Изобретение относится к листовой штамповке и может быть использовано для штамповки крупногабаритных деталей из листовых материалов, преимущественно для штамповки-вытяжки крупногабаритных кузовных деталей транспортных средств, бытовой и другой техники на прессах двойного действия.
Известен способ вытяжки детали без фланца на прессе двойного действия в штампе, содержащем пуансон, закрепленный на внутреннем ползуне пресса, матрицу, закрепленную на нижней неподвижной плите штампа, и прижим, закрепленный на наружном ползуне пресса (Романовский В.П. «Справочник по холодной штамповке». - СПб.: Машиностроение, 1979, с.441, рис.346).
Известен также способ вытяжки детали с фланцем на прессе двойного действия в штампе, содержащем пуансон, закрепленный на внутреннем ползуне пресса, матрицу, закрепленную на нижней неподвижной плите штампа, и прижим, закрепленный на наружном ползуне пресса (Нефедов А.П. Конструирование и изготовление штампов. М.: Машиностроение, 1973, с.64, рис.46).
Общим недостатком данных способов вытяжки в штампе с неподвижной матрицей является их ограниченная область применения для вытяжки не очень сложных кузовных деталей, которые можно вытянуть и без прижима центральной части заготовки в процессе вытяжки. Если данными способами попытаться вытянуть очень сложную кузовную деталь, то в процессе вытяжки под воздействием сжимающих напряжений неприжатая центральная часть заготовки потеряет устойчивость с образованием складок и деталь получится бракованной. Поэтому, чтобы изготовить очень сложную кузовную деталь вышеуказанными способами вытяжки, в настоящее время на практике такую деталь обычно разбивают на несколько несложных деталей, каждую деталь вытягивают известным способом по отдельности и затем сваривают в одну сложную деталь.
Задачей изобретения является разработка способа вытяжки детали на прессе двойного действия, который позволяет изготавливать сложные крупногабаритные цельноштампованные кузовные детали.
В целом задача решается за счет того, что вырубленную из листового материала и предварительно изогнутую заготовку вытягивают на прессе двойного действия в штампе с перемещающейся с определенной силой центральной частью матрицы, которая в процессе вытяжки создает прижим центральной части заготовки вытяжки деталей в штампе на прессе двойного действия с предварительным прижимом периферийной и центральной частей заготовки.
Для решения данной задачи по первому варианту предлагается способ вытяжки сложных крупногабаритных деталей с прижимом периферийной и центральной частей заготовки в штампе на прессе двойного действия, включающий укладку заготовки на матрицу штампа, прижим периферийных участков заготовки прижимом штампа при ходе наружного ползуна пресса и последующее формоизменение центральной части заготовки пуансоном и матрицей при ходе внутреннего ползуна пресса с закрепленным на ползуне пунсоном, отличающийся тем, что вырубленной из листового материала плоской заготовке придают изгибом форму развертывающей поверхности, приближающейся к форме поверхности центральной части вытянутой детали; изогнутую заготовку укладывают на подвижную подпружиненную центральную часть матрицы, выступающую над неподвижной периферийной частью матрицы; управляемую по ходу вытяжки силу пружин, размещенных под центральной частью матрицы, устанавливают больше силы деформирования части заготовки, расположенной над этой частью матрицы, в течение всего процесса деформирования заготовки; осуществляют деформирование и прижим периферийных участков заготовки при ходе наружного ползуна пресса посредством закрепленного на этом ползуне прижима штампа по развертывающейся прижимной поверхности неподвижной периферийной части матрицы; при ходе внутреннего ползуна пресса закрепленный на этом ползуне пуансон начинает деформировать центральную часть заготовки на начальной стадии вытяжки, и так как сила пружин больше силы деформирования заготовки, то на начальной стадии вытяжки центральная часть матрицы неподвижна, и пуансон деформирует центральную часть заготовки по центральной части матрицы до тех пор, когда зазор между пуансоном и центральной частью матрицы станет равным толщине заготовки; на промежуточной стадии вытяжки при дальнейшем ходе внутреннего ползуна пресса пуансон деформирует периферийную часть заготовки по неподвижной периферийной части матрицы и одновременно перемещает подпружиненную центральную часть матрицы вместе с прижатой центральной частью заготовки; при дальнейшем ходе внутреннего ползуна пресса на заключительной стадии вытяжки в крайнем нижнем положении центральной части матрицы, когда она упирается в неподвижную нижнюю плиту штампа, производят калибровку вытянутой детали, и в крайнем нижнем положении пуансона зазор между поверхностями пуансона и неподвижной и подвижной частями матрицы равен толщине заготовки.
