1 Изобретение относится к сварочному производству и может быть использовано для сварки резервуаров из несоосных обечаек и горловин. Цель изобретения - уменьшение металлоемкости устройства, повышени качества сварки путем устранения вибрации и упругой деформации крупногабаритных изделий и повьшзение производительности путем сокращения времени монтажа.
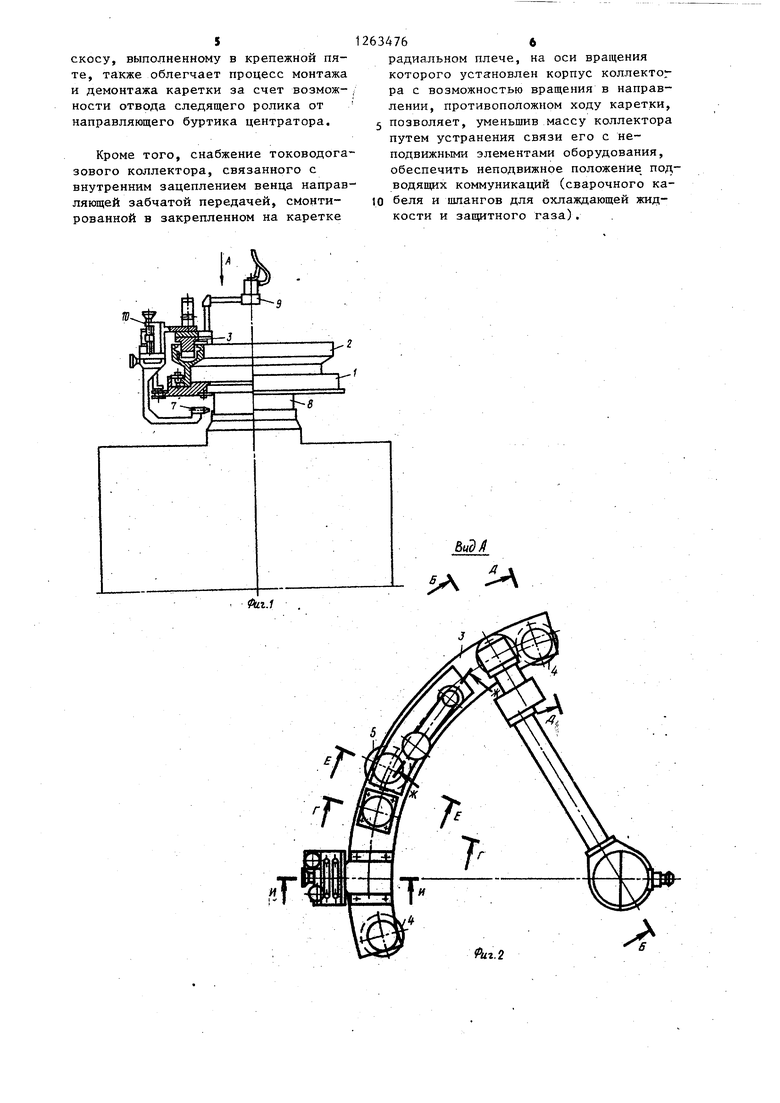
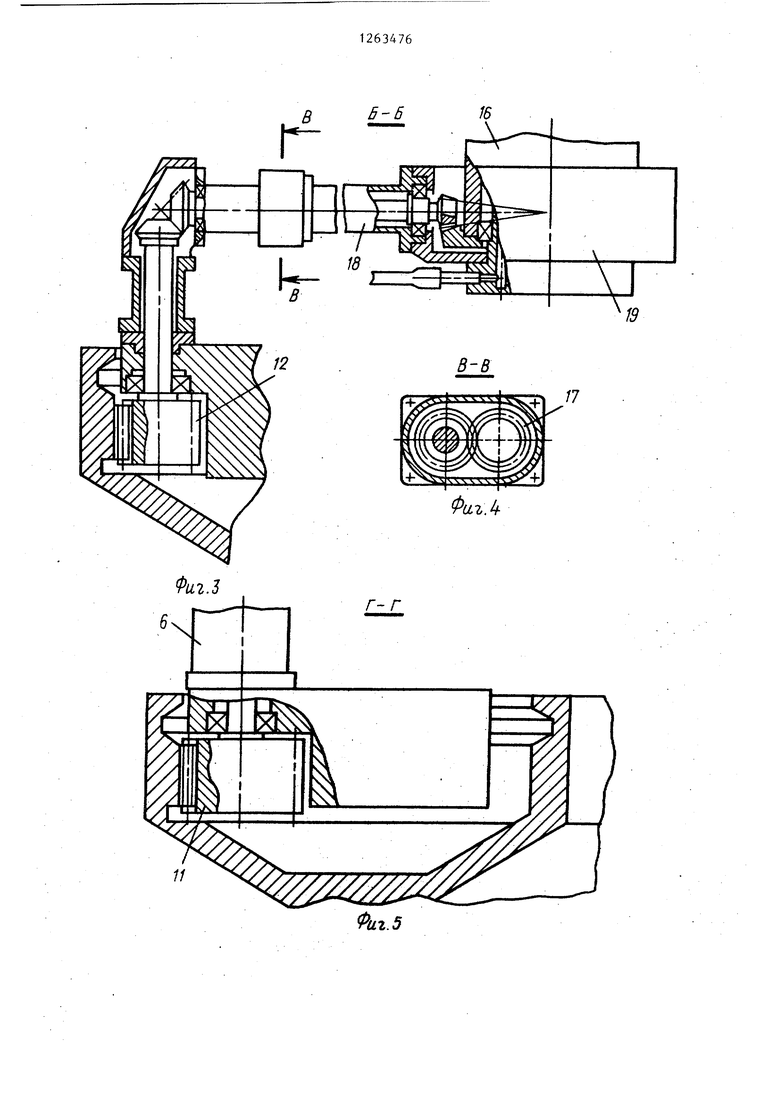
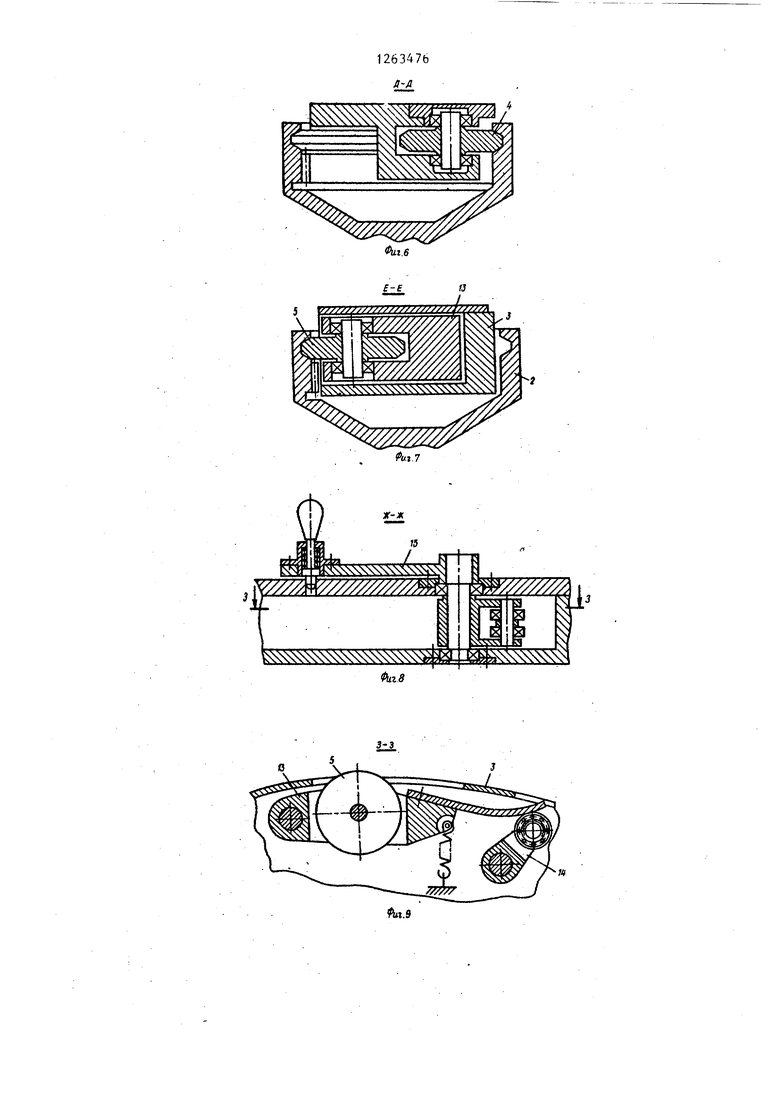
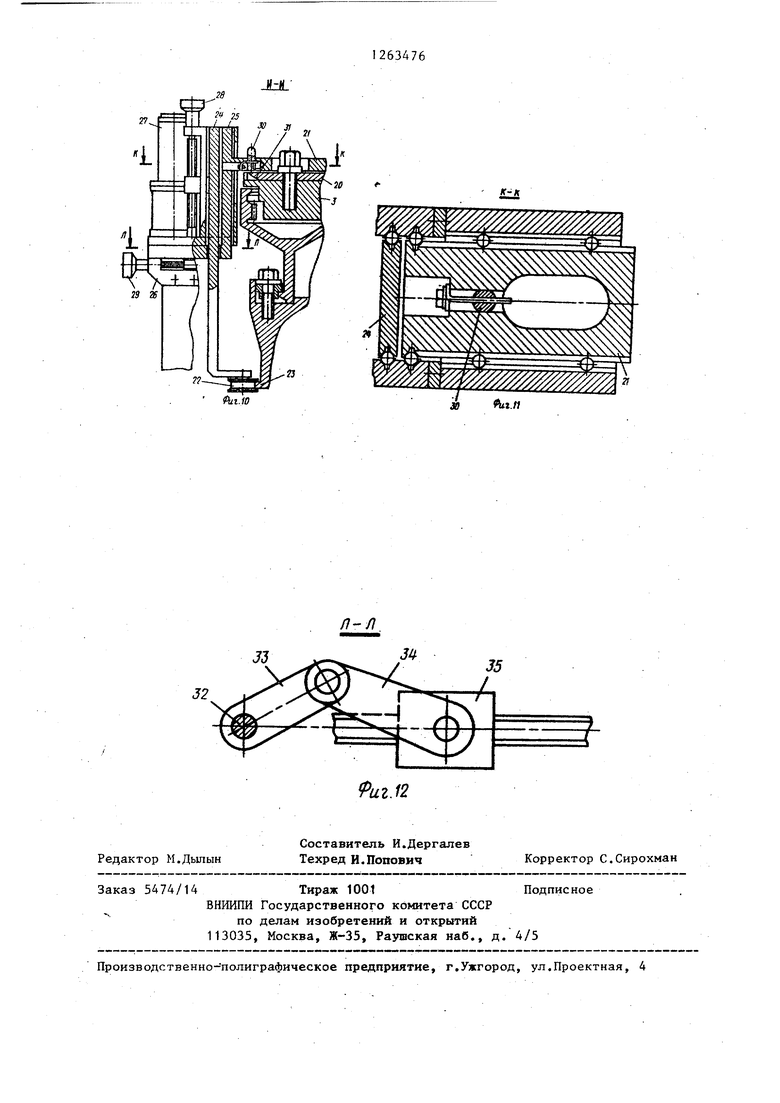
