Изобретение относится к металлургии, а именно к разливке ста/fti.
Цель изобретения - расширение функциональных возможностей и повышение уровня механизации.
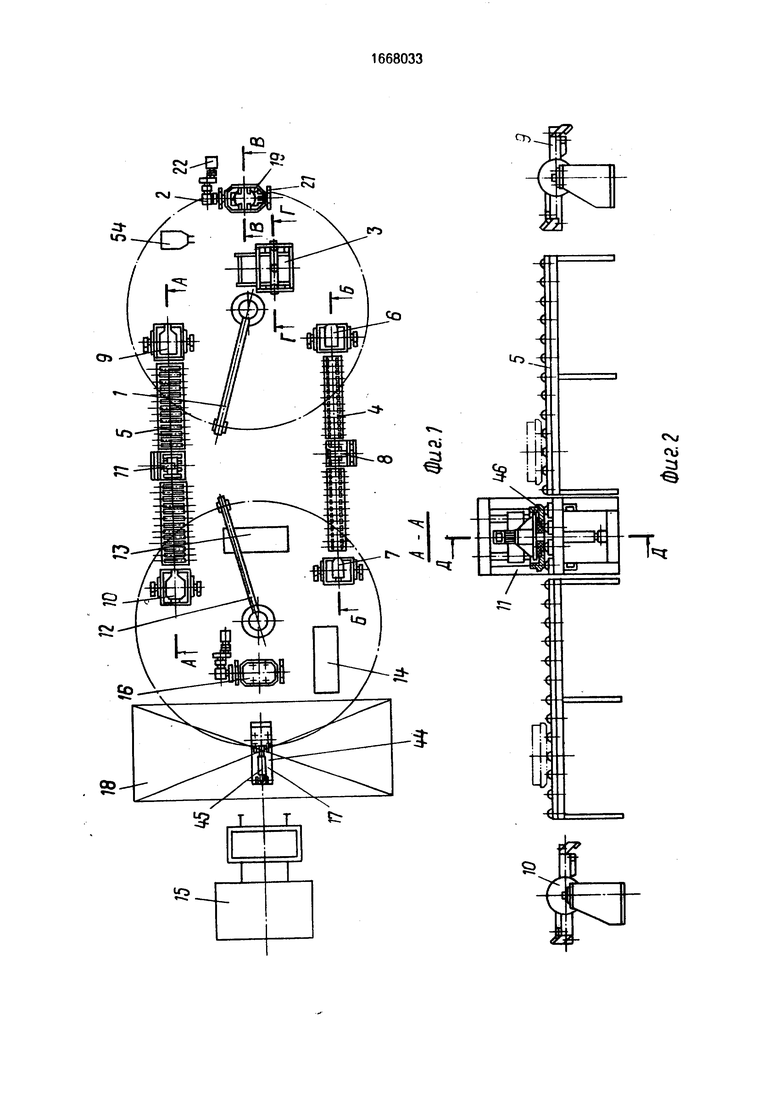
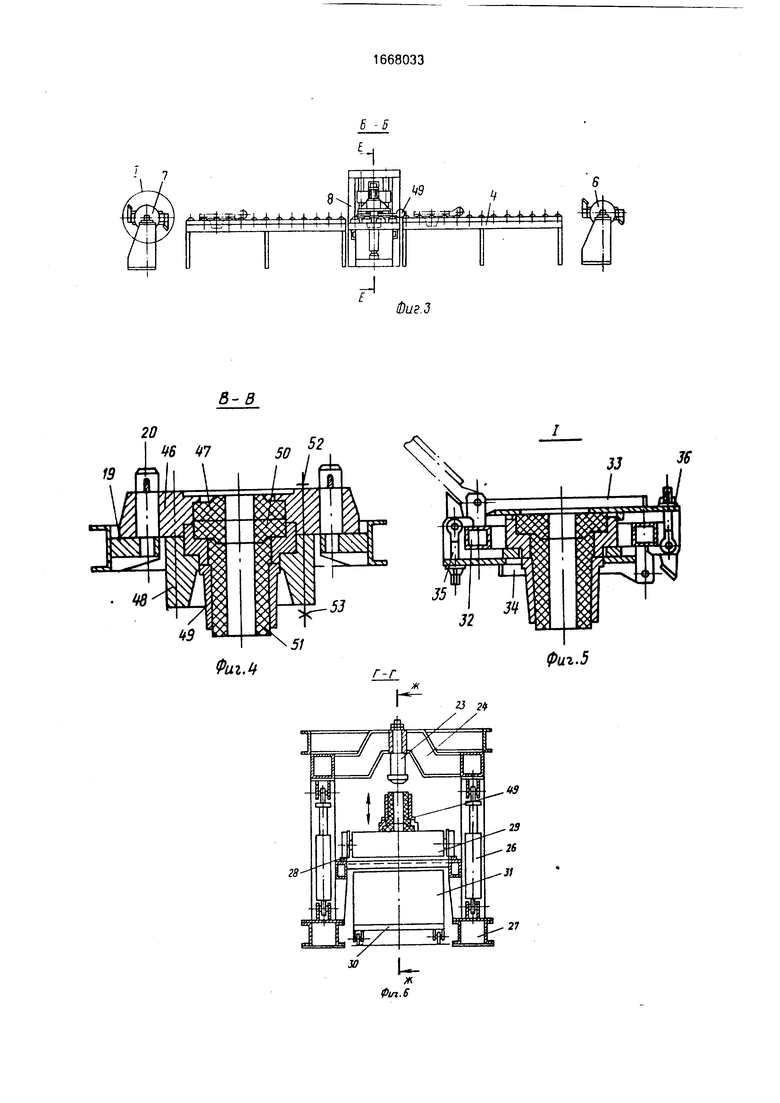
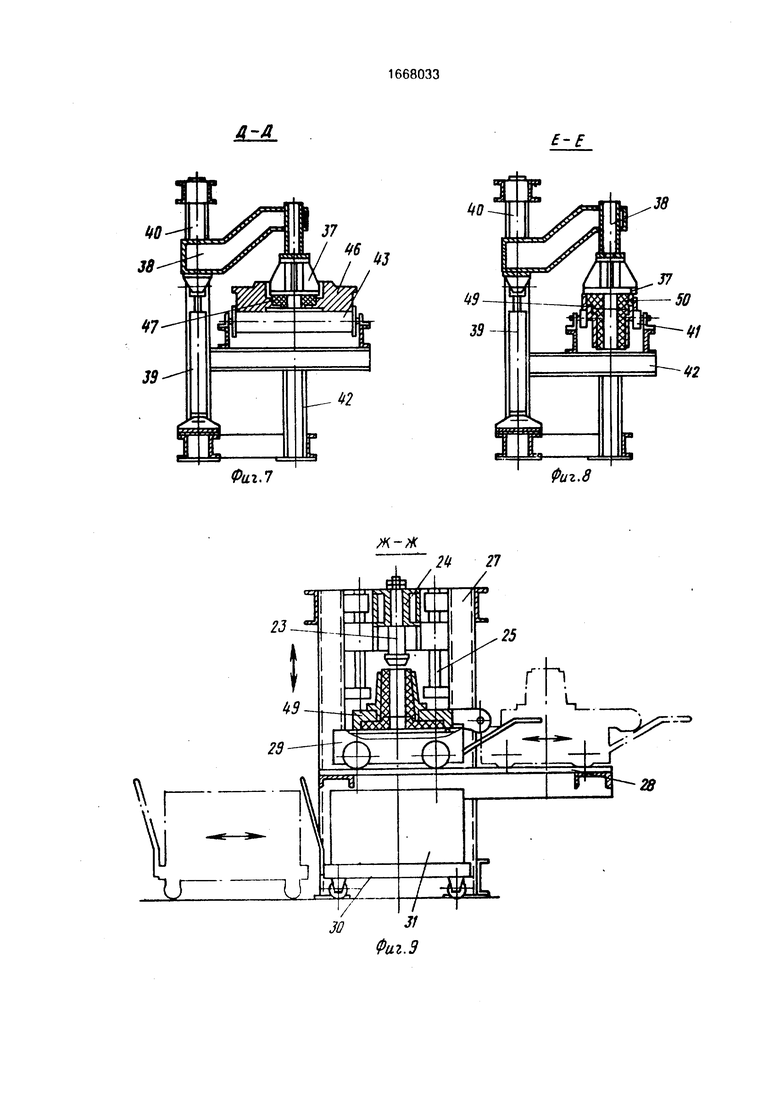
На фиг.1 изображена поточная линия, общий вид; на фиг.2 - разрез А - А на фиг. 1; на фиг.З - разрез Б - Б на фиг.1; на фиг.4 - разрез В - В на фиг.1: на фиг.5 - узел I на фиг.З; на фиг.6 - разрез Г - Г на фиг.1; на фиг.7 - разрез Д - Д на фиг.2: на фиг.З - разрез Е - Е на фиг.З: на фиг.9 - разрез Ж - Ж на фиг.6.
