Яиг.3
16 П
Изобретение относится к машинострое нию и может быть использовано для обработки торцов цилиндрических изделий, в частности торцов витых пружин абразивными кругами.
Целью изобретения является повышение производительности и качества обработки торцов пружин за счет интенсификации режимов обработки.
На фиг. 1 показан станок, вид сверху; на фиг. 2 - то же, вид спереди; на фиг. 3 - разрез А-А на фиг. 2.
Станок для шлифования торцов пружин содержит шлифовальные бабки 1 с абразивными кругами 2, расположенные последовательно по обе стороны цепного транспортера 3. На бесконечных ветвях цепного транспортера 3, связанных между собой рейками-подавателями 4, закреплены ролики 5, которые опираются на горизонтальные участки рельса 6, закрепленные на станине транспортера 3. Верхние горизонтальные плоскости 7 станины совместно с боковыми поверхностями реек-подавателей 4 образуют нижнюю опорную плоскость базирующих элементов для обрабатываемых деталей (пружин) 8. При этом рейки-подаватели 4, жестко закрепленные на гибких ветвях цепного транспортера 3, приводятся в движение от взаимодействия приводного зубчатого -колеса 9 с цепным транспортером 3. Загрузка станка осуществляется с помощью лотка 10, а выгрузка - с помощью лотка 11.
Для осевой подачи пружин 8 к абразивному кругу 2 и их вращения введено устройство, содержащее механизм 12 для передачи вращения посредством консольного вала 13 на эластичный диск 14. При этом эластичный диск 14 (в данном случае принято, например, автомобильное колесо) установлен над транспортером 3 на высоту, обеспечивающую устойчивый контакт по поверхности 15 с пружиной 8 с возможностью регулирования как по высоте, так и по развороту на необходимый угол к направлению движения транспортера 3. В нижней части обрабатываемая пружина 8 опирается на опорный барабан 16, смонтированный в опорах 17 качения и установленный на станине транспортера 3 в зоне шлифовки. Для плавного ввода и ограничения в винтовом движении обрабатываемой пружины 8 в зону резания и вывода из нее на станине транспортера 3 установлена пары регулируемых в горизонтальной плоскости копиров 18 (фиг. 1).
Станок работает следующим образом.
Пружины 8 поступают с лотка 10 в базирующие элементы транспортера 3, который перемещает их в зону обработки к эластичному диску 14. При поступательном движении пружины 8 на транспортере 3 эластичный диск 14 входит во фрикционное
зацепление с обрабатываемой пружиной 8 и благодаря развороту на некоторый угол 1 -15° эластичного диска 14 и разнице в силах трения между последним и пружиной 8 с одной стороны, а также фрикционного зацепления обрабатываемой пружины 8 с лпорной поверхностью барабана 16 с другой стороны происходит вращение пружины 8 с одновременной осевой подачей к абразивному кругу 2. Величина осевой подачи пропорциональна углу разворота эластичного диска 14. Эластичный диск 14 деформируется и входит в контакт с большим числом витков пружины 8, что обеспечивает надежное фрикционное зацепление как
5 для вращения пружины, так и для создания осевого усилия шлифовки.
Пары копиров 18 обеспечивают плавный ввод и ограничение в винтовом движении пружины 8 в зону резания и вывода из нее в результате осевой подачи с одновременным вращением пружины 8 вокруг своей оси при непрерывном движении транспортера 3.
Пройдя таким образом две-три позиции шлифовки с одной стороны транспортера,
5 пружины после этого подаются посредством приводного эластичного диска 14 на другую сторону транспортера 3 для обработки второго торца. Обработанная с двух сторон пружина по лотку 11 поступает на следующую операцию.
0 Настройка станка сводится к установке приводного эластичного диска над транспортером на высоту, обеспечивающую устойчивый фрикционный контакт с пружиной и разворот его на определенный угол к(1 - 15а) с целью обеспечения осевой подачи.
5
Формула изобретения
Станок для шлифования торцов пружин, содержащий транспортер с базирую0 щими и опорными элементами, шлифовальные бабки, установленные на станине последовательно по обе стороны от транспортера, и механизм осевой подачи и вращения обрабатываемых деталей, отличающийся тем, что, с целью повышения произ5 водительности и качества обработки, механизм осевой подачи и вращения деталей выполнен в виде расположенных напротив каждой шлифовальной бабки опорного барабана, ось которого перпендикулярна транспортеру, выполненному цепным, и эластичного диска, установленного оппозитно барабану с возможностью регулирования положения его оси в вертикальной плоскости и разворота относительно барабана на угол 1-15°, при этом станок снабжен
е парами копиров, закрепленными на станине по обе стороны от шлифовальной бабки с возможностью регулирования их положения в горизонтальной плоскости.
