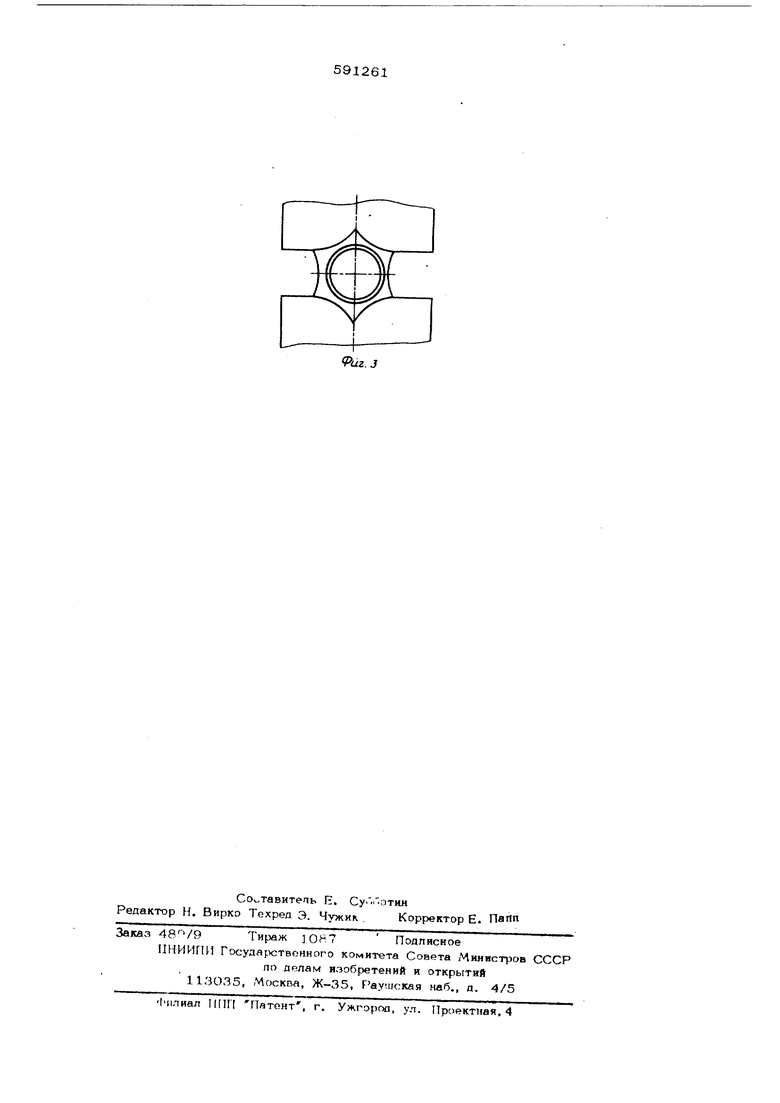
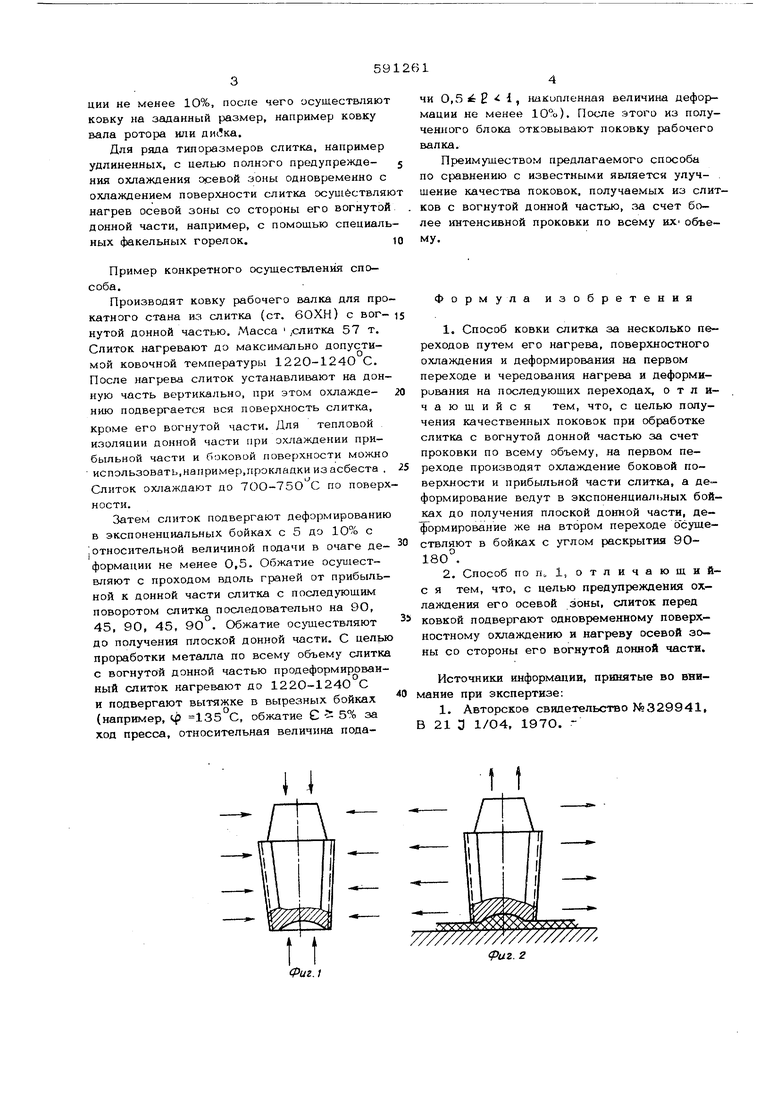
(54) СПОСОБ КОВКИ СЛИТКА ции не менее 1О%, после чего осуществляют коБку на заданный размер, например ковку вала ротора или . Для ряда типоразмеров слитка, например удлиненных, с целью полного предупреждекия охлаждения осевой зоны одновременно с охлаждением поверхности слитка осуществля нагрев осевой зоны со стороны его вогнутой донной части, например, с помощью специаль ных факельных горелок. Пример конкретного осуществления способа. Производят ковку рабочего валка для про катного стана из слитка (ст. бОХН) с вогнутой донной частью. Масса слитка 57 т. Слиток нагревают до максимально допустимой ковочной температуры 1220-1240 С. После нагрева слиток устанавливают на донную часть вертикально, при этом охлаждению подвергается вся поверхность слитка, кроме его вогнутой части. Для тепловой изоляции донной части при охлаждении прибыльной части и боковой поверхности можно использовать,например,прокладки из асбеста . Слиток охлаждают до 700-75Ос по поверх ности. Затем слиток подвергают деформированию в экспоненциальных бойках с 5 до 10% с I относительной величиной подачи в очаге деформации не менее 0,5. Обжатие ocyuiecTвляют с проходом вдоль граней от прибыльной к донной части слитка с последующим поворотом слитка последовательно на 90, 45, 90, 45, 90 . Обжатие оотаествляют до получения плоской донной части. С целью проработки металла по всему объему слитка с вогнутой домной частью продеформированный слиток нагревают до 1220-1240 С и подвергают вытяжке в вырезных бойках (например, ф 135°С, обжатие С - 5% за ход пресса, относительная величина подачи 0,5 Е 1, накопленная величина деформации не менее 10%). После этого из полученного блока отковывают поковку рабочего валка. Преимуществом предлагаемого способа по сравнению с известными является улучшение качества поковок, получаемых из слитков с вогнутой донной частью, за счет более интенсивной проковки по всему их объему. Формула изобретения 1.