Поточная линия состоит из установленных в технологической последовательности грузоподъемных механизмов 1, стенда 2 для
разборки шиберных затворов, устройства 3 для выпрессовки огнеупоров из затвора, стеллажей, выполненных в виде ветвей 4 и 5. Ветвь стеллажа с кантователями 6 и 7 для поворота подвижной части шибера, установленными по торцам этой ветви стеллажа, и расположенным в центре ветви 4 устройством 8 для запрессовки огнеупоров в подвижный шибер затвора образуют поточный участок для подготовки подвижных частей шибера. Вторая ветвь 5 стеллажа с кантователями 9 и 10 для поворота корпуса затвора и расположенным в центре ветви 5 устройством 11 для запрессовки огнеупоров в корпус затворов образуют поточный участок для подготовки корпусов шиберных
(
О 00
о
W CJ
затворов. Между обеими ветвями 4 и 5 установлен консольно-поворотный кран 12 и поддоны 13 и 14 для складирования частей затвора
Далее расположены печь 15 для сушки огнупорных элементов затвора, устройство 16 для сборки затворов, устройство 17 для испытания затворов и кран 18 дтя транспортирования собранных элементов к печи 15 и обратно.
Стенд 2 для разборки затворов (фиг 1 и 4) состоит из поворотного стола 19 с установленными на нем штырями 20 с клиньями (фиг.4) Стол с возможностью поворота уста новлен на станине 21 и снабжен приводом 22 (фиг 1) Устройство 3 для выпрессовки огнеупоров из затвора (фиг 1 6 и 9) состоит из съемного упора 23, установленного в подвижной раме 24, закрепленной в направ ляющих 25 (фиг.9). Рама 24 соединена со штоками гидроцилиндров 26, установлен ных на станине 27 На рельсах 28 станины расположена подвижная платформа 29 вы полненная со сквозным центральным отверстием и с возможностью ее выкатки в рабочую зону, и в то же время поверхность ее является рабочей поверхностью как бы матрицей, при процессе выпрессовки из затвора огнеупорных плит Для приема боя огнеупоров под платформой установлен на колесах разгрузчик 30 с коробом 31
Кантователи 6 и 7 участка для подютов ки подвижной части шиберного затвора идентичны по конструкции и выполнены в виде поворотной рамы 32 (фиг 5) с откидны ми заменяемыми планками, верхней 33 и нижней 34, предназначенными для установки, фиксации и снятия подвижного шибера затвора промковш з или стальковша после его поворота на 180° Для фиксирования последнего на этих элементах предусмотрены откидные болты 35 и 36. Кантователи 9 и 10 участка для подготовки корпусов шибер ных затворов отличаются0от описанных размерами и конфигурацией верхней и нижней съемных планок и предназначены для установки, фиксирования и снятия корпуса затвора после его поворота на 180° Планки меняют при замене корпуса затвора в процессе обслуживания промковшей или стале- разливочных.
