(54) СПОСОБ КОВКИ СЛИТКОВ

| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ КОВКИ СЛИТКОВ В ЧЕТЫРЕХБОЙКОВОМ КОВОЧНОМ УСТРОЙСТВЕ | 2008 |
|
RU2394663C1 |
| Способ изготовления поковок типа вал | 1990 |
|
SU1773541A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРОФИЛЬНЫХ ЗАГОТОВОК ДЛЯ ОСЕЙ ПОДВИЖНОГО СОСТАВА | 2004 |
|
RU2283719C2 |
| Способ ковки валов | 1990 |
|
SU1761365A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДИСКА | 2008 |
|
RU2389581C1 |
| Способ ковки крупных слитков | 1984 |
|
SU1323191A1 |
| Способ ковки слитка | 1976 |
|
SU591261A1 |
| Способ изготовления цилиндрических поковок | 1987 |
|
SU1442315A2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВОК ПРЕИМУЩЕСТВЕННО ИЗ МЕТАЛЛОВ И СПЛАВОВ ПОДГРУППЫ ТИТАНА И КОВОЧНЫЙ КОМПЛЕКС ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2220020C1 |
| Способ ковки слитка с вогнутой донной частью | 1977 |
|
SU747601A1 |
Изобретение относится к обработке металлов давлением, а именно к способам ковки слитков, и может быть использовано в кузнечно-прессовых цехах машиностроительных и металлургических заводов.
Известен способ КОРКИ слитков с вогнутой донной частью за несколько переходов путем нагрева слитка, его предварительной ковки, охлаждения боковой поверхности и прибыльной части и чередования нагрева и ковки на следующих переходах l.
Недостатком известного способа ковки слитков является невысокое качество получаемых поковок, что обусловлено особенностями технологической схемы процесса.
Цель изобретения - повышение ка4ecTj8a поковок.
Поставленная цель достигается тем, что в способе ковки слитков с вогнутой донной частью за несколько переходов путем нагрева слитков, его предварительной ковки и охлаждения боковой поверхности и прибыльной ча,сти слитка, и чередованиянагрева и ковки на последующих переходах, при предварительной ковке обжимают участок слитка,отстоящий от торца его донной части на расстоянии 0,51,0 от среднего диаметра слитка
С длиной, равной вышеуказанному
расстоянию, а после охлаждения боковой поверхности и прибыльной части вначале куют участок, прилегающий к донной части слитка, а затем - оставшуюся часть.
Расстояние от донной части слитка до проковываемого участка, равное 0,5 - 1,0 О, где О - средний диаметр слитка, выбираются из следующих соображений.
Нижней границей расстояния от донной части слитка до начала проковываемого участка является величина 0,5 D, которая позволяет кова;-. участок, прилегающий к донной части, бойком шириной 0,5 D и, следоват« -1ьно, обеспечивает относительную подачу 4 0,5.
Уменьшение расстояния.от донной
части слитка до начала проковываемого участка до величины, меньшей 0,5 D, не позволит ковать участок, прилегающий к донной части бойком шириной 0,5 D и, следовательно, не
обеспечит подачу 4 0,5, необ ханмую для интенсивЕюго деформирования осевой зоны, с целью заполнения полости в донной части слитка.
Максимальная длина проковываемого участка выбирается в зависимости от ширины бойков, которые практически не бывают более 1,0 D. Минимальная длина этого участка не может быть менее 0,5 о, так как в этом случае на его температурнбе поле будут оказывать влияние соседние недеформиро-ванные участки слитка.
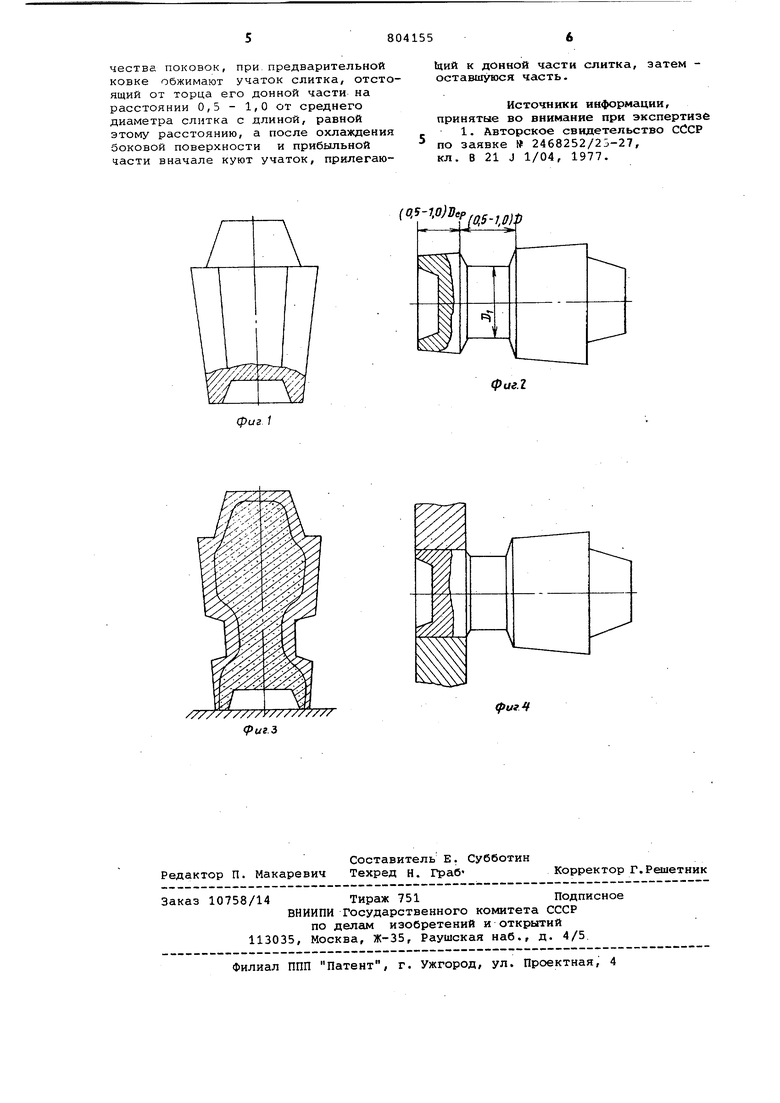
На фиг. 1 показан исходный слиток; на фиг. 2 - слиток после проковки на нем участка длиной 0,5 - 1,0 D, где О - средний диаметр слитка; на фиг. 3 - форма пластического ядра слитка после охлаходения его боковой .поверхности и прибыльной части; на фиг. 4 - слиток в процессе ковки участка, прилегающего к донной части.
