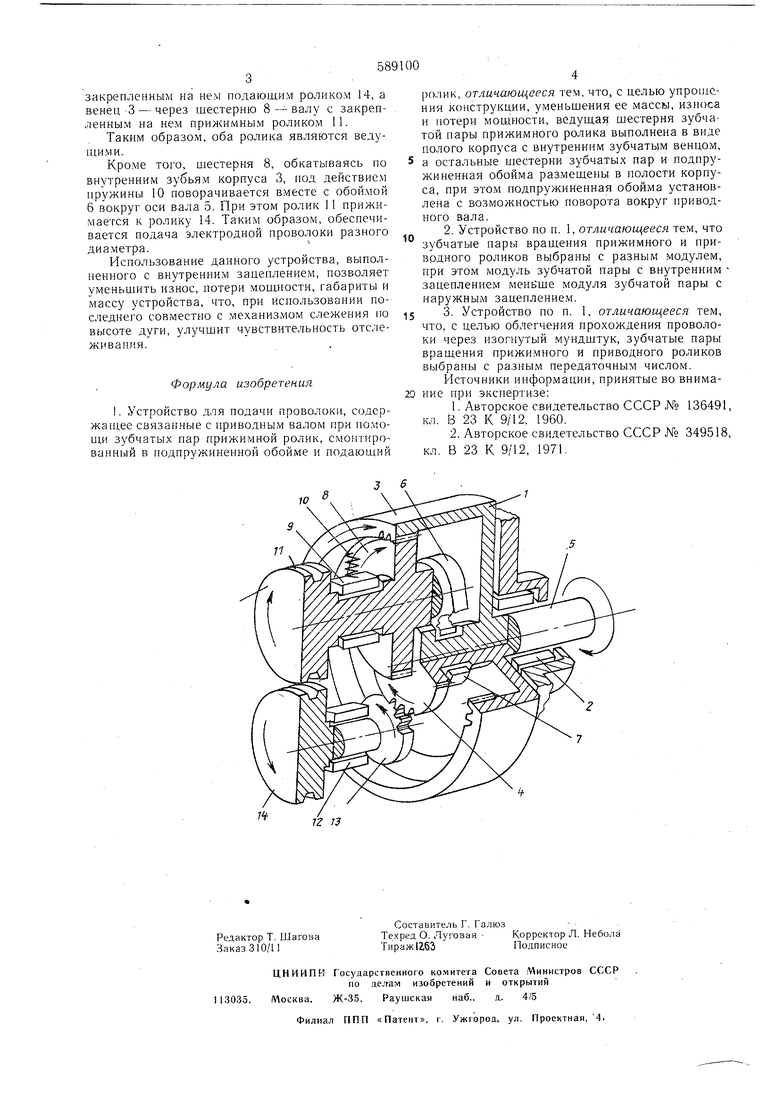
Изобретение относится к оборудованию для дуговой сварки и может быть использовано в сварочных головках при совместной работе устройства с механизмом слежения и сварочной головки по длине дуги. Известно устройство для сварки, содержащее подающий и прижимной ролики, связанные с приводами их вращения при помощи зубчатых колес 1. Недостатком этого устройства является громоздкость и затраты большой мощности. Наиболее близким по технической сущности и достигаемому результату к изобретению является устройство для подачи проволоки, содержащее связанные с приводным валом при помощи зубчатых пар прижимной ролик, смонтированный в подпружиненной обойме, и подающий ролик 2. Недостатком этого устройства является громоздкость устройства, большой вес, больщие затраты мощности и наличие большого износа. Для упрощения конструкции, уменьшения ее массы, износа и потери мощности ведущая шестерня зубчатой пары прижимного ролика выполнена в виде полого корпуса с внутренним зубчатым венцом, а остальные шестерни зубчатых пар и подпружиненная обойма разме.щены в полости корпуса, при этом подпружиненная обойма установлена с возможностью поворота вокруг приводного вала. Кроме того, зубчатые пары вращения прижимного и приводного роликов выбраны с разным модулем, при этом модуль зубчатой пары с внутренним зацеплением меньше модуля зубчатой пары. На чертеже дана схема, предлагаемого устройства. Оно состоит из полого корпуса 1, установленного на подшипнике 2 и снабженного внутренним зубчатым венцом 3, щестерни 4, сблокированной и закрепленной вместе с корпусом 1 на ведущем валу 5, обоймы 6, установленной с подшипником 7 на ведущем валу, шестерни 8, находящейся в зацеплении с венцом 3. На валу, установленном в подщипнике 9, подпружиненном пружиной 10, закреплен прижимной ролик 11. На валу, установленном в подщипнике 12, закреплена шестерня 13, находящаяся в зацеплении с шестерней 4, и приводной ролик 14. В крышке корпуса установлены подщипники 12 и 9, причем последний может перемещаться в направляющем пазу. Работа заключается в следующем: Привод сварочной головки. Передает вращение через вал 5 щестерням 3 и 4. Шестерня 4 передает вращение через щестерню 13 валу с
закрепленным на нем подающим роликом 14, а венец 3 - через шестерню 8 - валу с закрепленным на нем прижимным роликом 11.
