1 Изобретение относится к трубопрокатному производству, а точнее к рабочим клетям станов холодной прокатки труб. Известна рабочая клеть стана холодной прокатки труб, содержащая неподвижную ста нину с опорными направляющими, выполненными в виде выступов и пазов между ними, и подвижный корпус с рабочими вал ками, имеющий выступы и пазы, соответств ющие пазам и выступам направляющих станины 1. При установке подвижного корпуса в станину, выступы направляющих совмещают в пазами корпуса, затем корпус задвигают так, чтобы выступы корпуса находились над выступами станины. При работе стана корпус совершает возвратно-пост)гпательное движение, при этом площадь контакта выступов корпуса и направляющих постоянно меняется от минимума до максимума, что ведет к быстрому и неравномерному износу направлягощих из-за больших величин удельных давлешга и к снижению вследствие это го токсичности прокатываемых труб. Кроме того, неподвижная станина удлиняется на величину, необходимую для закатки корпуса при установке его в станину, что ведет к увеличению металлоемкости стана. Известна рабочая клеть стана холодной прокатки труб, содержащая стационарную станину и установленную в ней сменную на правляющую в виде плиты с двумя симмет рищто расположенными продольными пазами, имеющей механизм ее перемещения в горизонтальной и вертикальной плоскостях, и подвижный корпус с рабочими валками, имеющий выступы соответствегшо пазам в плите 2. Недостаток данной конструкщ1и - большие затраты времени при замене направляющей, связанные с необходимостью трудоемких демонтажных работ при выемке и установке подвижного корпуса в станину, так как при этом надо извлекать корпус вместе с массивной и длинной направляющей, поскольку пазы в ней выполнены вдоль всей длины и не позволяют производить от дельную выемку корпуса. В этой клети нельзя компенсировать износ боковых пластин б.ез демонтажа направляющей, что ведет к смещению оси прокатки и снижению точности прокатываемых труб. Наиболее близкой по технической сущности к предлагаемой является рабочая клеть стана холодной прокатки труб, содер жащая стационарную станину с продольными прямоугольными пазами, имеющими верхнюю и нижнюю контактные поверхности, и допол 92 нительными боковыми контактными планками, примыкающими к пазам и подвижный корпус с валками, имеющий выступы соответственно пазам станины 3. Однако в процессе эксплуатации в результате износа боковых контактных планок происходит смещение оси прокатки, что ведет к снижению точности геометрических размеров прокатываемых труб, причем износ невозможно компенсировать в процессе работы без замены направляющих, а замену . направляющих невозможно осуществить без извлечения подвижного корпуса из станины. Цель изобретения - сокращение времени на замену изнашиваемых узлов и повыщение точности геометрических размеров прокатываемых труб. Поставлеш ая цель достигается тем, что в рабочей клети стана холодной прокатки труб, .содержащей стационарную станину с продольными прямоугольными пазами, имеющими верхнюю и нижнюю контактные поверхности, и дополнителып 1ми боковыми контактными планками, примыкаюотми к пазам, и подвижный корпус с валками, имеющий выступы соответственно пазам станины, части станины, образующие верх1ше контактные поверхности пазов и несущие дополнительные боковые контактные, планки, вьщолнены. в виде съемных брусьев и снабжены приводом поперечного относительно пазов перемещения и клиновыми фиксаторами. Такое конструктивное выполнение рабочей клети стана