Для суперфиниша цилиндрических изделий, например, роликов, уже известно применение бесцентровых станков, в которых абразивные бруски укреплены на стержне, совершающем возвратно-поступательное движение вдоль над пространством между вращающимися барабанами, служащими для вращения обрабатываемых роликов.
В подобных станках предлагается установить с одного и другого конца барабанов по паре дисков. Одна пара дисков будет подавать ролики из загрузочного приспособления на барабаны, а другая- предотвращать захватывание роликов абразивными брусками при их осевых колебательных движениях. Такое устройство дает возможность вести работу сквозным методом, подобно тому, как это имеет место при бесцентровом шлифовании.
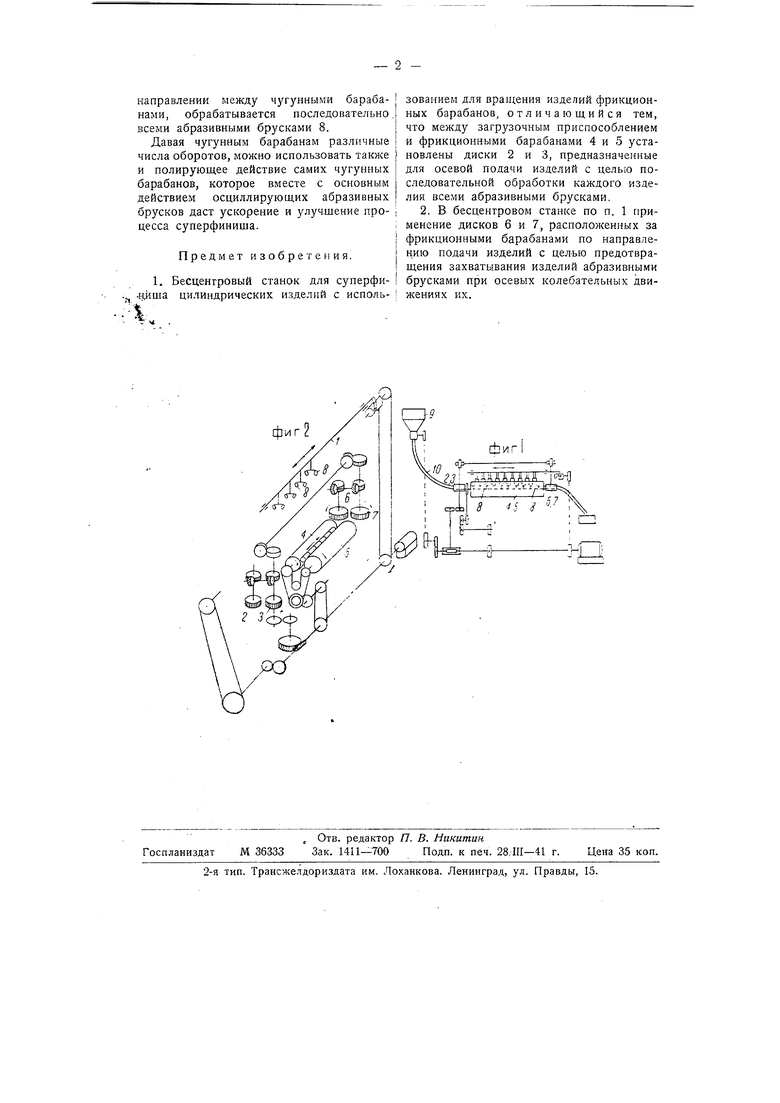
На чертеже фиг. 1 изображает схематически вид станка, фиг. 2-кинематическую схему его.
Обрабатываемые ролики подаются из загрузочного приспособления 9 по трубке 10 к двум вращающимся подающим резиновым дискам 2 и 3.
Пройдя между подающими дисками, ролики попадают между двумя параллельными вращающимися чугунными барабанами 4 и 5, которые придают роликам вращательное движение.
За чугунными барабанами имеются ди ски 6 и 7 таких же размеров и с такою же скоростью вращения, как и первые подающие диски 2 и 3. Назначение дисков 6 и 7 заключается в задержке роликов от дополнительного осевого передвижения и выбрасывания их, которое может получиться вследствие колебательного абразивных брусков.
Возможно, однако, что при большом количестве колебательных движений (предположительно 700-900 в минуту) абразивных брусков,последние не будут захватывать ролики и передвигать их, так что не будет необходимости в дисках 6 и 7.
Абразивные бруски 8 скрепляются парами на пружинах в державках, которые, в свою очередь, укрепляются одна за другой на стержне 1, идущем над барабанами параллельно их оси.
В процессе работы этот стержень вместе с абразивными брусками получает возвратно-поступательное движение.
При этом абразивные бруски, касающиеся роликов с малым давлением, производят обработку цилиндрической поверхности роликов.
Каждый ролик, перемещаясь в осевом
направлении между чугуннылги барабанами, обрабатывается последовательно, всеми абразивными брусками 8.
Давая чугунным барабанам различные j числа оборотов, можно использовать также и полирующее действие самих чугунных барабанов, которое вместе с основным действием осциллирующих абразивных брусков даст ускорение и улучшение процесса суперфиниша.
Предмет изобретения.
1. Бесцентровый станок для суперфи.н,иша цилиндрических изделий с использованием для вращения изделий фрикционных барабанов, отличающийся тем, что между загрузочным приспособлением и фрикционными барабанами 4 и 5 установлены диски 2 и 3, предназначенные для осевой подачи изделий с целью последовательной обработки каждого изделия всеми абразивными брусками.
2. В бесцентровом станке по п. 1 применение дисков 6 и 7, расположенных за фрикционными барабанами по направлению подачи изделий с целью предотвращения захватывания изделий абразивными брусками при осевых колебательных движениях их.
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматический станок для изготовления фарфоровых изоляторов | 1930 |
|
SU27914A1 |
| СПОСОБ ПНЕВМОХОНИНГОВАНИЯ | 2004 |
|
RU2252126C1 |
| СТАНОК ДЛЯ ОКОНЧАТЕЛЬНОЙ ОТДЕЛКИ ТРУЩИХСЯ ЦИЛИНДРИЧЕСКИХ ПОВЕРХНОСТЕЙ | 1946 |
|
SU71352A1 |
| Станок для обточки деревянных шпуль | 1930 |
|
SU21416A1 |
| Устройство для хонингования наружных поверхностей | 1987 |
|
SU1530419A1 |
| Способ зачистки осевых каналов роторов турбин и устройство для его осуществления | 1990 |
|
SU1784448A1 |
| Многопозиционная машина для бесшвейного скрепления предварительно зажатых в контейнеры книжных блоков | 1958 |
|
SU119866A1 |
| СПОСОБ ВИБРАЦИОННОГО ХОНИНГОВАНИЯ | 2004 |
|
RU2252856C1 |
| Станок для шлифования торцов пружин | 1988 |
|
SU1548015A1 |
| УСТРОЙСТВО ДЛЯ ФИНИШНОЙ ОБРАБОТКИ ДЕТАЛЕЙ | 1995 |
|
RU2078677C1 |
йиг
-V
ДДДДДАдД
f к
ii
: СП