Таким образом, оба ролика являются ведупшми.
Кроме того, шестерня 8, обкатываясь по внутренним зубьям корпуса 3, иод действием пружины 10 поворачивается вместе с обоймой 6 вокруг оси вала 5. При этом ролик 11 прижимается к ролику 14. Таким образом, обеспечивается подача электродной проволоки разного диаметра.
Использование данного устройства, выполненного с внутренним зацеплением, позволяет уменьшить износ, потери мощности, габариты и массу устройства, что, при использовании последне1Ч) совместно с механизмом слежения по высоте дуги, улучшит чувствительность отслеживания.
Формула изобретения
I. Устройство для подачи проволоки, содержащее CBH3aiiHbie с приводным валом при помощи зубчатых пар прижимной ролик, смонтированный в подпружиненной обойме и подающий
W
12 Т}
ролик, отличающееся тем, что, с целью упрощения конструкции, уменьшения ее массы, износа и потери мощности, ведущая щестерня зубчатой пары прижимного ролика выполнена в виде полого корпуса с внутренним зубчатым венцом, а остальные щестерни зубчатых пар и подпружиненная обойма размещены в полости корпуса, при этом подпружиненная обойма установлена с возможностью поворота вокруг приводного вала.
2.Устройство по п. 1, отличающееся тем, что зубчатые пары вращения прижимного и приводного роликов выбраны с разным модулем, при этом модуль зубчатой пары с внутренним зацеплением менВше модуля зубчатой пары с наружным зацеплением.
3.Устройство по п. 1, отличающееся тем, что, с целью облегчения прохождения проволоки через изогнутый мундштук, зубчатые пары вращения прижимного и приводного роликов выбраны с разным передаточным числом.
Источники информации, принятые во внимание при экспертизе:
1.Авторское свидетельство СССР jVo 136491 кл. В 23 К 9/12, 1960.
2.Авторское свидетельство СССР 349518, кл. В 23 К 9/12, 1971.
.5
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для подачи проволоки | 1978 |
|
SU841841A1 |
| Устройство для подачи сварочной проволоки | 1982 |
|
SU1055602A1 |
| Устройство для сварки неповоротных стыков труб | 1977 |
|
SU722710A1 |
| Устройство для подачи сварочной проволоки | 1981 |
|
SU941061A1 |
| Устройство для подачи сварочнойпРОВОлОКи | 1978 |
|
SU827281A1 |
| Устройство для электродуговой сварки | 1975 |
|
SU782975A1 |
| Устройство для перемещения пруткового материала | 1983 |
|
SU1082529A2 |
| УСТРОЙСТВО ДЛЯ ПОДАЧИ ПРОВОЛОКИ | 1972 |
|
SU349518A1 |
| Устройство для автоматической сварки кольцевых швов | 1985 |
|
SU1263476A1 |
| Устройство для разматывания проволоки из ферромагнитного материала | 1983 |
|
SU1129041A1 |
