Изобретение относится к обработке металлов давлением и может быть использов ано при изготовлении поковок крупных прокатных Валков свободной
овкой в режиме (УПР) упрочнение - егламентированная пауза - разупрочение ,
Цель изобретения - повышение каества поковок путем поддержания небходимой пластичности металла по зонам деформирования.
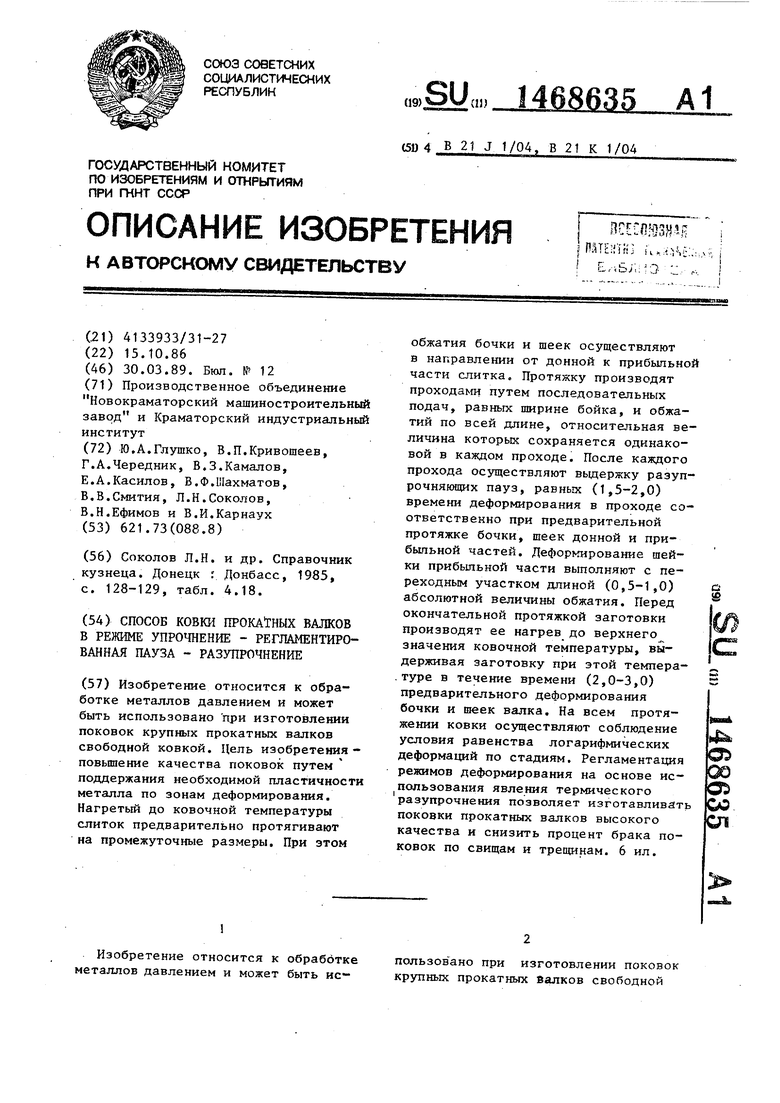
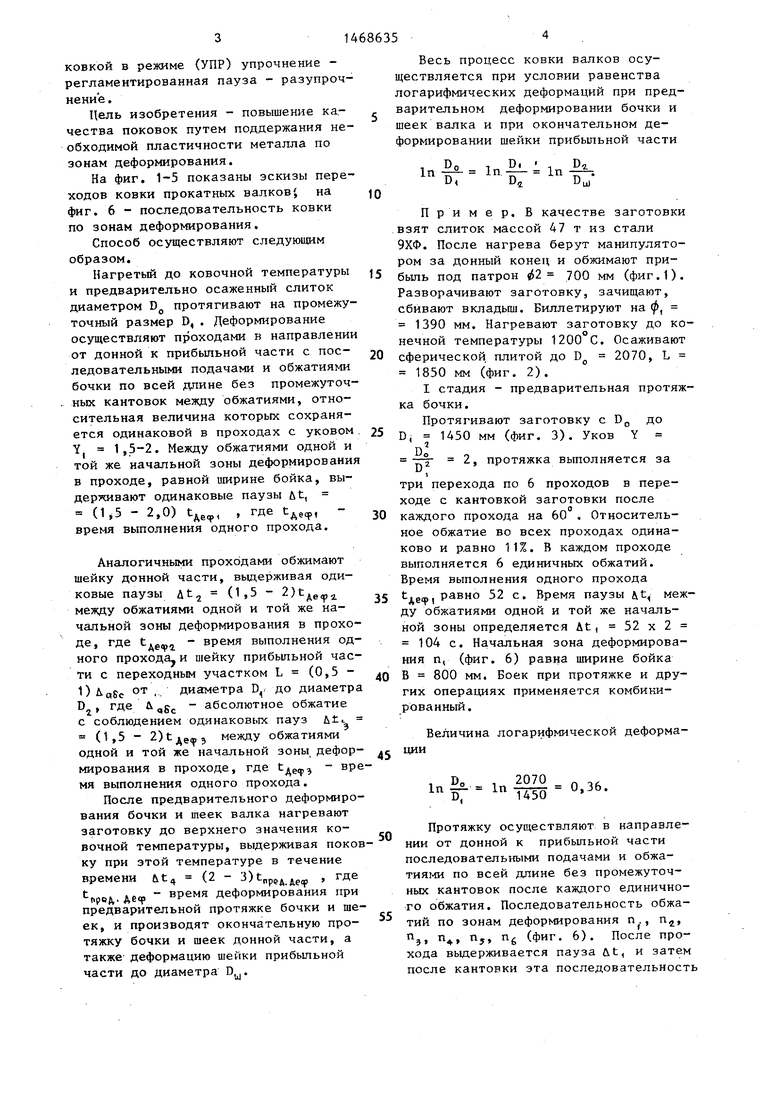
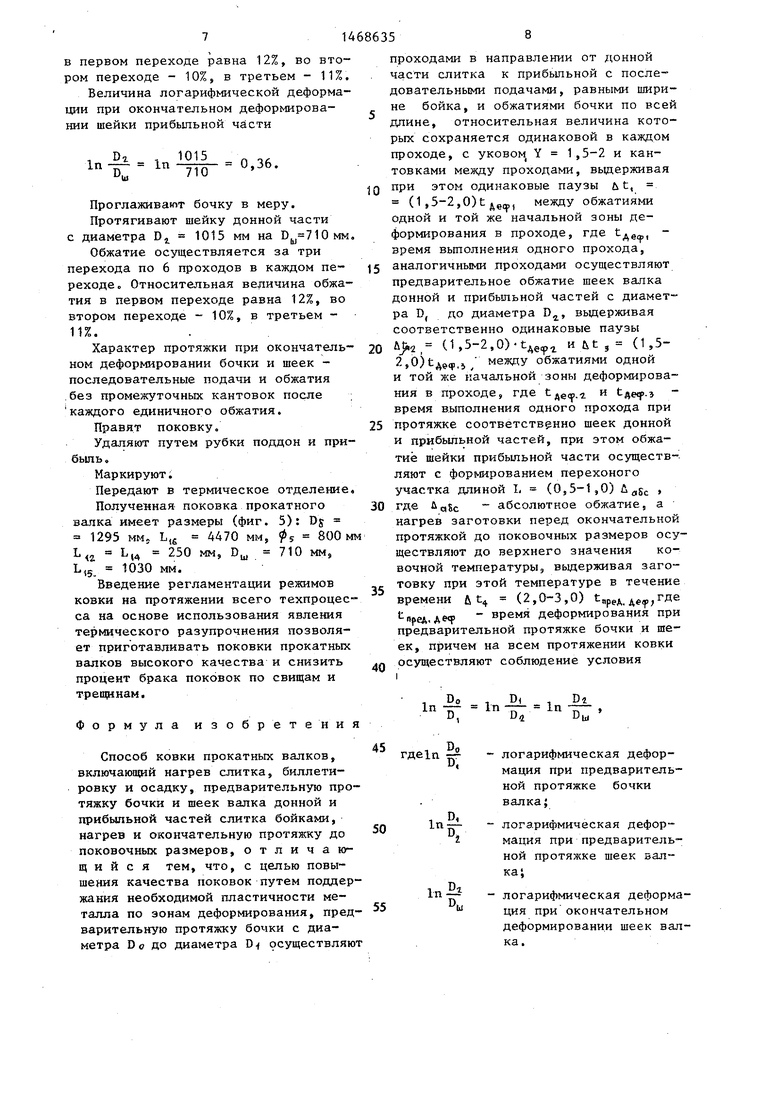
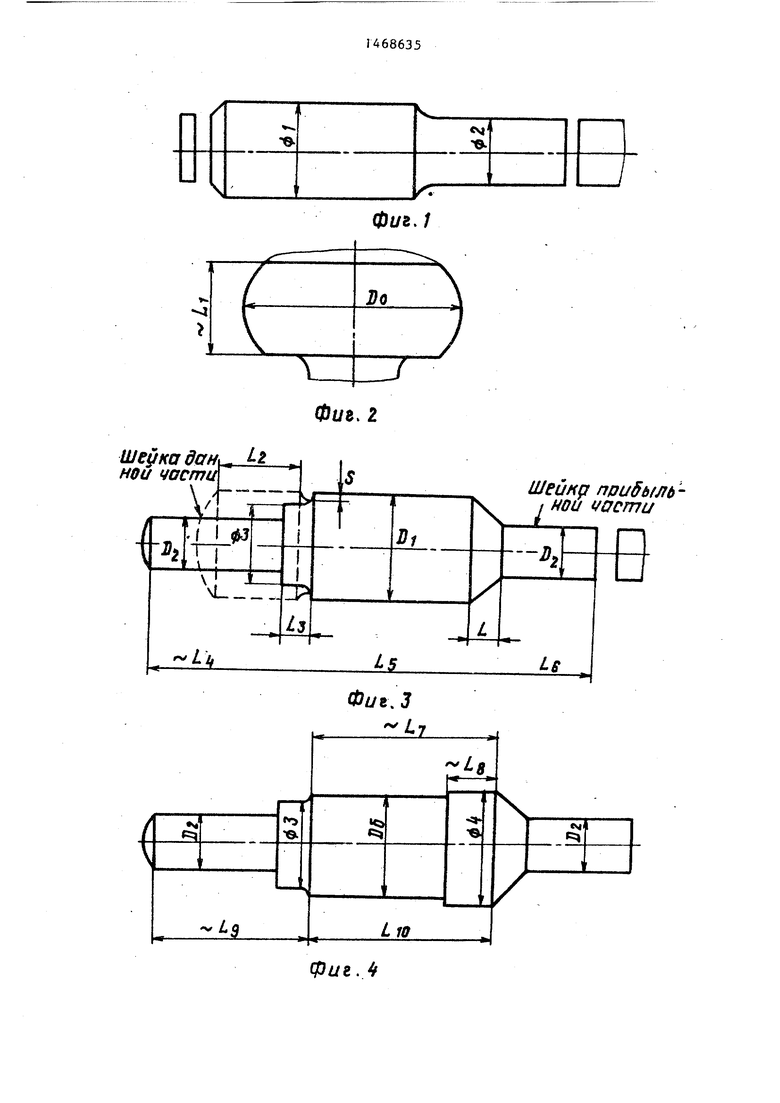
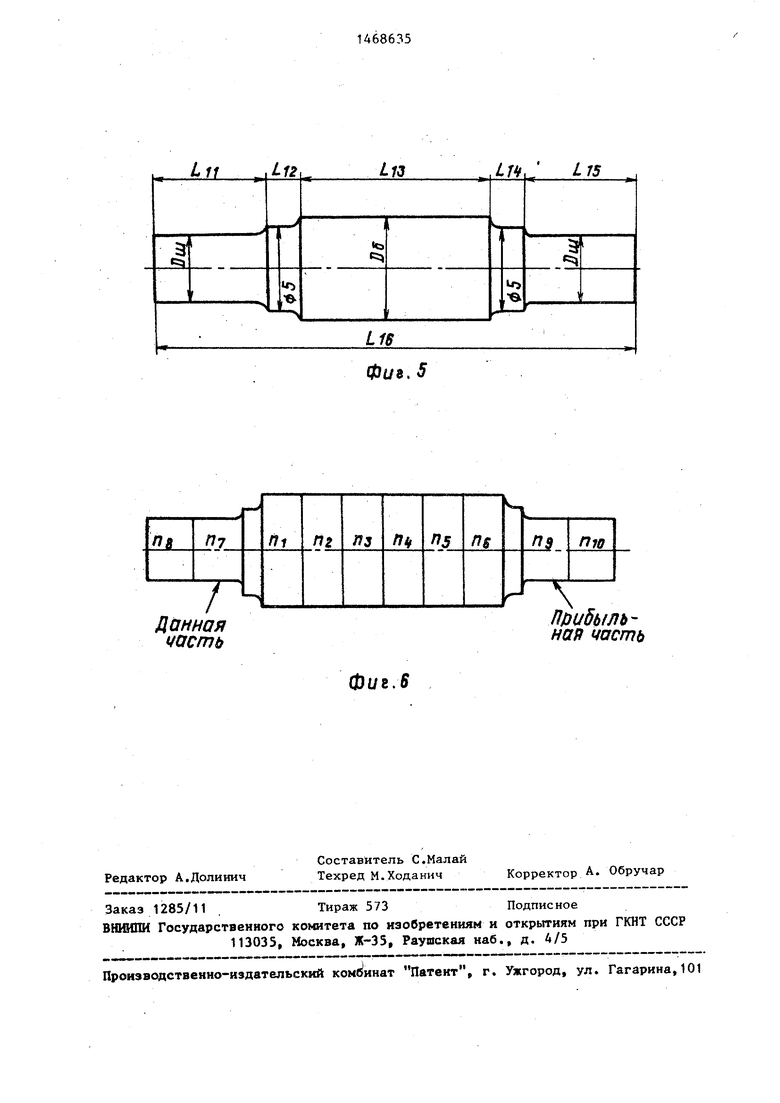