На фиг, 1 изображено устройство, общий ВИД1 на фиг. 2 - вид-А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 2j на фиг. 4 - разрез В-В на фиг. 3; на фиг. 5 - разрез Г-Г на фиг. 2; на фиг. 6 - разрез Д-Д на фиг. 2; на фиг. 7 - разрез Е-Е на фиг. 2; на .фиг. 8 - разрез Ж-Ж на фиг. 2; на фиг. 9 - разрез 3-3 на фиг. 8; на фиг. 10 - разрез И-И на фиг. 2; на фиг. 11 - разрез К-К на фиг. 10; на фиг. 12 - разрез Л-Л на фиг. 10о
Устройство для автоматической сварки кольцевых швов содержит центратор 1, направляющую 2, каретку 3 с опорными роликами 4 и 5 и привод 6 вращения сварочной горелки 7 вокруг изделия 8. На каретке закреплены тоководогазовьй коллектор 9 и механизм 10 настройки сварочной горелки 7 на стык изделия 8,
Направляющая 2 выполнена в виде и-образного профиля, на обеих внутренних поверхностях полок которого имеются канавки, с которыми контактируют ролики 4 и 5, а наружная полка снабжена зубчатым венцом с внутренним зацеплением, с которым контактируют зубчатое колесо 11 привода 6 вращения и зубчатое колесо 12 коллектора 9.