0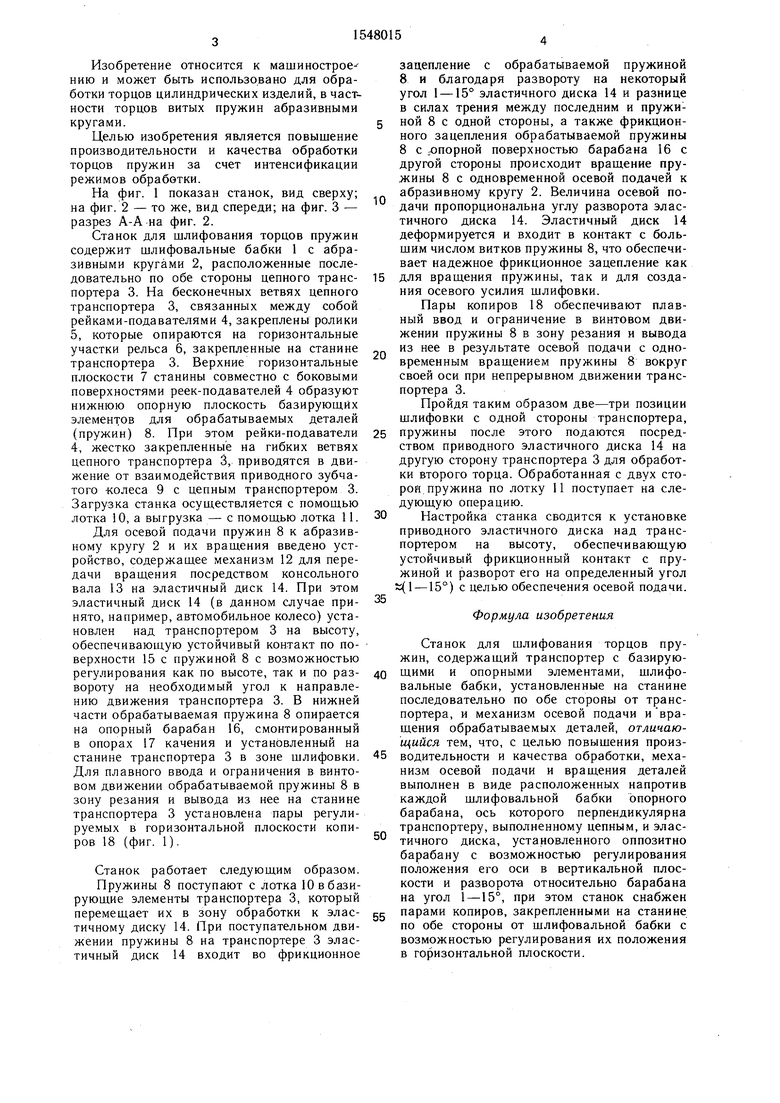
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для шлифования торцов пружин | 1983 |
|
SU1093494A1 |
| Станок для шлифования торцов пружин | 1985 |
|
SU1306693A1 |
| Станок для шлифования торцов витых пружин | 1981 |
|
SU975341A1 |
| Ленточно-шлифовальный станок | 1980 |
|
SU921803A1 |
| Станок для обработки дисковых изделий | 1982 |
|
SU1007947A1 |
| СПОСОБ ОБРАБОТКИ ТОРЦОВ ПРУЖИН И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2223851C2 |
| Обдирочно-шлифовальный станок | 1983 |
|
SU1703403A1 |
| Станок для шлифования наружной поверхности вращения длинномерных деталей | 1985 |
|
SU1278185A1 |
| Станок для шлифования торцевых поверхностей деталей | 1981 |
|
SU1116976A3 |
| Устройство для шлифования поверхностей вращения | 1978 |
|
SU766833A1 |
Изобретение относится к машиностроению и может быть использовано для обработки торцов цилиндрических изделий, в частности торцов витых пружин абразивными кругами. Целью изобретения является повышение производительности и качества обработки торцов пружин за счет интенсификации режимов обработки. Станок содержит цепной транспортер с базирующими элементами, шлифовальные бабки, механизм вращения и осевого перемещения обрабатываемых деталей, выполненный в виде приводного вращающегося эластичного диска 14, установленного с возможностью регулирования как по высоте, так и по развороту его оси на 1-15° к направлению движения транспортера. Опорный узел для восприятия радиальной нагрузки и обеспечения вращения обрабатываемых деталей выполнен в виде неприводного вращающегося барабана 16, размещенного на раме транспортера в опорах качения в зоне резания. Цепной траснпортер подает пружину 8 в зону обработки между эластичным диском 14 и опорным барабаном 16, которые обеспечивают интенсивное вращение детали вокруг своей оси и подачу ее за счет разворота диска на инструмент 2, в результате происходит обработка торца пружины. 3 ил.
фиг.1
W
| Станок для шлифования торцов пружин | 1983 |
|
SU1093494A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
