Изобретение относится к обработке ме- таллов давлением, а именно к устройствам для получения внутренних резьб пластичес- ким деформированием.
Известен бесстружечный метчик для по- 5 лучения внутренних резьб пластическим деформированием металла, у которого резьба выполнена с открытым и замкнутым контурами и средний диаметр, - с обратным конусом ij ,10
Наиболее близким к изобретению является бесстружечный метчик, содержащий заборной и калибрующий участки с резьбой замкнутого контура, имеющей обратную конусность на калибрующем участке по наружному, средне- 15 му и внутреннему диаметрам 2j .
Конусность по всем трем диаметрам выолнена одинаковой и лежит в пределах 0,1-0,15 мм на 1ОО мм длины.20
Однако при нанесении резьбы этим метчиком, особенно в стальных деталях из высокопластичного металла, он ч.эсто заклинивается, из-за чего или срываются витки резьбы или ломается инструмент.25
Целью изобретения является уменьшение крутящего момента н увеличение прочности инструмента.
Это достигается тем, что конусность по наружному диаметру выполнена больше конусности по среднему и внутреннему диаметрам. Благодаря такому выполнению уменьшается крутящий момент, прикладываемый к метчику при получении резьбы.
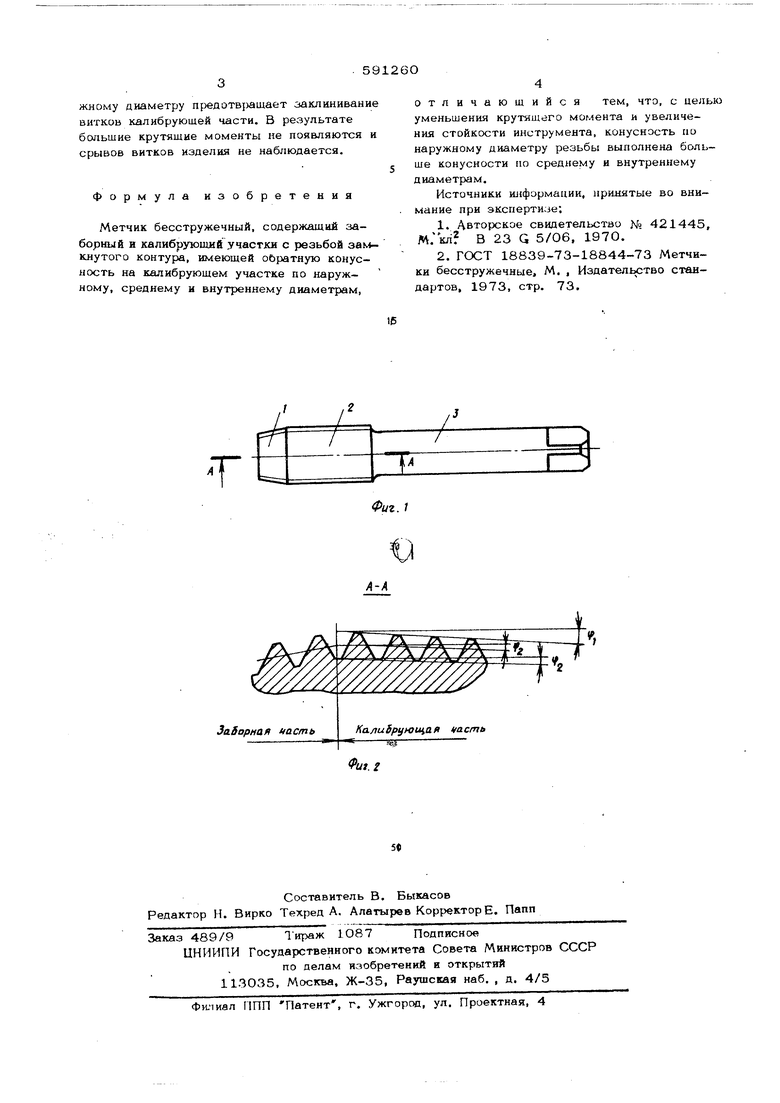
На фиг. 1 изображен бесстружечный метчик; на фиг. 2 - сечение А-А фнг. 1.
Метчик состоит из заборной 1, калибрующей 2 частей и хвостовика 3. Угол обратного конуса по наружному диаметру ф| , по среднему и внутреннему диаметрам Ц) , причем ф Ц,.
Метчик работает следующим образом. При прямом ходе метчик заборной частью 1 начинает формировать резьбу. По мере его продвижения вперед в работу вступают витки калибрующей части 2, который оковчательво формируют профиль резьбы. Затем метчик выходит из обработанного отверстия. Уве личенная по сравнению со средним и внутренним диаметрами обратная конусность по наружному диаметру пр)едотв1)ащает заклинивание витков калибрующей части. В результате бс льшие крутящие моменты не появляются и срывов витков изделия не наблюдается.