Каретка выполнена в виде сегмента, на концах которого установлены стационарные опорные ролики 4, контактирующие с канавками, выполненными на внутренней полке направляющей 2, и.противоположно установленньй им отклоняемый опорный ролик 5, смонтированньй на подпружиненном рычаге 13, шарнирно установленном на упомянутой каретке с возможностью поворота и опирающимся пружинной косолью на кривошип 14, установленный с возможностью поворота рукоятки 15, снабженной подпружиненным фикса;тором, установленным в одном из гнезд каретки.
634762
Тоководогазовый коллектор 9 состоит из конической зубчатой передачи, связывающей корпус 16 с зубчатьм венцом направляющей 2,
и реверса 17, смонтированных в
закрепленном с одной стороны на каретке 3 радиальном плече 18. G другой стороны оно закреплено на основании 19, в котором выполнены вы0 ходные каналы для подвода охлаждакяцей жидкости и защитного газа, сообщающиеся с соответствутвщими им входными каналами, выполненными в корпусе 16.
5 Механизм 10 настройки сварочной горелки состоит из смонтированных на прикрепленной к каретке 3 крепежной пяте 20 подпружиненного ползуна 21 отвода следящего ролика 22, кон0 тактирующего с направляющим буртиком 23, выполненным на центраторе
1,ползуна 24 коррекции ролика 22, ползуна 25 коррекции сварочной горелки 7, каретки 26 настройки горел5 ки на стык, связанной с механизмом 27 слежения по длине дуги и механиз мами 28 и 29 вертикальной и горизонтальной коррекции сварочной горелки 7, связанным с упомянытыми 0 соответствующими ползунами.
В ползуне 21 смонтирована подпружиненная кнопка 30, имеющая замкнутую выемку, соосную скосу 31, выполненному в крепежной пяте 20 C в положении упомянутого ползуна, обеспечивающем размыкание контакта следящего ролика 22 с направляющим буртиком 23.
Механизм 27 слежения по длине Q дуги состоит из привода 32, закрепленного на его валу кривошипа 33, связанного с толкателем 34, шарнирно установленным на гайке 35 каретки 26 настройки.
j Механизм28 вертикальной коррекции сварочной горелки 7 состоит iиз связанного с рукояткой винта и гайки ползуна 24.
Механизм 29 горизонтальной коррекции горелки состоит из связанного с рукояткой винта и гайки 35 каретки 26 настройки.
Предлагаемое устройство работает . следующим образом.
