Применяемые в настоящее время спо- j собы сварки угловых соединений (тавр, нахлестка и др.), в особенности при положении „в лодочку, не дают провара вершины угла. Вследствие этого в технические условия на основные сварные конструкции, в частности, на вагонные, введены ограничения; при сварке первого слоя угловых соединений не разрешается применять электроды диаметром свыше 5 мм для более глубокого проникнове- ; ния в вершину угла. Однако, и при электроде диаметром в 5 мм при положениях детали в „лодочку, как правило, . получается непровар вершины, что при- ; водит или к значительному ослаблению сварного соединения или-при налаженном внутреннем контроле-должно приводить к массовому браку.;
Кроме того, ограничение применения | диаметров электродов вызывает резкое понижение производительност и сварки. ;
Предлагаемый способ сварки, имеюший цельЕО обеспечить надежность провара i вершины угла даже при больших диаметрах электрода, заключается в следуюш,ем:
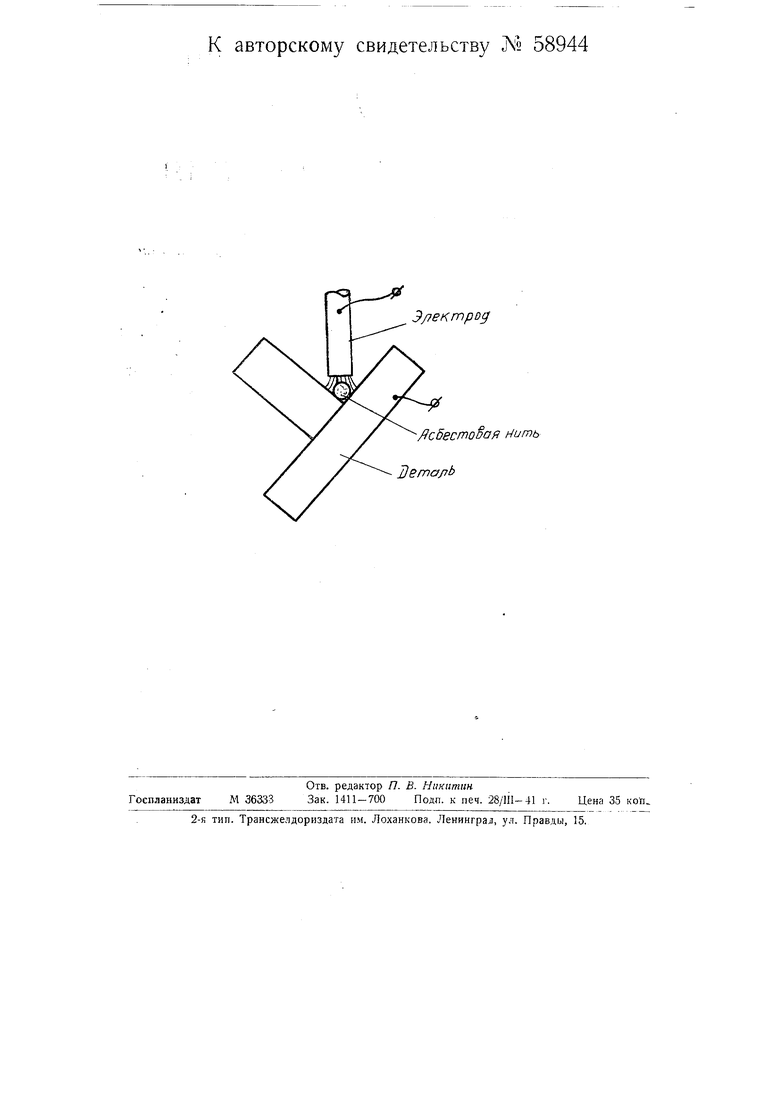
В вершину угла (см. чертеж) закладывается асбестовая нить, которая, сгорая под действием тепла вольтовой дуги, развивает реакции, способствуюш,ие значительной -глубине провара, и хорошо сплавляет
кромку; кроме того, лежащий в углу асбест не позволяет затекать щлаку вперед дуги. Электроды при этом могут применяться любых марок, как тонко обмазанные, так и толсто обмазанные.
Предлагаемый способ сварки применяться как при наклонном, так и при лежачем электроде, в и автоматическом процессе.
Преимущество такого способа сварки заключается: 1) в возможности применения при сварке угловых соединений повышенных диаметров электродов, благодаря чему в несколько раз увеличится производительность; 2) в создании глубокого провара, повышающего надежность углового сварного соединения. Кроме того, при тонко обмазанном электроде по.чучается возможность газовой защиты металлов.
Предмет изобретения.
Способ сварки угловых соединений, отличающийся тем, что, с целью достижения хорошего провара вершины угла, в него закладывают асбестовую нить, предназначенную-под действием тепла дуги-вызывать реакции, способствующие провару верщины угла, и кроме того предотвращать затекание шлака вперед дуги.
Э/ ек:трод
/ сбесгг о§ая нить
llemapb
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ | 2006 |
|
RU2348494C2 |
| Способ дуговой точечной сварки | 1990 |
|
SU1729712A1 |
| СПОСОБ ДВУСТОРОННЕЙ ДУГОВОЙ СВАРКИ ТАВРОВЫХ СОЕДИНЕНИЙ | 2015 |
|
RU2593244C1 |
| СПОСОБ ДУГОВОЙ СВАРКИ ДЕТАЛЕЙ С БОЛЬШОЙ РАЗНИЦЕЙ ТОЛЩИН | 2003 |
|
RU2231431C1 |
| Способ автоматической двухдуговой сварки тонкостенных тавровых соединений | 1978 |
|
SU766785A1 |
| СПОСОБ СВАРКИ ЭЛЕМЕНТОВ С БОЛЬШОЙ РАЗНИЦЕЙ ТОЛЩИН | 2011 |
|
RU2469828C1 |
| Способ импульсной дуговой сварки неплавящимся электродом | 1982 |
|
SU1097463A1 |
| СПОСОБ ЛАЗЕРНО-ДУГОВОЙ СВАРКИ УГЛОВЫХ ШВОВ ТАВРОВЫХ СОЕДИНЕНИЙ | 2018 |
|
RU2697545C1 |
| СПОСОБ ДУГОВОЙ СВАРКИ | 2013 |
|
RU2530104C1 |
| СПОСОБ СВАРКИ КОРПУСНЫХ КОНСТРУКЦИЙ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ | 1996 |
|
RU2089364C1 |