На фиг. 1-5 показаны эскизы переходов ковки прокатных валков , на фиг. 6 - последовательность ковки по зонам деформирования.
Способ осуществляют следующим
образом.
Нагретый до ковочной температуры и предварительно осаженный слиток диаметром D, протягивают на промежуточный размер D, . Деформирование осуществляют проходами в направлении от донной к прибыльной части с последовательными подачами и обжатиями бочки по всей длине без промежуточ- ных кантовок между обжатиями, относительная величина которых сохраняется одинаковой в проходах с уковом Y 1,5-2. Между обжатиями одной и той же начальной зоны деформирования в проходе, равной ширине бойка, выдерживают одинаковые паузы ЛЦ (1,5 - 2,0) , , где Ьдеср, - время выполнения одного прохода.
Аналогичными проходами обжимают шейку донной части, выдерживая оди- ковые паузы At ( - 2),j между обжатиями одной и той же начальной зоны деформирования в проходе, где t.g(p,j - время выполнения одного прохода и шейку прибыльной части с переходным участком L (0,5 - 1)fj.jp от , диаметра до диаметра D , где U,gp - абсолютное обжатие с соблюдением одинаковых пауз utc (1,5 - 2) между обжатиями одной и той же начальной зоны деформирования в проходе, где Сде,,, мя выполнения одного прохода.
После предварительного деформирования бочки и шеек валка нагревают заготовку до верхнего значения ковочной температуры, вьщерживая поковку при этой температуре в течение времени bt, (2 - 3)t„pJДJ p , где tj, . деда время деформирования при предварительной протяжке бочки и шеек, и производят окончательную протяжку бочки и шеек донной части, а также деформацию шейки прибыльной части до диаметра D.