Установив на изделии 8 центратор 1 и закрепив на нем направляющую
2,вводится каретка 3 таким образом, чтобы стационарные опорные ролики
4. контактировали с канавкой внутренней полки направляющей, а зубчатые колеса 11 и 12 попали в зацепление с венцом ее наружной полки. После выведения фиксатора рукоятки 15 из гнезда каретки 3 поворотом кривошипа 14 до совмещения фиксатора с вторым гнездом каретки воздействием на рычаг 13 осуществляется контакт отклоняемого опорного ролика 5 с канавкой наружной полки направляющей 2. Затем после радиального перемещения механизма 10 настройки сварочной горелки вручную от изделия 8 происходит смещение ползуна 21, в результате чего кнопка 30 под действием пружины выводится из скоса 31 крепежной пяты 20. Одновременно вручную осевым перемещением ползуна 24 достигается установка следящего ролика 22 на буртик 23 центратора 1. После ручной настройки рукояткой механизма 28 вертикальной коррекции и рукояткой механизма 29 горизонтальной коррекции сварочная горелка 7 выводится на стык в результате перемещения ползуна 25 и каретки 26. При включении привода 6 вращения каретка 3, обкатываясь по направляющей 2, обеспечивает поворот сварочной горелки 7 вокруг свариваемого стыка При включении сварочного тока и привода 32 механизма 27 слежения по длине дуги, электрически связанного с источником питания, в результате вращения кривошипа 33 и толкателя 34 происходит радиальное слежение каретки 26 совместно с гайкой 35 и осуществляется сварка изделия 8. Одновременно с обкатьшанием каретки 3 происходит вращение радиального плеча 18 и основания 19 коллектора 9. При этом крутящий момент, воспринимаемый зубчатым колесом 12, через коническую зубчатую передачу и реверс 17 передается на коническое зубчатое колесо, за- крепленное на корпусе 16 коллектора которьй, вращаясь в направлении, противоположном ходу каретки, обеспечивает относительную неподвижност тоководогазовых подводов благодаря равенству частот вращения корпуса 16 коллектора и каретки 3.
После окончания сварки и отключения привода 6 вращения радиальным перемещением механизма 10 вручную от изделия 8 и нажатием кнопки 30
2634764
(при достижении соосности выполненной на ней замкнутой выемки со скосом 31 крепежной пяты 20) обеспечивается фиксированное отведение 5 следящего ролика 22 от направляющего буртика 23, позволяющее последующий демонтаж предлагаемого устройства. Для извлечения каретки 3 из направляющей 2 необходимо вывести JO фиксатор из гнезда каретки и отжать рукоятку 15. При этом рычаг 13 совместно с роликом 5 под действием пружины отклоняется внутрь каретки 3.
Данное устройство для автоматиt5 ческой сварки кольцевьк швов обеспечивает снижение металлоемкости сварочного оборудования и повышение качества сварки путем устранения вибрации и упругой деформации круп20 ногабаритных изделий благодаря тому, что отпадает необходимость их вращения. Такое преимущество достигается за счет того, что направляющая вьтолнена в виде U-образного профиля, на обе25 их внутренних поверхностях полок кот-орого имеются канавки, перемещающийся по которым механизм сварки позволяет сваривать кольцевые швы широкого диапазона диаметров на различных
30 поверхностях громоздких резервуаров, причем снабжение наружной полки упомянутой направляющей венцом с внутренним зубчатым зацеплением, по которому обкатьгеается ведущая
- шестерня привода сварочного механизма, позволяет, используя прочностные преимущества зубчатой передачи с внутренним зацеплением, уменьшив модуль зубчатой передачи, миниQ мизировать габариты устройства.
Изобретение позволяет повысить производительность путем сокращения времени монтажа каретки сварочного механизма благодаря тому, что один
5 из опорных ее роликов, смонтированный на механизме отвода и фиксации, может устанавливаться в тело каретки, что облегчает процесс установки сварочного механизма в направляющую.
0 Снабжение механизма настройки горелки на стык дополнительным подпружиненным ползуном, установленным с возможностью перемещения относительно крепежной пяты сварочно5 го механизма с обеспечением его фиксации благодаря смонтированной в указанном ползуне подпружиненной кнопке, имеющей выемку, соосную
скосу, выполненному в крепежной пяте, также облегчает процесс монтажа и демонтажа каретки за счет возможности отвода следящего ролика от направляющего буртика центратора.