Способ осуществляется следующим образом.
Перед производится нагрев слитка до максимально допустимой ковочной температуры. Затем слиток подается под пресс, где у него проковывается участок, длиной 0,5-1,0 D (D - средний диаметр слитка) на расстоянии 0,5 1- 1,0 D от его донной части. Этот участок проковывается на диаметр D, .который выбирается из следующих соображений: диаметр должен быть минимальным, с целью максимального проникновения поде;туженного слоя к оси слитка; при последующей , ковке соседних участков не должно образовываться зажимов.
Слиток с прокованным участком ставят на донную часть и производят охлаждение его боковой поверхности и прибыльной части до 700-800 С, например, на воздухе. Охлаждение слитка с предварительно прокованным участком позволяет уменьшить диаметр пластического ядра, расположенного под этим участком (фиг. 3-) .
Подстуживание предварительно прокованного слитка обеспечивает Такую температурную неоднородность, которая позволяет при последующей участка слитка, прилегающего к донно части, направить к последней практически весь объем металла, находящегося в очаге деформации (фиг. 4).
В качестве примера, конкретного наполнения способа приводится описани ковки ротора из слитка стали 25ХНЗМФА с вогнутой донной частью . массой 54 т.
Характерные размеры слитка: средний диаметр Dop 1560 мм; высота тела Н 3820 мм; глубина полости в донной части h 210 мм.
Из донной части слитка должна ко.ваться цапфа ротора диаметром 600 мм и длиной 6000 мм, переходящая в бочку ротора диаметром 900 мм.
Для того, чтобы перемещение осевых объемов металла слитка в продольном направлении было больше, че перемещение поверхностных слоев, необходимо обеспечить относительную подачу 0, 5 . При бойке шириной 600 мм это достигается на диаметре D 1200 мм, экспериментально установлено, что при охлаждении боковой поверхности слитка диаметром 1400 - 1700 мм до Т ci: 800°С глубина замороженного слоя составляет h 0,3 Для нашего случая ,3x780 ;:;230 м Следовательно, диаметр пластическог ядра слитка после охлаждения его боковой поверхности до состав 1100 мм, что обеспечит относительну подачу, равную 0,54.
Для Того, чтобы большую часть металла, оказавшегося в очаге деформации, направить в сторону донной части слитка необходимо ограничить его перемещение в сторону прибыльно части с помощью стенки более холоного и, следовательно, менее пластичного металла.
Для этого у слитка на расстоянии 800 мм (что составляет 0,5 О) от донной части проковывают участок длиной 800 мм на диаметр 1100 мм. При окончательной ковке из этого участка куют бочку ротора диаметром 900 мм. Уков при этом составит 1,5.
При охлаждении на воздухе поверхности этого .участка глубина замороженного слоя составляет не менее 250 мм. Следовательно, диаметр пластического ядра под прокованным участком равен 600 мм.
После охлаждения боковой поверхности слитка деформируют участок, прилегающий к донной части, например, в бойках с углом выреза 135°. Обжатия осуществляют со степенью деформации 8 -12% на ход пресса с последующими кантовками на 90,45 и . После заполнения металлом, полости в донной части куют ротор известными приемами до поковочных размеров.
Предложенный способ позволяет расширить область типоразмеров слитков с вогнутой донной частью, создать направленное течение металла к донной части слитка и получить качественные поковки, удовлетворяющие всем требованиям.
Формула изобретения
Способ ковки слитков с вогнутой донной частью за несколько переходов путем нагрева слитка, его предварительной ковки, охлаждения боковой поверхности и прибыльной части и чередования нагрева и ковки на следующих переходах, отличающийс я тем, что, с целью повышения качества поковок, при предварительной ковке обжимают учаток слитка, отстоящий от торца его донной части на расстоянии 0,5 - 1,0 от среднего диаметра слитка с длиной, равной этому расстоянию, а после охлаждения боковой поверхности и прибыльной части вначале куют учаток, прилегаю1аий к донной части слитка, затем оставагуюся часть.
Источники информации, принятые во внимание при экспертизе
: flM:Mf
фиг.2
т
мг