формула изобретения
Метчик бесстружечный, содержащий заборный и калибрующий участки с резьбой замкнутого контура, имеющей обратную конусность на калибрующем участке по наружному, среднему и внутреннему диаметрам,
отличающийся тем, что, с цель уменьшения крутящего момента и увеличения стойкости инструмента, конусность по наружному диаметру резьбы выполнена больще конусности но среднему и внутреннему диаметрам.
Источники информации, принятые во внимание при экспертизе;
1.Авторское свидетельство №. 421445,
М.кл
В 23 G 5/06, 1970.
2.ГОСТ 18839-73-18844-73 Метчики бесстружечные, М. , Издательство стандартов, 1973, стр. 73.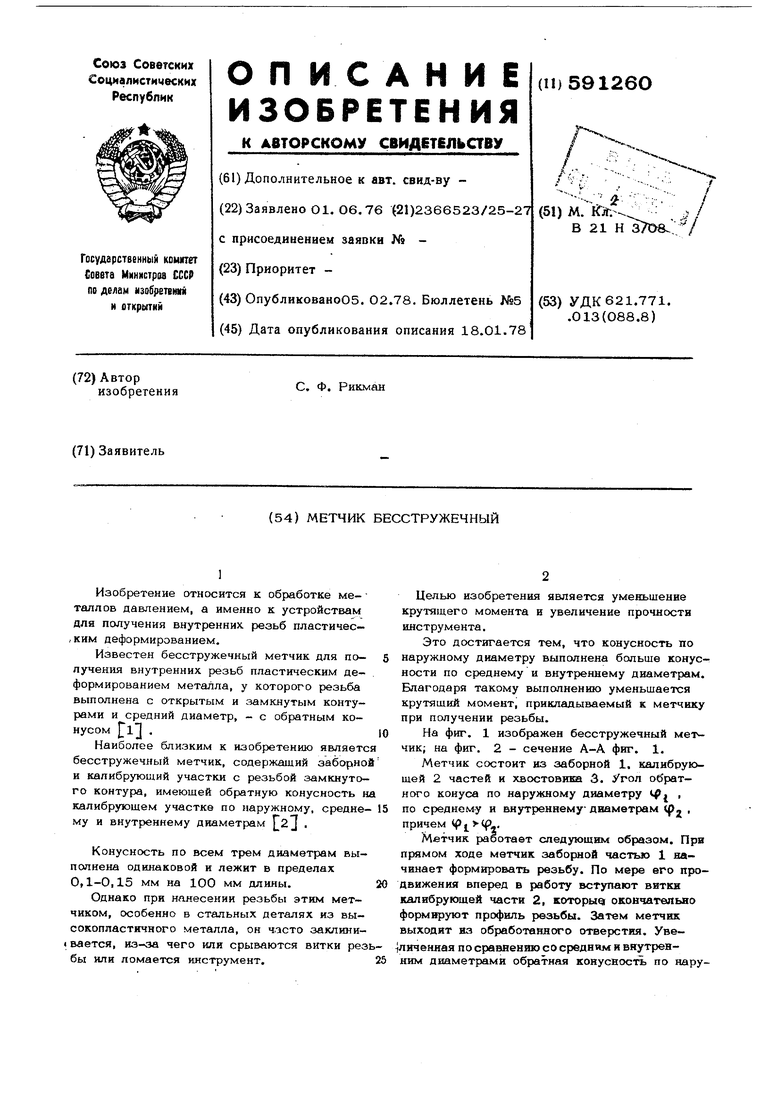
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ВНУТРЕННЕГО РЕЗЬБОНАКАТЫВАНИЯ | 2012 |
|
RU2505383C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВНУТРЕННИХ РЕЗЬБ | 2012 |
|
RU2521758C2 |
| МЕТЧИК БЕССТРУЖЕЧНЫЙ | 1991 |
|
RU2009750C1 |
| Бесстружечный метчик | 1991 |
|
SU1819724A1 |
| Бесстружечный метчик | 1981 |
|
SU997933A1 |
| Деформирующий метчик | 1978 |
|
SU721206A1 |
| Бесстружечный метчик | 1989 |
|
SU1666255A1 |
| Способ настройки резьбошлифовальных станков для обработки бесстружечных метчиков | 1985 |
|
SU1364441A1 |
| Бесстружечный метчик и устройство для его изготовления | 1987 |
|
SU1466860A1 |
| РЕЗЬБОНАКАТНОЙ МЕТЧИК С ИМПУЛЬСНЫМ УСТРОЙСТВОМ ПРИВОДА | 2013 |
|
RU2538248C1 |
Т
Заборная часть
