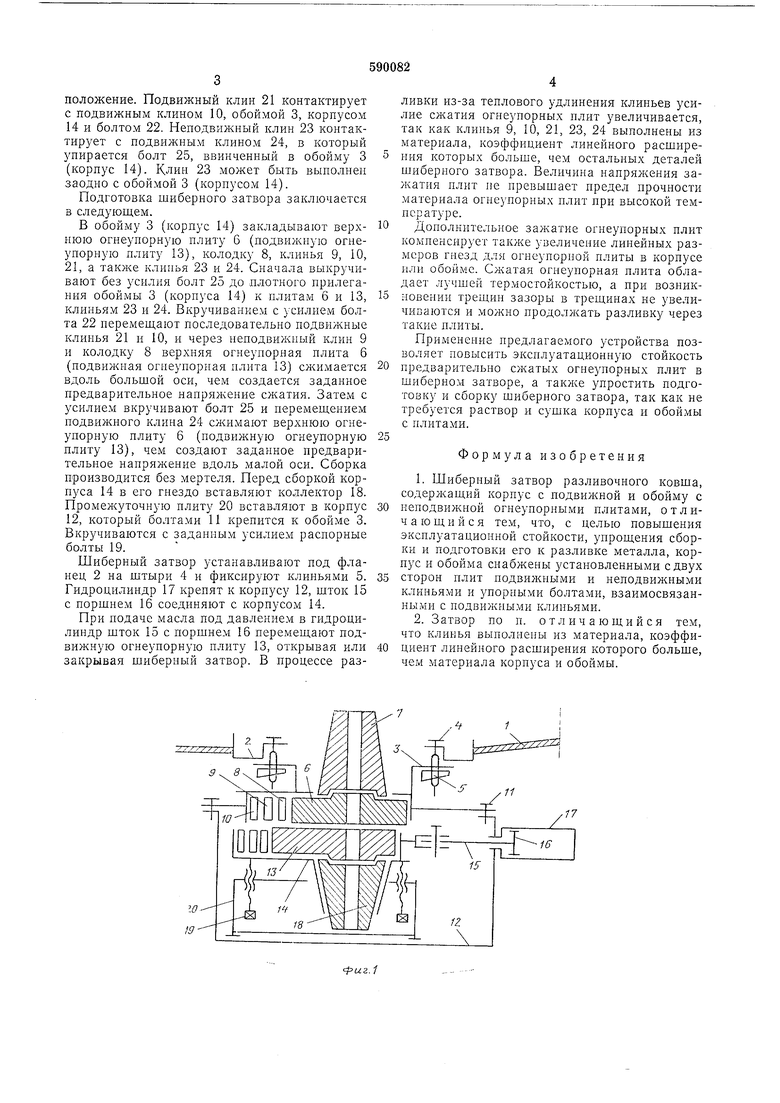
положение. Подвижный клин 21 контактирует с подвижным клином 10, обоймой 3, корпусом 14 и болтом 22. Неподвижный клин 23 контактирует с подвижным клином 24, в который упирается болт 25, ввинченный в обойму 3 (корпус 14). Клин 23 может быть выполнен заодно с обоймой 3 (корпусом 14).
Подготовка шиберного затвора заключается в следующем.
В обойму 3 (корпус 14) закладывают верхнюю огнеупорную плиту 6 (подвижную огнеупорную плиту 13), колодку 8, клинья 9, 10, 21, а также клинья 23 и 24. Сначала выкручивают без усилия болт 25 до плотного прилегания обоймы 3 (корпуса 14) к плитам 6 и 13, клиньям 23 и 24. Вкручиванием с усилием болта 22 перемеш,ают последовательно подвижные клинья 21 и 10, и через неподвижпый клин 9 и колодку 8 верхняя огнеупорная плита 6 (подвижная огнеупорная нлита 13) сжимается вдоль большой оси, чем создается заданное предварительное напряжение сжатия. Затем с усилием вкручивают болт 25 и иеремещением подвижного клина 24 сжимают верхнюю огнеупорную плиту 6 (подвил ную огнеупорную плиту 13), чем создают заданное предварительное напряжение вдоль малой оси. Сборка производится без мертеля. Перед сборкой корпуса 14 в его гнездо вставляют коллектор 18. Промел уточную плиту 20 вставляют в корпус 12, который болтами И крепится к обойме 3. Вкручиваются с заданным усилием распорные болты 19.
Шиберный затвор устанавливают под фланец 2 на штыри 4 и фиксируют клиньями 5. Гидроцилиндр 17 крепят к корпусу 12, шток 15 с поршнем 16 соединяют с корпусом 14.
При подаче масла под давлением в гидроцилиндр шток 15 с поршнем 16 перемещают подвижную огнеупорную плиту 13, открывая или закрывая шиберный затвор. В процессе разливки из-за теплового удлинения клиньев усилие сжатия огнеупорных плит увеличивается, так как клинья 9, 10, 21, 23, 24 выполнены из материала, коэффициент линейного расширения которых больше, чем остальных деталей шиберного затвора. Величина напряжения зажатия плит пе превышает предел прочности материала огнеупорных илит при высокой температуре.