Устройство8(фиг. 1,3 и8)для запрессовки огнеупоров в подвижный шибер затвора состоит из пяты 37, закрепленной консоль- но на стойке 38, соединенный у основания со штоком гидравлического привода 39 Основание стойки установлено подвижно в направляющих 40 Под пятой расположены ролики 41, упоры которых прикреплены к горизонтальной раме 4 Устройство 11 для
запрессовки огнеупоров в корпуса шиберных затворов выполнено аналогично устройству 8 и отличается только тем, что его ролики 43 (фиг 7) изготовлены сплошными,
а это более рационально для установки конструкции корпуса затвора
Устройство 17 для испытания затворов (фиг 1) содержит раму 44 со штырями для крепления затвора и гидравлический ци0 линдр 45 Собственно шиберный затвор (фиг 4J состоит из корпуса 46 с огнеупорной плитой 47, рамки 48 и подвижного шибера 49 с огнеупорной плитой 50 и огнеупорного стакана 51
5Корпус 46 и рамка 48 соединены болтами 52 с гайками 53 Для обслуживания по- гочной линии установлен погрузчик 54
Поточная линия работает следующим образом
0С помощью погрузчика 54 отработанные шиберные затворы поступают в зону действия грузоподъемного механизма 1. С помощью него затвор устанавливают на по- ооротный стол 19 стенда 2 для разборки
5 затворов При этом совмещают установочные отверстия в корпусе 46 затвора со штырями 20 стола и фиксируют клиньями (фиг 4) ВКЛЮЧРНИРМ привила 22 стол 19 с закрепленным на нем затвором поворачивают на
0 180° Горизонтальное положение при этом удерживается тормозом привода Затем снимают гайки 53 и болты 52 соединяющие части затвора г е корпус 46 и рамку 48 Потом механизмом 1 снимают поочередно
5 рамку 48 и подвижный шибер 49. Затем с помощью привода 22 стол поворачивают снова и в исходное положение, и из прорезей штырей 20 убирают клинья После этого тем же механизмом 1 снимают корпус 46
0 затвора со штырей 20 поворотного стола 19.
Снятые со стола подвижный шибер 49 и
корпус 46 тем же механизмом поочередно
. подают на устройство 3 для выпрессовки
огнеупоров Выпрессовку выполняют следу5 ющим образом Корпус или подвижный шибер устанавливают на платформ 29, которую затем по рельсам 28 перемещают до rex пор пока ось огнеупора 23 не совместится с осью отверстия в огнеупорных плитах
0 элементов затвора. Включением гидроцилиндров 26 опускают раму 24 с упором 23 и выпрессовывэют из элементов затвора огнеупоры Бой огнеупора при этом поступает в короб 31 через отверстие в подвижной
5 платформе и затем на разгрузчике 30 вывозится в зону действия грузоподъемного механизма 1 Этим же механизмом корпус 46 затвора устанавливают на кантователь 9, а ги.движн ый шибер 49 затвора - на кантователь 6. В исходном положении например.
для подвижного шибера (фиг.5) поворотная рама 32 и нижняя откидная планка 34 находятся в горизонтальном зафиксированном положении, Верхняя откидная планка 33 повернута до упора. На нижнюю откидную планку кантователя устанавливают подвижный затвор 49 или на нижнюю откидную планку кантователя 9 корпус 46 затвора. Затем поворачивают планку 33 и с помощью откидных болтов 36 прижимают ее к поворотной раме 32. фиксируя этим элемент 49 или 46 затвора. Затем раму 32 кантователя поворачивают на 180° до упора и фиксируют. После этого освобождают откидные болты 35, поворачивают раму 34 на 18С° до упора. После этого корпус 46 или подвижный шибер 49 передают соответственно на рольганговый стеллаж 4 пли 5. Дальше, например, корпус 46 затвора подают в устройство 11 для запрессовки огнеупоров Соответственно, подвижный шибер 49 поступает в устройство 8 для этой же цели В установленные на роликах 41 или 43 части шиберного затвора с помощью пяты 37 запрессовывают огнеупорные плиты. Для этого включают гидравлические приводы 39 которые по направляющим 0 опускают стойку 38 с закрепленной на пятой З7. Затем элементы затвора освобождают включением гидравлических приводов на подьем и по рольганговым стеллаж, м 5 или 4 передают на кантователи 7 или 10, На кантователях 10 их поворачивают в положение, удобное для сушки и сборки раствора. Затем элементы 46 и 49 снимают, складывают в соответствующие поддоны 13 и 14 и с помощью крана 18 подают в печь 15 на сушку. Этим же краном из печи, после сушки, зафутерованные корпуса 46 затворов и подвижные шиберы 49 подают в зону действия консольно-поворотного крана 12 и после охлаждения передают на устройство 16 для сборки затворов Сборку затвора осуществляют в последовательности, обратной его разборке на стенде 2. Собранный затвор
краном 2 устанавливают на раму 44 устройства 17 для испытания затворов, совмещая отверстия в корпусе 46 затвора с установленными штырями 20 и крепя их клиньями.