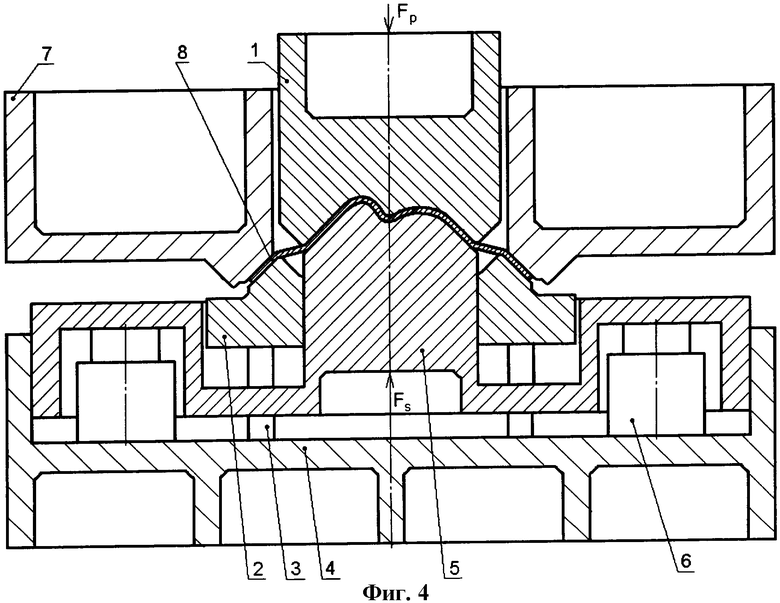
Сущность изобретения по варианту 1 характеризуется фиг.1-5. На фиг.1 показан разрез штампа для осуществления нового способа вытяжки детали на прессе двойного действия в момент загрузки предварительно изогнутой заготовки, на фиг.2 - в момент прижима периферийных участков заготовки прижимом штампа в крайнем нижнем положении наружного ползуна пресса и в момент перемещения внутреннего ползуна пресса, когда закрепленный на нем пуансон коснулся заготовки, на фиг.3 - в момент окончания начальной стадии вытяжки, когда центральная часть пуансона сдеформировала центральную часть заготовки по центральной части матрицы, которая под действием силы мощных пружин до этого момента оставалась неподвижной, на фиг.4 - в момент промежуточной стадии вытяжки, на фиг.5 - в момент завершения процесса вытяжки, где 1 - пуансон, 2 - неподвижная периферийная часть матрицы, 3 - опоры неподвижной периферийной части матрицы, 4 - нижняя плита штампа, 5 - подвижная центральная часть матрицы, 6 - пружины, 7 - прижим штампа, 8 - заготовка.
Способ по первому варианту реализуется следующим образом. Вырубленную из листового материала заготовку 8 изгибают в штампе для гибки, придавая этой заготовке форму развертывающейся поверхности, приближающейся к форме поверхности центральной части вытянутой детали, как показано на фиг.1.
Изогнутую заготовку 8 укладывают на подвижную центральную часть матрицы 5 (фиг.1), которая опирается на проволочные, пневматические или гидравлические пружины 6. Подвижная центральная часть матрицы 5 выступает над прижимной поверхностью неподвижной части матрицы 2, которая через опоры 3 упирается в нижнюю плиту штампа 4.
При наладке штампа для вытяжки управляемую по ходу вытяжки силу Fs пружин 6 устанавливают больше силы деформирования Fp пуансоном 1 части заготовки, расположенной над подвижной частью матрицы 5, в течение всего процесса деформирования.
При ходе наружного ползуна пресса вниз при помощи закрепленного на нем прижима 7 осуществляют деформирование и прижим периферийных участков заготовки 8 по развертывающейся прижимной поверхности неподвижной части матрицы 2 (фиг.2).
При ходе внутреннего ползуна пресса вниз закрепленный на этом ползуне пуансон 1 касается заготовки 8 (фиг.2) и начинает деформировать заготовку на начальной стадии вытяжки. Так как сила пружин Fs больше силы деформирования Fp пуансоном 1 части заготовки, расположенной над подвижной частью матрицы 5, то на начальной стадии вытяжки центральная часть матрицы 5 неподвижна, и пуансон 1 деформирует центральную часть заготовки 8 по матрице 5 до тех пор, когда зазор между пуансоном 1 и частью матрицы 5 станет равным толщине заготовки (фиг.3).
При дальнейшем ходе внутреннего ползуна пресса вниз на промежуточной стадии вытяжки (фиг.4) пуансон 1 деформирует периферийную часть заготовки 8 по неподвижной периферийной части матрицы 2 и одновременно перемещает вниз центральную часть матрицы 5 вместе с центральной частью заготовки.