Способ ковки слитка за несколько переходов путем его нагрева, поверхностного охлаждения и деформирования на первом переходе и чередования нагрева и деформиривания на последующих переходах, отличающийся тем, что, с целью получения качественных поковок при обработке слитка с вогнутой донной частью за счет проковки по всему объему, на первом переходе производят охлаждение боковой поверхности и прибыльной части слитка, а деформирование ведут в экспоненциальных бойcax до получения плоской донной части, деформирование же на втором переходе осушествляют в бойках с углом раскрытия 9018О°. 2.Способ по п„ Is отличающийс я тем, что, с целью предупреждения охлаждения его осевой зоны, слиток перед ковкой подвергают одновременному поверхностному охлаждению и нагреву осевой зоны со стороны его вогнутой донной части. Источники информации, принятые во вниание при экспертизе: 1. Авторское свидетельство №329941, 21 3 1/04, 1970. 7/////////////////////
(риг. 2
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ ковки слитков | 1979 |
|
SU804155A1 |
| Способ ковки поковок | 1988 |
|
SU1608005A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВКИ ИЗ СЛИТКА | 2008 |
|
RU2392084C1 |
| Способ ковки прокатных валков в режиме упрочнение-регламентированная пауза-разупрочнение | 1986 |
|
SU1468635A1 |
| Способ ковки крупных поковок | 1979 |
|
SU804151A1 |
| Способ ковки крупных слитков | 1984 |
|
SU1323191A1 |
| Способ ковки слитка с вогнутой донной частью | 1977 |
|
SU747601A1 |
| Способ изготовления поковок типа дисков из высоколегированных жаропрочных сплавов | 1980 |
|
SU867519A1 |
| Способ ковки поковок ступенчатых валов | 1989 |
|
SU1697972A1 |
| СПОСОБ УПРОЧНЕНИЯ ЗАГОТОВОК, ПРЕИМУЩЕСТВЕННО КОЛЬЦЕВЫХ, ИЗ ХРОМОМАРГАНЦЕВЫХ СТАЛЕЙ | 2012 |
|
RU2542957C2 |