холодной прокатки труб позволяет сократить время на замену направляющих и повысить точность геометрических размеров прокатываемых труб, благодаря тому, что боковые направляющие могут настраиваться независимо друг от друга в условиях неравномерного износа погрещности изготовления и сборки. На чертеже изображена рабочая клеть холодной прокатки труб, общий вид. Рабочая клеть стана холодной прокатки труб содержит стационарную станину 1 с продольными прямоугольными пазами с нижней контактной поверхностью 2 и съемным брусом 3, образующим верхнюю контактную поверхность и несущим дополнительные боковые контакты плапки 4, примыкающие к пазам, привод 5 поперечного перемещения брусьев, клиновые фиксаторы 6 и подвижный корпус 7 с валками 8. Устройство работает следующим образом. Дпя выемки подвижного корпуса. 7 с рабочими валками 8 из стационарной станины 1 вь1бираются клинья клиновых фиксаторов 6 и съемные брусья 3 посредством npireoJ 11315694
дов 5 попере шого относительно пазов пере-Предлагаемая рабочая клеть стана холодмещения, отводятся от подвижного корпусаной прокатки труб по сравнению с извест7, освобождая его выступы, после чего кор-ными действующими позволяет сократить пус извлекается из стационарной станинывремя на замену направляющих и повысить краном. Установка его в. стгшину произво-5 точность геометрических размеров прокатыдится в обратной последовательности. Регули-ваемых труб за счет поддержания в заданровка зазора в направляющих может произво-ном положении оси прокатки путем перидится в процессе эксплуатации по мере износа.одической регулировки зазора между конпоследних с помощью приводов перемещениятактными поверхностями подвижного корбрусьев 8.to пуса и боковь1ми контактными планками.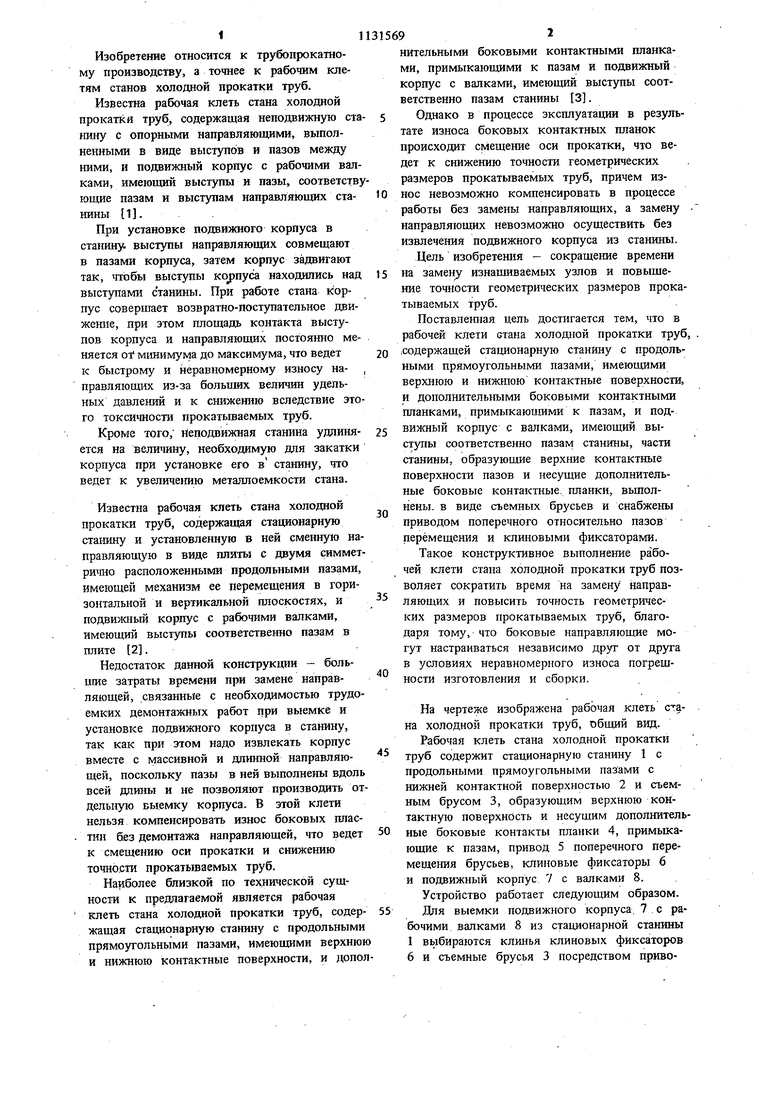
| название | год | авторы | номер документа |
|---|---|---|---|
| РАБОЧАЯ КЛЕТЬ СТАНА ХОЛОДНОЙ ПРОКАТКИ ТРУБ | 2012 |
|
RU2487771C1 |
| СТАН ХОЛОДНОЙ ПРОКАТКИ ТРУБ | 2009 |
|
RU2385779C1 |
| Рабочая клеть стана холодной прокатки труб | 1975 |
|
SU588026A1 |
| Станина рабочей клетки стана холодной прокатки труб | 1975 |
|
SU557836A1 |
| Рабочая клеть стана холодной прокатки труб | 1988 |
|
SU1526860A1 |
| Рабочая клеть стана холодной прокатки труб | 2019 |
|
RU2720330C1 |
| Вводная валковая арматура сортовой прокатной клети | 1986 |
|
SU1419781A1 |
| РАБОЧАЯ КЛЕТЬ СТАНА ХОЛОДНОЙ ПРОКАТКИ ТРУБ | 2012 |
|
RU2488454C1 |
| Рабочая клеть стана холодной прокатки труб | 1977 |
|
SU686788A1 |
| Редукционный стан | 1979 |
|
SU822935A1 |
РАБОЧАЯ 1СПБТЬ СТАНА ХОЛОДНОЙ ПРОКАТКИ ТРУБ, содержащая стационарную станину с продольными прямоугольными пазами, имеющими вермгюю и нижнюю контактные поверхности, и дополнительными боковыми контакт1П)1ми планками, примыкающими к пазам, и подвижный корпус с валками, имеющий выступ соответствс1шо пазам станины, отличающаяся тем, что, с целью сокращения време1ш на замену изнащиваемых узлов и повыщения точности геометрических размеров прокатьшаемых труб, части станины, образующие верхние контактные поверхности пазов и несущие дополнительные боковые контактные планки, выполнены В виде съемных брусьев и снабжен1 приводом поперечного относительно пазов перемещения и клиновыми фиксаторами. (П
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| А | |||
| и др | |||
| Холодная прокатка труб, М., Металлургиздат, 1962, с | |||
| Приспособление для автоматической односторонней разгрузки железнодорожных платформ | 1921 |
|
SU48A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