При дальнейшем ходе внутреннего ползуна пресса на завершающей стадии вытяжки (фиг.5) в крайнем нижнем положении подвижной части матрицы 5, когда она упирается в неподвижную нижнюю плиту штампа 4, пуансон 1 производит калибровку вытянутой детали 8, и зазор между поверхностями пуансона 1 и неподвижной периферийной 5 и подвижной центральной 2 частями матрицы становится равным толщине заготовки.
Для исключения коробления пружинами вытянутой детали 8 при обратном ходе ползунов пресса в крайнем нижнем положении штампа давление рабочей среды в пружинах 6 уменьшают до нуля. Внутренний и наружный ползуны пресса совершают обратный ход, а вытянутая деталь 8 остается лежать на центральной 5 и периферийной 2 частях матрицы и ее удаляют со штампа средствами механизации. Когда прижим штампа 7 поднимается вместе с наружным ползуном пресса, связанный с ним рычаг воздействует на клапан, который снова подает рабочую среду в пружины под заданным давлением.
Если после вытяжки по первому варианту на заготовке имеются разрывы и/или складки, то предлагается для решения данной задачи второй вариант - способ вытяжки сложных крупногабаритных деталей с прижимом периферийной и центральной частей заготовки в штампе на прессе двойного действия, включающий укладку заготовки на матрицу штампа, прижим периферийных участков заготовки прижимом штампа при ходе наружного ползуна пресса и последующее формоизменение центральной части заготовки пуансоном и матрицей при ходе внутреннего ползуна пресса с закрепленным на ползуне пунсоном, отличающийся тем, что вырубленой из листового материала плоской заготовке придают изгибом форму развертывающейся поверхности, приближающейся к форме поверхности центральной части вытянутой детали; изогнутую заготовку укладывают на подвижную подпружиненную центральную часть матрицы, выступающую над неподвижной периферийной частью матрицы; управляемую по ходу вытяжки силу пружин, размещенных под центральной частью матрицы, устанавливают меньше силы деформирования части заготовки, расположенной над этой частью матрицы, в течение начальной стадии вытяжки и больше силы деформирования этой части заготовки в течение промежуточной и заключительной стадий вытяжки; осуществляют деформирование и прижим периферийных участков заготовки при ходе наружного ползуна пресса посредством закрепленного на этом ползуне прижима штампа по развертывающейся прижимной поверхности неподвижной периферийной части матрицы; при ходе внутреннего ползуна пресса закрепленный на этом ползуне пуансон начинает деформировать заготовку на начальной стадии вытяжки, и так как сила пружин меньше силы деформирования заготовки, то под воздействием пуансона центральная часть матрицы на этой начальной стадии вытяжки перемещается вниз вместе с заготовкой, прижимая снизу центральную часть заготовки для устранения ее складкообразования; на промежуточной стадии вытяжки при дальнейшем ходе внутреннего ползуна пресса пуансон продолжает деформировать заготовку, и так как на промежуточной стадии сила пружин больше силы деформирования заготовки, то центральная часть останавливается, и пуансон деформирует центральную часть заготовки по центральной части матрицы до тех пор, когда зазор между пуансоном и центральной частью матрицы станет равным толщине заготовки, после этого пунсон деформирует периферийную часть заготовки по неподвижной периферийной части матрицы и одновременно перемещает подпружиненную центральную часть матрицы вместе с прижатой центральной частью заготовки; на заключительной стадии вытяжки при дальнейшем ходе внутреннего ползуна пресса в крайнем нижнем положении центральной части матрицы, когда она упирается в неподвижную нижнюю плиту штампа, производят калибровку вытянутой детали, и в крайнем нижнем положении пуансона зазор между поверхностями пуансона и неподвижной и подвижной частями матрицы равен толщине заготовки.
Сущность изобретения по варианту 2 показана на фиг.1-6. Вырубленную из листового материала заготовку 8 изгибают в штампе для гибки, придавая этой заготовке форму развертывающейся поверхности, приближающейся к форме поверхности центральной части вытянутой детали, как показано на фиг.1. Изогнутую заготовку 8 укладывают на подвижную центральную часть матрицы 5 (фиг.1), которая опирается на проволочные, пневматические или гидравлические пружины 6. Подвижная центральная часть матрицы 5 выступает над прижимной поверхностью неподвижной частью матрицы 2, которая через опоры 3 упирается в нижнюю плиту штампа 4.