Весь процесс ковки валков осуществляется при условии равенства логарифмических деформаций при предварительном деформировании бочки и шеек валка и при окончательном деформировании шейки прибыльной части
l,D ln2l-iln
D,
D
Вы
Пример. В качестве заготовки взят слиток массой 47 т из стали 9ХФ. После нагрева берут манипулятором за донный конец и обжимают прибьшь под патрон 2 700 мм (фиг.1). Разворачивают заготовку, зачищают, сбивают вкладыш. Биллетируют на ф, 1390 мм. Нагревают заготовку до конечной температуры 1200 С. Осаживают
сферической, плитой до D 2070, L 1850 мм (фиг. 2).
I стадия - предварительная протяжка бочки.
Протягивают заготовку с D до
D, 1450 мм (фиг. 3). Уков Y
-f- 2, протяжка выполняется за
три перехода по 6 проходов в переходе с кантовкой заготовки после
каждого прохода на 60 . Относительное обжатие во всех проходах одинаково и равно 11%. В каждом проходе выполняется 6 единичных обжатий. Время выполнения одного прохода
дея) Рзвно 52 с. Время паузы &t, между обжатиями одной и той же начальной зоны определяется At, 52 х 2 104 с. Начальная зона деформирования п, (фиг. 6) равна ширине бойка
В 800 мм. Боек при протяжке и других операциях применяется комбинированный.
Величина логарифмической деформа45
ции
1 DO 1 2070 „ .
ТШ ° Протяжку осуществляют в направле- НИИ от донной к прибыльной части последовательнь1ми подачами и обжа- ТИЯ1-Ш по всей длине без промежуточных кантовок после каждого единичного обжатия. Последовательность обжа- тий по зонам деформирования п,, п,, э 5 б (фиг. 6). После прохода выдерживается пауза ut, и затем после кантовки эта последовательность
повторяется, начиная с начальной зоны деформирования п,, . Время пауз между проходами одинаковое. Выдержк величин времени проходов и пауз обеспечивается системой управления автоматического ковочного комплекса АКК-100 МН.
II стадия - предварительное обжа тие шейки донной части.
Размечают и производят подсечку со стороны донной на глубину S 170 мм, Lj 440 мм,
Протягивают шейку донной части с диаметра D, Dj 1015 мм,
выполняется за три перехода по 6 проходов в переходе с кантовкой заготовки после каждого прохода на 60 , Второй переход заканчивают про тяжкой до диаметра Р, 1150 мм. При выполнении третьего перехода оставляют уступ РЗ 1150 мм на длин L 210 мм. Относительное обжатие во всех проходах одинаково и равно 11%. В каждом переходе выполняется 2 единичных обжатия.
Время вьтолнения одного перехода Aetf.-i 12 с, время паузы At между обжатиями одной и той же начальной зоны деформирования в проходе определяется: Atj 12cx2 24c. Начальная зона деформирования п (фиг. 6) равна ширине бойка мм
Протяжку осуществляют последовательными подачами и обжатиями без промежуточных кантовок после каждого единичного обжатия. Последовательность обжатий по зонам деформирова- ния Л|, Пц. После прохода выдержива 1450 мм на диаметр , L 700 мм. Протяжка
ется пауза &t
J,, а затем после кантовки на.60° эта последовательность повторяется, т.е. осуществляют нажим бойком в зоне Пу, затем в зоне п.
III стадия - предварительное Обжатие шейки прибьтьной части.
Протягивают шейку прибыльной части с диаметра D, 1450 мм на диаметр D 1015 мм, длиной Ц 1200 мм (фиг. 3). Протяжка шейки осуществляется аналогично шейки донной части. Деформацию вьтолняют за три перехода по 6 проходов в переходе с кантовкой заготовки после каждого прохода на 60°. При этом деформацию осуществляют с переходным
участком L 0,75 X U „5с « г ДеЛо.Бс абсолютное обжатие, равное 435 мм.
