Изобретение относится к обработке металлов давлением, а именно к способам изготовления поковок типа диска.
Цель изобретения - повышение качества поковок за счет проработки при- контактных торцовых зон слитка и повышение производительности.
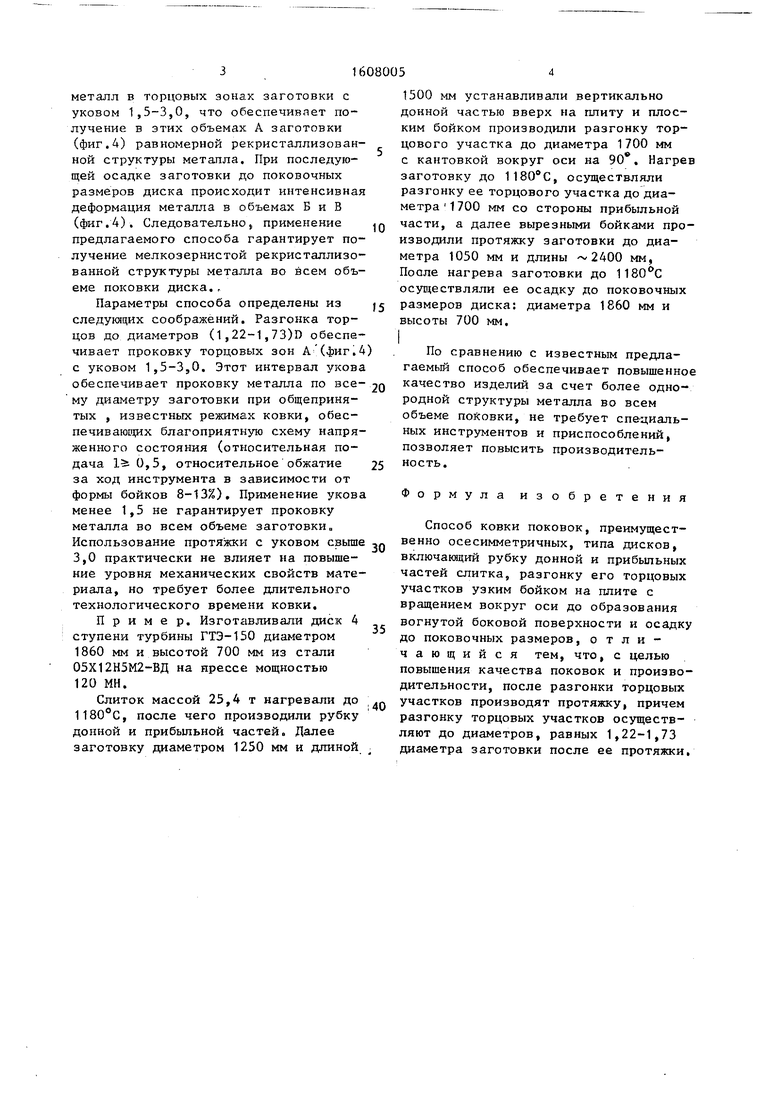
На фиг.1 показан блок диаметром D после рубки прибыльной и донной частей; на фиг.2 - заготовка после разгонки торцовых участков до диаметра D, равного 1,22-1,73 диаметра заготовки после протяжки Dj; на фиг.З - заготовка после протяжки до диаметра DJ; на фиг.4 - готовая поковка диска диаметром Da и толщиной Н.
Способ реализуется в следующей последовательности.
После удаления прибыльной и донной частей слиток нагревают и осуществляют разгонку торцовых участков локальным деформированием. Для устранения
образования эллипсной формы после каждого прохода по торцу слиток пов9, рачивают вокруг оси на 90°. Разгонку проводят до получения диаметра, равного 1,22-1,73 диаметра заготовки после протяжки (фиг.2). Далее заготовку кантуют на 180° и производят разгонку другого торцового участка (фиг.2). После нагрева осуществляют протяжку на диаметр или всей заготовки или только участков с диаметром D(1,22-1,73)Пз (фиг.З) и далее осадку до поковочных размеров диска Da и Н (фиг.4).
Протяжку заготовки можно осуществлять сразу после разгонки торцового участка, т.е. чередуя операции разгонки и протяжки.