Кроме того, снабжение тоководогазового коллектора, связанного с внутренним зацеплением венца направляющей забчатой передачей, смонтированной в закрепленном на каретке
12634766
радиальном плече, на оси вращения которого установлен корпус коллектор
/ ра с возможностью вращения в направлении, противоположном ходу каретки, 5 позволяет, уменьшив массу коллектора путем устранения связи его с неподвижными элементами оборудования, обеспечить неподвижное положение подводящих коммуникаций (сварочного ка10 беля и шлангов для охлаждающей жидкости и защитного газа),
Фиг.г .г.5 г ЛД

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для электродуговой сварки | 1975 |
|
SU782975A1 |
| Устройство для сварки неповоротных стыков труб | 1974 |
|
SU522930A1 |
| Устройство для сварки неповоротных стыков труб | 1977 |
|
SU722710A1 |
| Устройство для дуговой сварки | 1990 |
|
SU1780958A1 |
| Устройство для сварки неповоротных стыков труб | 1984 |
|
SU1186440A1 |
| ГОЛОВКА ДЛЯ ОРБИТАЛЬНОЙ СВАРКИ | 2016 |
|
RU2641208C2 |
| УСТРОЙСТВО ДЛЯ НАСТРОЙКИ СВАРОЧНОЙ ГОРЕЛКИ НА СТЫК | 1987 |
|
SU1471416A1 |
| Устройство для автоматической сварки внутренних кольцевых швов | 1982 |
|
SU1026996A1 |
| СВАРОЧНАЯ ГОЛОВКА | 1990 |
|
RU2048281C1 |
| ГОЛОВКА ДЛЯ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ | 2011 |
|
RU2457089C1 |
1. УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОЙ СВАРКИ КОЛЬЦЕВЫХ ШВОВ, содержащее центратор, каретку с опорными роликами, взаимодействующую с направляющей, на которой смонтирована горелка с приводом вращения, тоководогаэовый коллектор с корпусом, механизм настройки горелки на стык, механизм слежения по длине дуги с,приводом, отличающее с я тем, что, с целью повышения качества сварки путем устранения вибрации и упругой деформации крупногабаритных изделий, в направляющей выполнена полость по всему ее периметру криволинейного профиля с зубчатым венцом с внутренним зубчатым зацеплением, каретка установлена с возможностью контактирования опорными роликами с внутренними скосами полости направляющей, тоководогазовый коллектор снабжен зубчатой передачей с реверсом, кинематически связанной с зубчатым венцом направляющей, и корпусом коллектора. 2.Устройство по п. 1, отличающееся тем, что, с целью повышения производительности путем сокращения времени монтажа каретки,устройство снабжено подпружиненным рычагом с консолью, крит вошипом и рукояткой с фиксатором, а в каретке выполнены гнезда, при этом один из опорных роликов смонтирован На рычаге, который шарнирно установлен на каретке с возможностью взаимодействия посредством (ft консоли с кривошипом, связанным с рукояткой, фиксатор которой расположен в одном из гнезд каретки, 3.Устройство по п, 1, отличающееся тем, что механизм настройки горелки на стык выполнен в виде крепежной пяты со скошенным торцом, подпружиненного ползуна, и установленного с возможностью переСО мещения относительно этой пяты, и ц подпружиненной кнопки, в которой : выполнена выемка соосно скосу пяты, смонткрованной на ползуне. 4.Устройство поп, 1, отличающееся тем, что механизм слежения по длине дуги выполнен в вцде закрепленного на валу привода кривошипа, кинематически связанного с кареткой механизма настройки.
SB
| Устройство для сварки изделий с несоосными элементами | 1982 |
|
SU1063567A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Устройство для автоматической электродуговой приварки штуцеров к цилиндрическим и шаровым поверхностям | 1976 |
|
SU625873A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