При наладке штампа для вытяжки управляемую по ходу вытяжки силу Fs пружин 6, размещенных под центральной частью матрицы 5, устанавливают меньше силы деформирования Fp части заготовки, расположенной над этой частью матрицы, в течение начальной стадии вытяжки и больше силы деформирования этой части заготовки в течение промежуточной и заключительной стадий вытяжки.
При ходе наружного ползуна пресса вниз при помощи закрепленного на этом ползуне прижима 7 осуществляют деформирование и прижим периферийных участков заготовки 8 по развертывающейся прижимной поверхности неподвижной части матрицы 2 (фиг.2).
При ходе внутреннего ползуна пресса вниз закрепленный на этом ползуне пуансон 1 касается заготовки 8 (фиг.2) и начинает деформировать заготовку на начальной стадии вытяжки. Так как сила Fs пружин 6 меньше силы деформирования заготовки 8, то на этой начальной стадии вытяжки под воздействием пуансона 1 центральная часть матрицы 5 перемещается вниз вместе с заготовкой 8, прижимая снизу центральную часть заготовки для устранения ее складкообразования, как показано на новой, по сравнению с первым вариантом способа, схеме вытяжки (фиг.6).
При дальнейшем ходе внутреннего ползуна пресса на промежуточной стадии вытяжки пуансон 1 продолжает деформировать заготовку 8. Так как на этой промежуточной стадии сила Fs пружин 6 стала превышать силу деформирования заготовки Fp, то центральная часть матрицы 5 останавливается, и пуансон 1 деформирует центральную часть заготовки 8 по центральной части матрицы 5 до тех пор, когда зазор между пуансоном 1 и центральной частью матрицы 5 станет равным толщине заготовки, как показано на фиг.4.
Затем пуансон 1 деформирует периферийную часть заготовки 8 по неподвижной периферийной части матрицы 2 и одновременно перемещает подпружиненную центральную часть матрицы 5 вместе с прижатой центральной частью заготовки.
При дальнейшем ходе внутреннего ползуна пресса на заключительной стадии вытяжки (фиг.5) в крайнем нижнем положении центральной части матрицы 5, когда она упирается в неподвижную нижнюю плиту штампа 4, производят калибровку вытянутой детали 8, и в крайнем нижнем положении пуансона 1 зазор между поверхностями пуансона 1, неподвижной 2 и подвижной 5 частями матрицы равен толщине заготовки.
Для исключения коробления пружинами вытянутой детали 8 при обратном ходе ползунов пресса в крайнем нижнем положении штампа давление рабочей среды в пружинах 6 уменьшают до нуля. Внутренний и наружный ползуны пресса совершают обратный ход, а вытянутая деталь 8 остается лежать на центральной 5 и периферийной 2 частях матрицы и ее удаляют со штампа средствами механизации. Когда прижим штампа 7 поднимается вместе с наружным ползуном пресса, связанный с ним рычаг воздействует на клапан, который снова подает рабочую среду в пружины под заданным давлением.
Если после вытяжки по варианту 1 и варианту 2 на заготовке имеются разрывы и складки, то применяют третий вариант способа, заключающийся в вытяжке сложных крупногабаритных деталей с прижимом периферийной и центральной частей заготовки в штампе на прессе двойного действия, включающий укладку заготовки на матрицу штампа, прижим периферийных участков заготовки прижимом штампа при ходе наружного ползуна пресса и последующее формоизменение центральной части заготовки пуансоном и матрицей при ходе внутреннего ползуна пресса с закрепленным на ползуне пуансоном, отличающийся тем, что вырубленой из листового материала плоской заготовке придают изгибом форму развертывающейся поверхности, приближающейся к форме поверхности центральной части вытянутой детали; изогнутую заготовку укладывают на подвижную подпружиненную центральную часть матрицы, выступающую над неподвижной периферийной частью матрицы; управляемую по ходу вытяжки силу пружин, размещенных под центральной частью матрицы, устанавливают меньше силы деформирования части заготовки, расположенной над этой частью матрицы, в течение начальной и промежуточной стадий вытяжки и больше силы деформирования этой части заготовки в течение заключительной стадии вытяжки; осуществляют деформирование и прижим периферийных участков заготовки при ходе наружного ползуна пресса посредством закрепленного на этом ползуне прижима штампа по развертывающейся прижимной поверхности неподвижной периферийной части матрицы; при ходе внутреннего ползуна пресса закрепленный на этом ползуне пуансон начинает деформировать заготовку на начальной стадии вытяжки, и так как сила пружин меньше силы деформирования заготовки, то под воздействием пуансона центральная часть матрицы на этой начальной стадии вытяжки перемещается вниз вместе с заготовкой, прижимая снизу центральную часть заготовки для устранения ее складкообразования; на промежуточной стадии вытяжки при дальнейшем ходе внутреннего ползуна пресса пуансон продолжает деформировать заготовку, и так как на промежуточной стадии сила пружин меньше силы деформирования заготовки, то центральная часть матрицы под воздействием пуансона перемещается вниз вместе с заготовкой, прижимая снизу центральную часть заготовки для устранения ее складкообразования; на заключительной стадии вытяжки при дальнейшем ходе внутреннего ползуна пресса пуансон продолжает деформировать заготовку, и так как на этой заключительной стадии сила пружин больше силы деформирования заготовки, то центральная часть матрицы останавливается и пуансон деформирует центральную часть заготовки по центральной части матрицы до тех пор, когда зазор между пуансоном и центральной частью матрицы станет равным толщине заготовки, после этого пуансон деформирует периферийную часть заготовки по неподвижной периферийной части матрицы и одновременно перемещает подпружиненную центральную часть матрицы вместе с прижатой центральной частью заготовки до ее упора в неподвижную нижнюю плиту штампа, в крайнем нижнем положении пуансон производит калибровку вытянутой детали, и зазор между поверхностями пуансона и неподвижной и подвижной частями матрицы становится равным толщине заготовки.
