОЛОДНОЙ ОБРАБОТКИ МЕТАЛЛОВ | 1970 |
|
SU273357A1 |
| Смазка для холодного волочения металлов | 1990 |
|
SU1772141A1 |
| СМАЗКА ДЛЯ СУХОГО ВОЛОЧЕНИЯ ПРОВОЛОКИ | 1992 |
|
RU2032711C1 |
| Смазка для холодной обработки металлов давлением | 1978 |
|
SU771149A1 |
| Смазка для холодной обработки металлов давлением | 1980 |
|
SU960231A1 |
| СМАЗКА ТЕХНОЛОГИЧЕСКАЯ ДЛЯ ОБРАБОТКИ МЕТАЛЛОВ ДАВЛЕНИЕМ (ВАРИАНТЫ) | 2008 |
|
RU2497936C2 |
| СМАЗКА ДЛЯ ХОЛОДНОЙ ОБРАБОТКИ МЕТАЛЛОВ ДАВЛЕНИЕМ | 1971 |
|
SU412237A1 |
| Смазка для холодной обработки металлов давлением | 1974 |
|
SU496298A1 |
| Технологическая смазка для холодной обработки металлов давлением | 1987 |
|
SU1456459A1 |
| "Смазочно-охлаждающая жидкость для холодной обработки металлов давлением "Легвин" | 1990 |
|
SU1766953A1 |
Смазку, полученную в виде однородной суспензии, наносят на обрабатываемую поверхность любым из известных способов, предпочтительно поливом или разбрызгиванием непосредственно в процессе деформационной обработки.
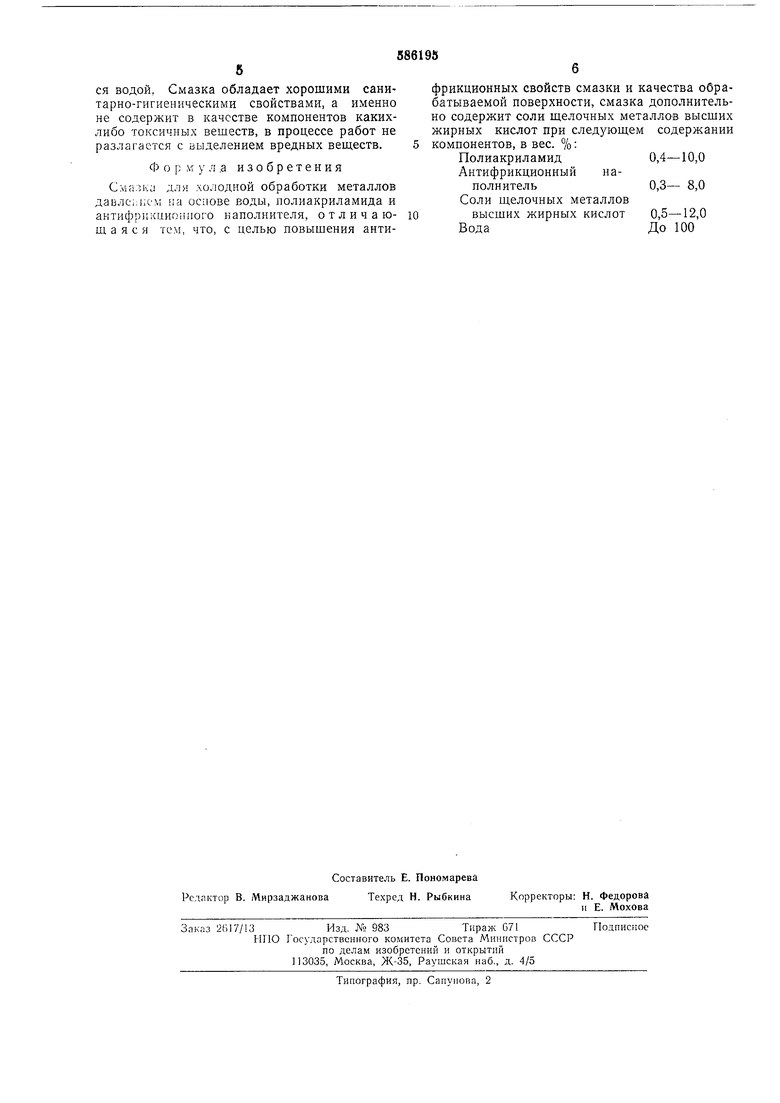
В табл. 2 приведены результаты сравнительных испытаний предлагаемых смазок и эталона.
В качестве эталона берут смазку состава, вес. %:
Смесь солей неорганических кислот30,0
Применение предлагаемых смазок способом нанесения на деталь и получение антифрикционных пленок поливом или разбрызгиванием непосредственно в процессе деформирования позволяет упростить технологию (устраняется сушка), механизировать процесс в промышленных условиях и добиться, таким образом, повышения производительности в 1,5-2 раза.
Наполнитель (графит)
Полиакриламид
Вода
Деформационной обработке протягиванием с натягом 0,5 мм подвергают вт}лки высоколегированной нержавеющей стали марки 2X13, предварительно обработанные по классу чистоты V6 и по 2-му классу точности; внутренний диаметр 36,0 мм; наружный 58,5 мм; длина 60 мм. Материал деформируЮ н;его инструмента (дориующих колец)-- твердый сплав ВК8.
Т а б . и ц а 2
Предлагаемая смазка обладает лучшими антифрикционными свойствами, позволяет понизить усилия протягивания деформирующего инструмента до 23%; обеспечивает более высокий класс чистоты обрабатываемой поверхности - V10. Причем удаление остатков смазки с готового изделия не требует органического растворителя, так как легко удалчется водой, Смазка обладает хорошими санитарно-гигиеническими свойствами, а именно не содержит в качестве компонентов какихлибо токсичных вешеств, в процессе работ не разлагается с выделением вредных веществ.
Формула изобретения
C:via.5Kj для холодной обработки металлов давлс1:1;с ia основе воды, полиакриламида и актифрикциопного наполнителя, отличающаяся тем, что, с целью повыщения антифрикционных свойств смазки и качества обрабатываемой поверхности, смазка дополнительно содержит соли щелочных металлов высших жирных кислот при следующем содержании компонентов, в вес. %:
Полиакриламид0,4-10,0
Антифрикционный наполнитель0,3- 8,0
Соли щелочных металлов высших жирных кислот 0,5-12,0
ВодаДо 100