г.е. по аналогии со стендом 2 и устройством 16. После этого соединяют шток гидравлического цилиндра 45 с подвижным шибером 49 затвора и включением цилиндра перемещают шибер вперед и назад, контролируя
при этом манометрами давление. Необходимое усилие перемещения подвижного элемента затвора достигается путем затягивания или ослабления соответствующих гаек на затворе. После испытания затвор
краном 12 снимают с устройства 17 и с помощью погрузчика 54 направляют к месту складирования или эксплуатации,
Использование предложенной поточной линии позволяет повысить уровень механизации, производительность труда.
Формула изобретения
Поточная линия для подготовки затворов промежуточных и сталеплавильных ковшей, включающая установленные в технологической последовательности грузоподъемные механизмы, стенддля разборки затворов, стеллажи, устройства для
запрессовки огнеупоров печь для сушки и устройство для испытания затворов, о т л и- ч а ю щ а я с я тем, что. с целью расширения функциональных возможностей и повышения уровня механизации, линия снабжена
устройством для выпрессовки огнеупоров, устройством сборки затворов и кантователями, каждый стеллаж выполнен в виде двух петвей, в центре которых расположены устройства для запрессовки огнеупоров, а по
краям установлены кантователи, при этом устройство для выпрессовки огнеупоров расположено между стендом для разборки затворов и кантователями, а устройство сборки затворов - между кантователями и
устройством для испытания затворов.
00
| название | год | авторы | номер документа |
|---|---|---|---|
| Поточная линия ремонта шиберных затворов | 1990 |
|
SU1731428A1 |
| Поточная линия ремонта шиберных затворов | 1985 |
|
SU1297990A1 |
| Многопозиционный автомат для сборки корпусных деталей с деталями типа подшипников и крышек | 1974 |
|
SU545443A1 |
| Стенд для разборки-сборки передних мостов тракторов | 1990 |
|
SU1772020A1 |
| Линия для сборки узлов | 1989 |
|
SU1722771A1 |
| Автоматическая сборочная линия | 1985 |
|
SU1296350A1 |
| СТЕНД ДЛЯ РАЗБОРКИ И СБОРКИ ГИДРОГАСИТЕЛЕЙ | 1993 |
|
RU2068329C1 |
| Шиберный ковшевой затвор | 1977 |
|
SU768555A2 |
| Устройство для подготовки шиберных затворов металлургических ковшей к сборке | 1980 |
|
SU937108A1 |
| 1 ЬС^СОЮЗНАП | 1973 |
|
SU380743A1 |
Изобретение относится к области металлургии, конкретно к разливке стали. Цель изобретения - расширение функциональных возможностей поточной линии для подготовки затворов промежуточных и сталеплавильных ковшей и повышение уровня ее механизации. Поточная линия включает в себя установленные в технологической последовательности грузоподъемные механизмы, стенд для разборки затворов стеллажей, устройства для запрессовки огнеупоров, печь для сушки огнеупоров и устройство для сборки затворов. Каждый стеллаж выполнен в виде двух ветвей, в центре которых расположены устройства для запрессовки огнеупоров, а по торцам установлены кантователи. Использование предложенной поточной линии позволяет механизировать процесс подготовки шиберных затворов к разливке и значительно повысить производительность труда. 9 ил.
fc
Ю
LI
к а
д-гпф
J-j
Ъ Щ
61
С гпд
г
Щ
6Ь
гаш
.
СС08991
.
Фиг.7
Ј-E
40
38
42
Фиг.8
214 27 /
28
| Устройство для подготовки к сборке шиберных затворов металлургических ковшей | 1980 |
|
SU969454A1 |
| кл | |||
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Устройство для видения на расстоянии | 1915 |
|
SU1982A1 |
| Арист Л.М | |||
| и др | |||
| Средства комплексной механизации в металлургическом производстве | |||
| - Киев: Техника, 1981, с.185. | |||