Сущность изобретения по третьему варианту показана на фиг.1-7. Вырубленную из листового материала заготовку 8 изгибают в штампе для гибки, придавая этой заготовке форму развертывающейся поверхности, приближающейся к форме поверхности центральной части вытянутой детали, как показано на фиг.1.
Изогнутую заготовку 8 укладывают на подвижную центральную часть матрицы 5 (фиг.1), которая опирается на проволочные, пневматические или гидравлические пружины 6. Подвижная центральная часть матрицы 5 выступает над прижимной поверхностью неподвижной части матрицы 2, которая через опоры 3 упирается в нижнюю плиту штампа 4.
При наладке штампа для вытяжки управляемую по ходу вытяжки силу Fs пружин 6, размещенных под центральной частью матрицы 5, устанавливают меньше силы деформирования Fp части заготовки, расположенной над этой частью матрицы, в течение начальной и промежуточной стадий вытяжки и больше силы деформирования этой части заготовки в течение заключительной стадии вытяжки.
При ходе наружного ползуна пресса вниз при помощи закрепленного на этом ползуне прижима 7 осуществляют деформирование и прижим периферийных участков заготовки 8 по развертывающейся прижимной поверхности неподвижной части матрицы 2 (фиг.2).
При ходе внутреннего ползуна пресса вниз закрепленный на этом ползуне пуансон 1 касается заготовки 8 (фиг.2) и начинает деформировать заготовку на начальной стадии вытяжки. Так как сила Fs пружин 6 меньше силы деформирования заготовки 8, то на этой начальной стадии вытяжки под воздействием пуансона 1 центральная часть матрицы 5 перемещается вниз вместе с заготовкой 8, прижимая снизу центральную часть заготовки для устранения ее складкообразования, как показано на фиг.6.
При дальнейшем ходе внутреннего ползуна пресса на промежуточной стадии вытяжки пуансон 1 продолжает деформировать заготовку 8. Так как и на этой промежуточной стадии сила Fs пружин 6 меньше силы деформирования заготовки 8, то и на этой промежуточной стадии вытяжки под воздействием пуансона 1 центральная часть матрицы 5 перемещается вниз вместе с заготовкой 8, прижимая снизу центральную часть заготовки для устранения ее складкообразования, как показано на новой, по сравнению с двумя первыми вариантами, схеме вытяжки (фиг.7).
При дальнейшем ходе внутреннего ползуна пресса на заключительной стадии вытяжки пуансон 1 продолжает деформировать заготовку 8, и так как на заключительной стадии сила Fs пружин 6 больше силы деформирования заготовки Fp, то центральная часть матрицы 5 останавливается, и пуансон 1 деформирует центральную часть заготовки 8 по центральной части матрицы до тех пор, когда зазор между пуансоном 1 и центральной частью матрицы 5 станет равным толщине заготовки. После этого пуансон 1 деформирует периферийную часть заготовки 8 по неподвижной периферийной части матрицы 2 и одновременно перемещает подпружиненную центральную часть матрицы 5 вместе с прижатой центральной частью заготовки до ее упора в неподвижную нижнюю плиту штампа 4.
В крайнем нижнем положении пуансона производят калибровку вытянутой детали, и зазор между поверхностями пуансона 1, неподвижной 3 и подвижной 5 частями матрицы становится равным толщине заготовки (фиг.5).