Эффект способа заключается в том, что разгонка торцовых участков до диаметра (1,22-1,73)D3 и включение операции,протяжки позволяют проковать
О5
о
00
о о ел
еталл в торцовых зонах заготовки с ковом 1,5-3,0, что обеспечивает поучение в этих объемах А заготовки (фиг.4) равномерной рекристаллизован- ной структуры метапла. При последуюей осадке заготовки до поковочных размеров диска происходит интенсивная еформация металла в объемах Б и В (фиг,4). Следовательно, применение Q предлагаемого способа гарантирует поучение мелкозернистой рекристаллизованной структуры металла во всем объеме поковки диска.,
Параметры способа определены из следующих соображений. Разгонка торцов до диаметров (1,22-1,73)D обеспечивает проковку торцовых зон А (фиг.4) с уковом 1,5-3,0. Этот интервал укова обеспечивает проковку металла по все- 2Q му диаметру заготовки при общепринятых , известных режимах ковки, обеспечивающих благоприятную схему напряженного состояния (относительная подача 1 0,5, относительное обжатие 25 за ход инструмента в зависимости от формы бойков 8-13%), Применение укова менее 1,5 не гарантирует проковку металла во всем объеме заготовки,, Использование протяжки с уковом свыше .,« 3,0 практически не влияет на повышение уровня механических свойств материала, но требует более длительного технологического времени ковки.
Пример. Изготавливали диск 4 ступени турбины ГТЭ-150 диаметром 1860 мм и высотой 700 мм из стали 05Х12Н5М2-ВД на прессе мощностью 120 МН,
Слиток массой 23,4 т нагревали до .„ 1180°С, после чего производили рубку донной и прибыльной частей. Далее заготовку диаметром 1250 мм и длиной
35
Q
Q 5 «
„
5
1500 мм устанавливали вертикально донной частью вверх на плиту и плоским бойком производили разгонку торцового участка до диаметра 1700 мм с кантовкой вокруг оси на 90. Нагрев заготовку до , осуществляли разгонку ее торцового участка до диаметра 1700 мм со стороны прибыльной части, а далее вырезными бойками производили протяжку заготовки до диаметра 1050 мм и длины 2400 мм, Поале нагрева заготовки до осуществляли ее осадку до поковочных размеров диска: диаметра 1860 мм и высоты 700 мм.
По сравнению с известным предлагаемый способ обеспечивает повышенное качество изделий за счет более однородной структуры металла во всем объеме поЛовки, не требует спе-циаль- ных инструментов и приспособлений, позволяет повысить производительность.
Формула изобретения
Способ ковки поковок, преимущественно осесимметричных, типа дисков, включагаций рубку донной и прибьшьных частей слитка, разгонку его торцовых участков узким бойком на плите с вращением вокруг оси до образования вогнутой боковой поверхности и осадку до поковочных размеров, отличающийся тем, что, с целью повышения качества поковок и производительности, после разгонки торцовых участков производят протяжку, причем разгонку торцовых участков осуществляют до диаметров, равных 1,22-1,73 диаметра заготовки после ее протяжки.
Dl
Фиг.1
)D5
Фаг. 2
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВКИ ИЗ СЛИТКА | 2008 |
|
RU2392084C1 |
| Способ ковки валов | 1990 |
|
SU1761365A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВКИ ДИСКА ИЗ СЛИТКА | 2009 |
|
RU2397038C1 |
| Способ ковки прокатных валков в режиме упрочнение-регламентированная пауза-разупрочнение | 1986 |
|
SU1468635A1 |
| Способ изготовления поковок типа дисков из высоколегированных жаропрочных сплавов | 1980 |
|
SU867519A1 |
| СПОСОБ ПОЛУЧЕНИЯ ЗАГОТОВОК | 2007 |
|
RU2358826C2 |
| Способ изготовления цилиндрических поковок | 1987 |
|
SU1442315A2 |
| Способ ковки поковок типа пластин | 1980 |
|
SU889248A1 |
| Способ ковки поковок типа пластин | 1990 |
|
SU1761364A1 |
| Способ изготовления поковок прямоугольного сечения | 1985 |
|
SU1281328A1 |
Изобретение относится к обработке металлов давлением, а именно к способам ковки поковок типа дисков. Цель изобретения - повышение качества поковок за счет проработки приконтактных торцовых зон слитка и повышение производительности. Из слитка вырубают блок и на плоской плите узким бойком производят разгонку его торцовых участков. Слиток вращают вокруг вертикальной оси. После разгонки слиток протягивают, а затем осаживают до поковочных размеров. Разгонку торцов ведут до получения диаметров, равных (1,22...1,73) диаметра заготовки после ее протяжки. 4 ил.
Фиг,д
Фиг л
| Способ ковки поковок | 1984 |
|
SU1248711A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