1468635
Исходя из .этого L 0,75 X 435 326 fc 325 мм. Относительное обжтие во всех проходах одинаково и равно 11%, В каждом проходе выполняется два единичных обжатия.
Время выполнения одного прохода -деф.э 12с, время паузь между обжатиями одной и той же начальной зоны деформирования в проходе определяется ЬЦ 12сх2 24с. Начальная зона деформирования п (фиг, 6) равна ширине бойка м
Протяжку осуществляют последовательными подачами и обжатиями без промежуточных кантовок после каждого единичного обжатия. Последовательность обжатий по зонам деформирования п, , п,о , После прохода выдерживается пауза At., а затем после кантовки на бО эта последовательность повторяется, т.е. осуществляют нижним бойком в зоне п., затем в зоне п .
Величина логарифмической деформации
1п
D,
0,36,
30
0
35
После протяжки шейки прибьшьной части осуществляют нагрев заготовки,
Нагрев.
Нагрев осуществляют до верхнего значения ковочной температуры, равного 1200°С.
Время деформирования при предварительной протяжке бочки и шеек
-«ред.дёч
44 мин.
5
0
Бремя выдержки при этой температуре д X 2,5 110 мин.
IV стадия - окончательная протяжка бочки, шеек донной и прибыльной частей.
Протягивают бочку с диаметра D. 1450 мм до окончательного диаметра бочки Dj. 1295 мм (фиг, 4).
Протяжка выполняется за 1 пере-, ход с 6 проходами. Относительное обжатие при протяжке составляет 11%, При протяжке осуществляется утолщение диаметра 1360-мм и L, 25,0 мм.
Протягивают шейку прибыльной час5
D.
1015 мм на D,
ти с диаметра 710 мм.
Обжатие осуществляют за три перехода по 6 проходов в каящом переходе . Относительная величина обжатия
в первом переходе равна 12%, во втором переходе - 10%, в третьем - 11%. Величина логарифмической деформации при окончательном деформировании шейки прибыльной части
Рг D,..
In
0,36.
Проглажива(пт бочку в меру.
Протягивают шейку донной части с диаметра D, 1015 мм на Б 710мм
Обжатие осуществляется за три перехода по 6 проходов в каждом переходе Относительная величина обжатия в первом переходе равна 12%, во втором переходе - 10%, в третьем - 11%.
Характер протяжки при окончательном деформировании бочки и шеек - последовательные подачи и обжатия .без промежуточньк кантовок после каждого единичного обжатия.
Правят поковку.
Удаляют путем рубки поддон и прибыль.
Маркируют
Передают в термическое отделение Полученная поковка прокатного валка имеет размеры (фиг. 5): DS
1295 мм, L,e 4470 мм, s 800м
г
М
-(6 250
мм, D. 710 мм,
L,5. 1030 мм.
Введение регламентации режимов ковки на протяжении всего техпроцесса на основе использования явления термического разупрочнения позволяет приготавливать поковки прокатных валков высокого качества и снизить процент брака поковок по свищам и трещинам.
Формула изобретени
Способ ковки прокатных валков, включаю1ций нагрев слитка, биллети- ровку и осадку, предварительную протяжку бочки и шеек валка донной и прибыльной частей слитка бойками, нагрев и окончательную протяяску до поковочных размеров, отличаю щ и и с я тем, что, с целью повышения качества поковок путем поддержания необходимой пластичности металла по зонам деформирования, предварительную протяжку бочки с диаметра Dо до диаметра D осуществляю
5
0
5
0
5
проходами в направлении от донной части слитка к прибыльной с последовательными подачами, равными ширине бойка, и обжатиями бочки по всей длине, относительная величина которых сохраняется одинаковой в каждом проходе, с уковом Y 1 ,5-2 и кан- товками между проходами, вьвдерживая при этом одинаковые паузы &t, (1 ,5-2,0),, между обжатиями одной и той же начальной зоны деформирования в проходе, где Ьд, - время вьшолнения одного прохода, аналогичными проходами осуществляют предварительное обжатие шеек валка донной и прибыльной частей с диаметра D, до диаметра D, выдерживая соответственно одинаковые паузы UJ,2, (1,5-2,0),pi , (1,5- 2,0)tдe,q,, / между обжатиями одной и той же начальной зоны деформирования в проходе, где . и время выполнения одного прохода при протяжке соответственно шеек донной и прибыльной частей, при этом обжатие шейки прибыльной части осуществляют с формированием перехоного участка длиной L (0,5-1,0) u,S(. , где ugSc - абсолютное обжатие, а нагрев заготовки перед окончательной протяжкой до поковочных размеров осуществляют до верхнего значения ковочной температуры, выдерживая заготовку при этой температуре в течение
0
времени йЦ (2,0-3,0) t„peдд гдe
-nfe.