Для исключения коробления пружинами вытянутой детали 8 при обратном ходе ползунов пресса в крайнем нижнем положении штампа давление рабочей среды в пружинах 6 уменьшают до нуля. Внутренний и наружный ползуны пресса совершают обратный ход, а вытянутая деталь 8 остается лежать на центральной 5 и периферийной 2 частях матрицы и удаляется со штампа средствами механизации. Когда прижим штампа 7 поднимается вместе с наружным ползуном пресса, связанный с ним рычаг воздействует на клапан, который снова подает рабочую среду в пружины под заданным давлением.
Все варианты способа вытяжки позволяют получать цельноштампованные детали и по сравнению с изготовлением деталей, сваренных из отдельных частей, дают увеличение усталостной прочности, коррозионной стойкости и точности деталей, а также позволяют уменьшить норму расхода листового материала на одну деталь и трудоемкость изготовления цельноштампованных деталей.
| название | год | авторы | номер документа |
|---|---|---|---|
| ШТАМП ДЛЯ ВЫТЯЖКИ СЛОЖНОЙ КРУПНОГАБАРИТНОЙ ДЕТАЛИ НА ПРЕССЕ ДВОЙНОГО ДЕЙСТВИЯ | 2006 |
|
RU2353457C2 |
| СПОСОБ ВЫТЯЖКИ СЛОЖНОЙ КРУПНОГАБАРИТНОЙ ДЕТАЛИ (ВАРИАНТЫ) | 2009 |
|
RU2442672C2 |
| СПОСОБ ВЫТЯЖКИ И ШТАМП ДЛЯ ВЫТЯЖКИ СЛОЖНОЙ КРУПНОГАБАРИТНОЙ ДЕТАЛИ ИЗ ЛИСТОВОЙ ЗАГОТОВКИ | 2008 |
|
RU2401173C2 |
| СПОСОБ ВЫТЯЖКИ СЛОЖНОЙ КРУПНОГАБАРИТНОЙ ПРОСТРАНСТВЕННОЙ ДЕТАЛИ С ПРИЖИМОМ КРАЕВОЙ ЧАСТИ ПОЛОВИНЫ ЛИСТОВОЙ ЗАГОТОВКИ (ВАРИАНТЫ) | 2010 |
|
RU2457059C2 |
| СПОСОБ МНОГООПЕРАЦИОННОЙ ШТАМПОВКИ СЛОЖНОЙ КРУПНОГАБАРИТНОЙ ДЕТАЛИ С ВНУТРЕННИМИ ПОЛОСТЯМИ НА СТЕНКЕ ИЗ ЛИСТОВОГО МАТЕРИАЛА (ВАРИАНТЫ) | 2006 |
|
RU2349408C2 |
| ШТАМП ДЛЯ ВЫТЯЖКИ СЛОЖНОЙ КРУПНОГАБАРИТНОЙ ПРОСТРАНСТВЕННОЙ ДЕТАЛИ С ПРИЖИМОМ КРАЕВОЙ ЧАСТИ ПОЛОВИНЫ ЛИСТОВОЙ ЗАГОТОВКИ (ВАРИАНТЫ) | 2010 |
|
RU2457058C2 |
| Способ вытяжки сложного крупногабаритного пространственного полуфабриката (Варианты) | 2016 |
|
RU2661982C2 |
| Способ предварительной гибки заготовки с последующей вытяжкой полуфабриката | 2015 |
|
RU2623521C2 |
| СПОСОБ ВЫТЯЖКИ И ШТАМП ДЛЯ ВЫТЯЖКИ СЛОЖНОЙ КРУПНОГАБАРИТНОЙ ДЕТАЛИ ИЗ ЛИСТОВОЙ ЗАГОТОВКИ (ВАРИАНТЫ) | 2009 |
|
RU2423199C2 |
| СПОСОБ ВЫТЯЖКИ КРУПНОГАБАРИТНЫХ ДЕТАЛЕЙ СЛОЖНОЙ ФОРМЫ | 2010 |
|
RU2476286C2 |





Изобретение относится к листовой штамповке и может быть использовано в прессовых производствах для штамповки крупногабаритных деталей из листовых материалов. Вырубленную из листового материала и предварительно изогнутую заготовку вытягивают на прессе двойного действия в штампе с перемещающейся центральной частью матрицы. Центральная часть матрицы в процессе вытяжки создает прижим центральной части заготовки с предварительным прижимом периферийной части заготовки. По первому варианту силу пружин, размещенных под центральной частью матрицы, устанавливают больше силы деформирования части заготовки, расположенной над этой частью матрицы, в течение всего процесса деформирования заготовки. По второму варианту силу пружин, размещенных под центральной частью матрицы, устанавливают меньше силы деформирования части заготовки, расположенной над этой частью матрицы, в течение начальной стадии вытяжки и больше силы деформирования этой части заготовки в течение промежуточной и заключительной стадий вытяжки. По третьему варианту силу пружин устанавливают меньше силы деформирования части заготовки, расположенной над центральной частью матрицы, в течение начальной и промежуточной стадий вытяжки и больше силы деформирования этой части заготовки в течение заключительной стадии вытяжки. В результате обеспечивается увеличение усталостной прочности, коррозионной стойкости и точности деталей, а также уменьшение отходов листового материала и трудоемкости. 3 н.п. ф-лы, 7 ил.