Доиолнительное зажатие огнеупорных плит компенсирует также увеличение линейных размеров гнезд для огнеупорной плиты в корпусе или обойме. Сжатая огнеупорная нлита обладает лучшей термостойкостью, а при возникновении трещин зазоры в трещинах не увеличиваются и можно продолжать разливку через такие плиты.
Применение предлагаемого устройства позволяет повысить эксплуатационную стойкость предварительно сжатых огнеупорных плит в шиберном затворе, а также упростить подготовку и сборку шиберного затвора, так как не требуется раствор и сушка корпуса и обоймы с плитами.
Формула изобретения
1.Шиберный затвор разливочного ковша, содержащий корпус с подви кной и обойму с неподвижной огнеупорными плитами, отличающийся тем, что, с целью повыщеиия эксплуатационной стойкости, уирощения сборки и подготовки его к разливке металла, корпус и обойма снабжены уетановленными с двух сторон плит подвижными и неподвижными клиньями и знорными болтами, взаимосвязанными с подвижными клииьями.
2.Затвор по п. отличающийся тем, что клинья выполнены из материала, коэффициент линейного расширения которого больше, чем материала корпуса и обоймы.
| название | год | авторы | номер документа |
|---|---|---|---|
| Шиборный затвор для разливки металла | 1976 |
|
SU604625A1 |
| Шиберный затвор | 1982 |
|
SU1061930A1 |
| Шиберный затвор разливочной емкости | 1977 |
|
SU679316A1 |
| Шиберный затвор для разливки металла | 1977 |
|
SU736458A1 |
| Шиберный затвор | 1983 |
|
SU1142221A2 |
| Шиберный затвор | 1978 |
|
SU766743A1 |
| Шиберный затвор для разливки металла | 1977 |
|
SU685434A1 |
| Поточная линия для подготовки затворов промежуточных и сталеплавильных ковшей | 1988 |
|
SU1668033A1 |
| УСТРОЙСТВО ДЛЯ СТРУЙНОГО ВАКУУМИРОВАНИЯ МЕТАЛЛА | 1993 |
|
RU2038188C1 |
| Шиберный затвор для сталеразливочных ковшей | 1984 |
|
SU1271649A1 |
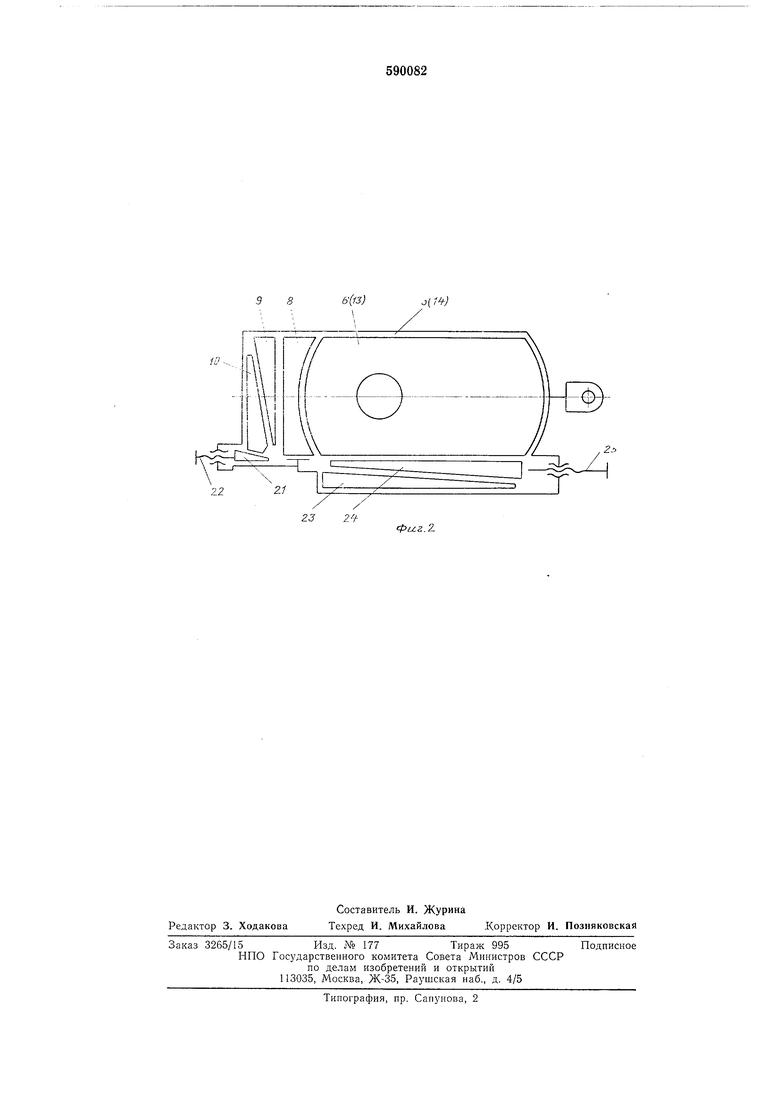
Фи,г.2.
