1
Изобретение относится к области холодной обработки металлов давлением и может быть использовано при изготовлении полых глубоких изделий.
Известен способ получения полых изделий из листовой заготовки путем вытялскн подвижной матрицей по неподвижному пуансону 1.
Однако известный способ не позволяет получать значительные коэффициенты вытяжки за одну операцию из-за того, что их величина ограничивается утонением материала на вытяжной кромке матрицы и гофрообразованием во фланце заготовки, что снижает качество готового изделия.
С целью повышения качества готового изделия в предложенном способе одновременно с вытяжкой осуществляют калибровку обжимом по пуансону с помощью энергии магнитного поля, а вытяжку ведут с высокой скоростью постадийно, сообщая матрице возвратно-поступательное пульсирующее перемещение.
На фиг. 1 показано одно из возможных устройств для получения полых изделий из листового материала в исходном положении; на фнг. 2 - то же, в промежуточном положении процесса деформирования; на фиг. 3 - то же, в исходном положении перед осуа1;ествлением следующего цикла деформирования.
Устройство для реализации предложенного способа содержит индуктор 1 с токопроводом 2, подсоединенным к источнику импульсного тока 3, который выполнен в виде соленоида, переходящего в плоскую спираль. Устройство также содержит пуансон 4 и прижимную плиту 5.
Листовую заготовку 6 укладывают на индуктор 1.
Пуансон 4 вводят в отверстие в прюкимной плите 5, которое соосно с отверстием индуктора 1. Прижимную плиту 5 устанавливают на расстоянии / от плоской рабочей поверхности индуктора 1. Величину / выбирают из условия отсутствия складок во фланце заготовки 6 при его деформировании.
При прохождении импульсного тока по токопроводу 2 индуктора 1 фланец заготовки 6 перемещается с высокой скоростью до соударения с прижимной плитой 5, при этом центральная часть фланца заготовки 6 облегчает пуансон 4. Затем пуансон 4 вместе с заготовг ой 6 перемещают до соприкосновения ее фланца с плоской рабочей частью индуктора 1. После этого осуществляют следующий цикл деформирования. При втором и последующих циклах одновременно с деформированием фланца происходит калибровка обжимом по
пуансону 4 части заготовки 6, расположенной в отверстии индуктора 1, с помощью энергии магнитного поля.
Формула изобретения
Способ получения полых изделий из листовой заготовки путем вытяжки подвижной матрицей по неподвижному пуансону, отличающийся тем, что, с целью повышения качества готового изделия, одновременно с вытяжкой осуществляют калибровку обжиМом пб пуансону с помощью энергии магнитного поля, а вытяжку ведут с высокой скоростью постадийно, сообщая матрице возвратно-поступательное пульсирующее перемещение.
Источники информации, принятые во внимание при экспертизе 1. Романовский В. П. Справочник по холодной штамповке. М.-Л., «Машгиз, 1965, с. 134.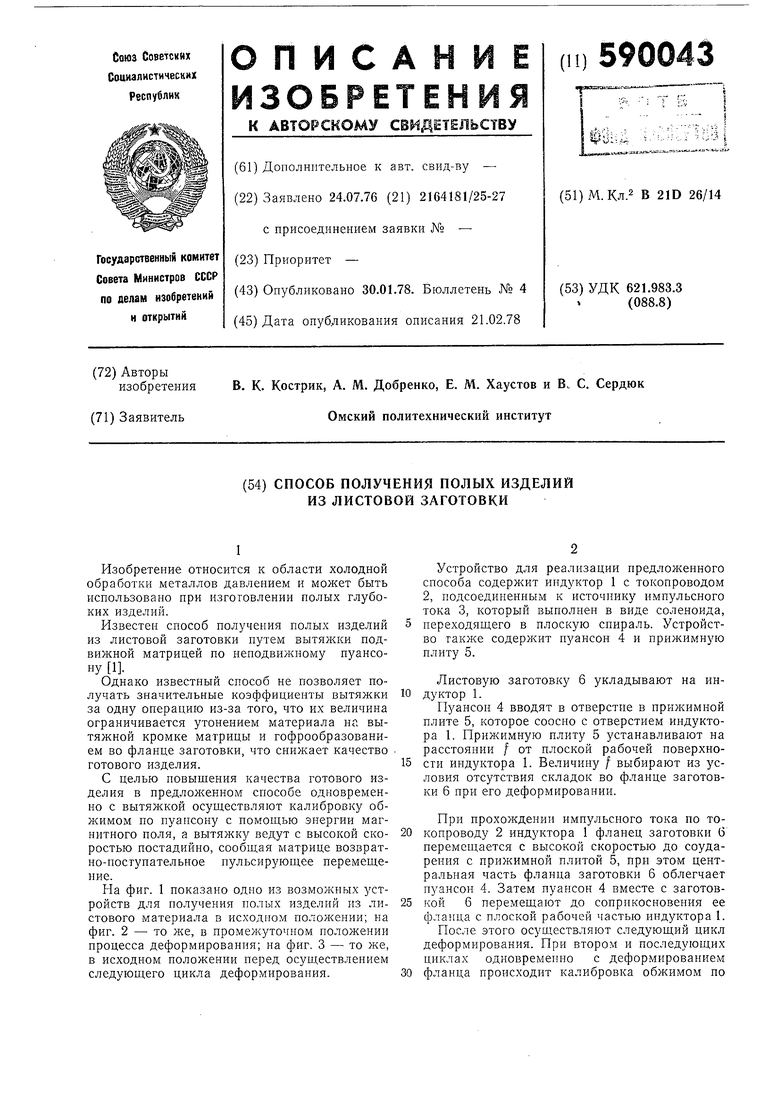
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ МЕТАЛЛИЧЕСКИХ ЕМКОСТЕЙ | 1994 |
|
RU2074038C1 |
| Устройство для получения полых изделий из листовой заготовки | 1987 |
|
SU1520732A1 |
| Устройство для вытяжки полых изделий из плоской заготовки | 1986 |
|
SU1409379A1 |
| Способ гидромеханической вытяжки листовых заготовок | 1990 |
|
SU1750801A1 |
| ШТАМП СОВМЕЩЕННОГО ДЕЙСТВИЯ ДЛЯ ПОЛУЧЕНИЯ ПРЕИМУЩЕСТВЕННО ТРУБНЫХ ИЗДЕЛИЙ С ПЛОСКИМ ФЛАНЦЕМ | 2011 |
|
RU2460604C1 |
| ГИДРАВЛИЧЕСКИЙ ПРЕСС ДВОЙНОГО ДЕЙСТВИЯ | 1970 |
|
SU269138A1 |
| СПОСОБ ВЫТЯЖКИ СЛОЖНЫХ КРУПНОГАБАРИТНЫХ ДЕТАЛЕЙ В ШТАМПЕ НА ПРЕССЕ ДВОЙНОГО ДЕЙСТВИЯ (ВАРИАНТЫ) | 2008 |
|
RU2429098C2 |
| Штамп для вытяжки с дифференцированным нагревом | 1989 |
|
SU1673242A1 |
| Устройство для магнитно-импульсной штамповки листовых материалов | 2016 |
|
RU2660505C2 |
| СПОСОБ ПОЛУЧЕНИЯ ГИЛЬЗ ПАТРОНОВ СТРЕЛКОВОГО ОРУЖИЯ | 1996 |
|
RU2113309C1 |
1риг.1
CPUS. 2