- время деформирования при
предварительной протяжке бочки и шеек, причем на всем протяжении ковки осуществляют соблюдение условия
D,
In
Р
D-г
In
Рг РЫ
где1п
1пЬ D,.,
логарифмическая деформация при предварительной протяжке бочки валка;
логарифмическая деформация при предварительной протяжке шеек валка;
логарифмическая деформация при окончательном деформировании шеек валка.
в«4J

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ ковки ступенчатых поковок | 1986 |
|
SU1480945A1 |
| Способ ковки-протяжки | 1988 |
|
SU1620195A1 |
| Способ изготовления цилиндрических поковок | 1987 |
|
SU1442315A2 |
| Способ изготовления ступенчатых поковок | 1981 |
|
SU1238868A1 |
| Способ ковки поковок ступенчатых валов | 1989 |
|
SU1697972A1 |
| Способ изготовления ступенчатой цилиндрической поковки | 1990 |
|
SU1791070A1 |
| СПОСОБ КОВКИ КУЗНЕЧНЫХ СЛИТКОВ | 1992 |
|
RU2006327C1 |
| Способ ковки крупных слитков | 1984 |
|
SU1323191A1 |
| Способ получения поковок коленчатых валов | 1988 |
|
SU1556806A1 |
| Способ получения заготовок | 1988 |
|
SU1724411A1 |
Изобретение относится к обработке металлов давлением и может быть использовано при изготовлении поковок крупных прокатных валков свободной ковкой. Цель изобретения - повышение качества поковок путем поддержания необходимой пластичности метешла по зонам деформирования. Нагретый до ковочной температуры слиток предварительно протягивают на промежуточные размеры. При этом обжатия бочки и шеек осуществляют в нагфавлении от донной к прибыльной части слитка. Протяжку производят проходами путем последовательных подач, равных ширине бойка, и обжатий по всей длине, относительная величина которых сохраняется одинаковой в каждом проходе. После каждого прохода осуш1ествляют выдержку разуп- рочняющих пауз, равных (1,5-2,0) времени деформирования в проходе соответственно при предварительной протяжке бочки, шеек донной и прибыльной частей. Деформирование шейки прибьшьной части выполняют с переходным участком длиной (0,5-1,0) абсолютной величины обжатия. Перед окончательной протяжкой заготовки производят ее нагрев до верхнего значения ковочной температуры, выдерживая заготовку при этой темпера- .туре в течение времени (2,0-3,0) предварительного деформирования бочки и шеек валка. На всем протяжении ковки осуществляют соблюдение условия равенства логарифмических деформаций по стадиям. Регламентация режимов деформирования на основе ис- Iпользования явления термического разупрочнения позволяет изготавливать поковки прокатных валков высокого качества и снизить процент брака поковок по свищам и трещинам. 6 ил. с «6 о О5 СА Ы
«.
-J
Фиг. 2
Шфсгдан и
л ЛЛ «
Фиг.
ф1/г.;
So
Шейк; прибыль /
Фиъ.б
Фи8. S
| Соколов Л.Н | |||
| и др | |||
| Справочник | |||
| кузнеца | |||
| Донецк г Донбасс, 1985, с | |||
| Сепаратор-центрофуга с периодическим выпуском продуктов | 1922 |
|
SU128A1 |
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