1. Способ вытяжки сложных крупногабаритных деталей с прижимом периферийной и центральной частей заготовки в штампе на прессе двойного действия, включающий укладку заготовки на матрицу штампа, прижим периферийных участков заготовки прижимом штампа при ходе наружного ползуна пресса и последующее формоизменение центральной части заготовки пуансоном и матрицей при ходе внутреннего ползуна пресса с закрепленным на ползуне пунсоном, отличающийся тем, что вырубленной из листового материала плоской заготовке придают изгибом форму развертывающейся поверхности, приближающейся к форме поверхности центральной части вытянутой детали, изогнутую заготовку укладывают на подвижную подпружиненную центральную часть матрицы, выступающую над неподвижной периферийной частью матрицы, причем управляемую по ходу вытяжки силу пружин, размещенных под центральной частью матрицы, устанавливают больше силы деформирования части заготовки, расположенной над этой частью матрицы, в течение всего процесса деформирования заготовки, осуществляют деформирование и прижим периферийных участков заготовки при ходе наружного ползуна пресса посредством закрепленного на этом ползуне прижима штампа по развертывающейся прижимной поверхности неподвижной периферийной части матрицы, причем при ходе внутреннего ползуна пресса закрепленным на этом ползуне пуансоном начинают деформировать центральную часть заготовки на начальной стадии вытяжки при неподвижной центральной части матрицы за счет силы пружин, большей силы деформирования заготовки, пуансоном деформируют центральную часть заготовки по центральной части матрицы до тех пор, когда зазор между пуансоном и центральной частью матрицы станет равным толщине заготовки, а на промежуточной стадии вытяжки при дальнейшем ходе внутреннего ползуна пресса пуансоном деформируют периферийную часть заготовки по неподвижной периферийной части матрицы и одновременно перемещают подпружиненную центральную часть матрицы вместе с прижатой центральной частью заготовки, при этом при дальнейшем ходе внутреннего ползуна пресса на заключительной стадии вытяжки в крайнем нижнем положении центральной части матрицы, когда она упирается в неподвижную нижнюю плиту штампа, производят калибровку вытянутой детали, и в крайнем нижнем положении пуансона зазор между поверхностями пуансона и неподвижной и подвижной частями матрицы устанавливают равным толщине заготовки.
2. Способ вытяжки сложных крупногабаритных деталей с прижимом периферийной и центральной частей заготовки в штампе на прессе двойного действия, включающий укладку заготовки на матрицу штампа, прижим периферийных участков заготовки прижимом штампа при ходе наружного ползуна пресса и последующее формоизменение центральной части заготовки пуансоном и матрицей при ходе внутреннего ползуна пресса с закрепленным на ползуне пуансоном, отличающийся тем, что вырубленной из листового материала плоской заготовке придают изгибом форму развертывающейся поверхности, приближающейся к форме поверхности центральной части вытянутой детали, изогнутую заготовку укладывают на подвижную подпружиненную центральную часть матрицы, выступающую над неподвижной периферийной частью матрицы, причем управляемую по ходу вытяжки силу пружин, размещенных под центральной частью матрицы, устанавливают меньше силы деформирования части заготовки, расположенной над этой частью матрицы, в течение начальной стадии вытяжки и больше силы деформирования этой части заготовки в течение промежуточной и заключительной стадий вытяжки, осуществляют деформирование и прижим периферийных участков заготовки при ходе наружного ползуна пресса посредством закрепленного на этом ползуне прижима штампа по развертывающейся прижимной поверхности неподвижной периферийной части матрицы, причем при ходе внутреннего ползуна пресса закрепленным на этом ползуне пуансоном начинают деформировать заготовку на начальной стадии вытяжки с перемещением вниз центральной части матрицы под воздействием пуансона вместе с заготовкой за счет силы пружин, меньшей силы деформирования заготовки, при этом обеспечивают прижим снизу центральной части заготовки для устранения ее складкообразования, а на промежуточной стадии вытяжки при дальнейшем ходе внутреннего ползуна пресса пуансоном продолжают деформировать заготовку и за счет силы пружин, большей силы деформирования заготовки, останавливают центральную часть матрицы и пуансоном деформируют центральную часть заготовки по центральной части матрицы до тех пор, когда зазор между пуансоном и центральной частью матрицы станет равным толщине заготовки, после этого пунсоном деформируют периферийную часть заготовки по неподвижной периферийной части матрицы и одновременно перемещают подпружиненную центральную часть матрицы вместе с прижатой центральной частью заготовки, при этом на заключительной стадии вытяжки при дальнейшем ходе внутреннего ползуна пресса в крайнем нижнем положении центральной части матрицы, когда она упирается в неподвижную нижнюю плиту штампа, производят калибровку вытянутой детали, и в крайнем нижнем положении пуансона зазор между поверхностями пуансона и неподвижной и подвижной частями матрицы устанавливают равным толщине заготовки.
