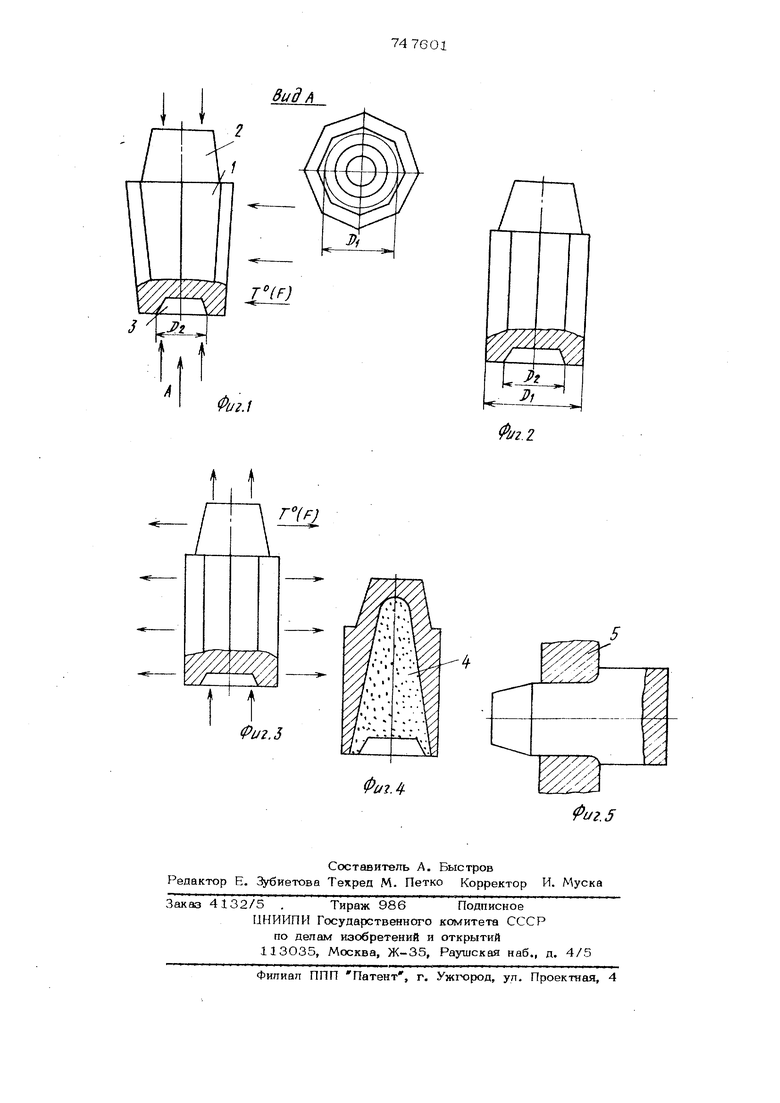
37 ночной температуры и выдерживают при этой температуре. По окончании нагрева осуществпяют охлаждение боковой поверхности заготовки 1 и прибыльной части 2 с одновременным подогревом осевой зоны со стороны попос ти 3 в донной части. О спажг.енле ведут до тех пор, пока спой метаппа глубиной HP 0,25-0,75 (0,)2) не охладится до температуры 70О-9ООс. Это позволяет погтучить пластическое ядро 4 в форме конуса, большее основание которого распо ложено в донной части заготовки. Такая форма пластического ядра позволяет Дри выполнении следующей операдии - вы тяжки бойками 5, например экспонешшаль HbnvfH, выдавить дентральньш, более горячие слои металла в донную часть заготовки, обеспеч т одновременную заварку дефектов за счет сосредоточения деформа дии в пласт1-гческом ядре. ripiTN-fep реализации способа ковки слитков. Проводилось изготовление рабочего валка прокатного стана из слитка стали 9ХФ с вогнутой донной частью, массой 54Т, конусностью 3.6% на обе стороны. Диаметр окружности, вписанной в донную часть, D 154О мм, диаметр нижнего основан1;ш полости донной части слитка Dj, 1200 мм. Спиток нагревали до температуры 120О-122О°С, выдерживали при этой температуре и обжимали в экспонендиаль ных бойках до получения призматической боковой поверхности. Обжатия осути;ествтщ ли с проходом вдоль граней от донной части слитка к прибыльной с последующи МИ кантовками на углы 9О°, 45 и 45. Полученную заготовку вновь нагревал до 12ОО-122О°С с выдержкой,-после чего ее устадавливали вертикально, охлаж 1 дали боковую поверхность и прибыльную часть, подогревая донную часть. Охлаждение проводилось в течение 2,5 ч с тем, чтобы получить охлаждение до 7ОО9ОО С поверхность глубиной ,250,75 (D, - 1)2} 85-250 мм,После этого заготовку обжимали в экспоненциальных бойках до получения плоской донной части. Полученную заготовку нагревали и подвергали вытяжке, после чего окончательно отковывали поковку валка стана. Предлагаемый способ посазоляет получать качественные изделия из слитков всех типоразмеров. Формула изобретения Способ ковки слитка с вогнутой донной частью за несколько переходов путем нагрева, обжатия и охлаждения .боковой поверхности и прибыльной части слитка на первом переходе, и чередования нагревов и обжатий на пос;ледующих переходах, отлич ающийся тем, что, с целью улучшения качества получаемого изделия и расширения диапазона обрабатьтаемых слитков, при обжатии на первом переходе боковой поверхности слитка придают призматическую форму, а охлаждение ее осуществляют до температуры 70О900 С на глубину, определяемую зависимостью h 0,25-0,75 () глубина охлаждаемого слоя; диаметр окружности, вписанной в донную часть слитка) диаметр нижнего основания полости данной части слитка. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР по заявке N 2360548/25-27, кл. В 21 J 1/04, 1976.
вид А
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ ковки слитков | 1979 |
|
SU804155A1 |
| Способ ковки прокатных валков в режиме упрочнение-регламентированная пауза-разупрочнение | 1986 |
|
SU1468635A1 |
| Способ ковки слитка | 1976 |
|
SU591261A1 |
| СПОСОБ УПРОЧНЕНИЯ ЗАГОТОВОК, ПРЕИМУЩЕСТВЕННО КОЛЬЦЕВЫХ, ИЗ ХРОМОМАРГАНЦЕВЫХ СТАЛЕЙ | 2012 |
|
RU2542957C2 |
| Способ ковки слитков и устройство для его осуществления | 1985 |
|
SU1303238A1 |
| Способ ковки ступенчатых поковок | 1986 |
|
SU1480945A1 |
| Способ протяжки крупных слитков | 1985 |
|
SU1409393A1 |
| СПОСОБ КОВКИ КУЗНЕЧНЫХ СЛИТКОВ | 1992 |
|
RU2006327C1 |
| СПОСОБ КОВКИ СЛИТКОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2031754C1 |
| Способ изготовления цилиндрических поковок | 1987 |
|
SU1442315A2 |