3. Способ вытяжки сложных крупногабаритных деталей с прижимом периферийной и центральной частей заготовки в штампе на прессе двойного действия, включающий укладку заготовки на матрицу штампа, прижим периферийных участков заготовки прижимом штампа при ходе наружного ползуна пресса и последующее формоизменение центральной части заготовки пуансоном и матрицей при ходе внутреннего ползуна пресса с закрепленным на ползуне пуансоном, отличающийся тем, что вырубленной из листового материала плоской заготовке придают изгибом форму развертывающейся поверхности, приближающейся к форме поверхности центральной части вытянутой детали, изогнутую заготовку укладывают на подвижную подпружиненную центральную часть матрицы, выступающую над неподвижной периферийной частью матрицы, причем управляемую по ходу вытяжки силу пружин, размещенных под центральной частью матрицы, устанавливают меньше силы деформирования части заготовки, расположенной над этой частью матрицы, в течение начальной и промежуточной стадий вытяжки и больше силы деформирования этой части заготовки в течение заключительной стадии вытяжки, осуществляют деформирование и прижим периферийных участков заготовки при ходе наружного ползуна пресса посредством закрепленного на этом ползуне прижима штампа по развертывающейся прижимной поверхности неподвижной периферийной части матрицы, причем при ходе внутреннего ползуна пресса закрепленным на этом ползуне пуансоном начинают деформировать заготовку на начальной стадии вытяжки с перемещением вниз центральной части матрицы под воздействием пуансона вместе с заготовкой за счет силы пружин, меньшей силы деформирования заготовки, при этом обеспечивают прижим снизу центральной части заготовки для устранения ее складкообразования, а на промежуточной стадии вытяжки при дальнейшем ходе внутреннего ползуна пресса пуансоном продолжают деформировать заготовку с перемещением вниз центральной части матрицы под воздействием пуансона вместе с заготовкой за счет силы пружин, меньшей силы деформирования заготовки, при этом обеспечивают прижим снизу центральной части заготовки для устранения ее складкообразования, на заключительной стадии вытяжки при дальнейшем ходе внутреннего ползуна пресса пуансоном продолжают деформировать заготовку и за счет силы пружин, большей силы деформирования заготовки, останавливают центральную часть матрицы и пуансоном деформируют центральную часть заготовки по центральной части матрицы до тех пор, когда зазор между пуансоном и центральной частью матрицы станет равным толщине заготовки, после этого пуансоном деформируют периферийную часть заготовки по неподвижной периферийной части матрицы и одновременно перемещают подпружиненную центральную часть матрицы вместе с прижатой центральной частью заготовки до ее упора в неподвижную нижнюю плиту штампа, в крайнем нижнем положении пуансона производят калибровку вытянутой детали и зазор между поверхностями пуансона и неподвижной и подвижной частями матрицы устанавливают равным толщине заготовки.
| НЕФЕДОВ А.П | |||
| Конструирование и изготовление штампов | |||
| - М.: Машиностроение, 1973, с.64, рис.46 | |||
| RU 99117877 C1, 20.06.2001 | |||
| ШТАМП ДЛЯ ВЫТЯЖКИ ДЕТАЛЕЙ СЛОЖНОЙ ФОРМЫ | 2001 |
|
RU2201830C2 |
| JP 2004058138 A, 26.02.2004 | |||
| DE 19504649 C1, 22.08.1996. | |||

