I
Изобретение относится к электродуговой сварке тонкостенных конструкций преимуи1ественно неплавяшимся электродом в среде аргона,
Известны устройства для стабилизации длины дуги, содержащие блок измерения и преобразования напряжения дуги, блок сравнения, выход которого через усилитель свя- зан с двигателем механизма перемещения сварочной горелки .
Однако при использовании этих устройств нельзя получить высокую точность стабилизации длины дуги и, соответственно, хорошее качество сварного шва, если при сварке применяются источники с большой пульсацией напряжения дуги, а также при сварке на переменном токе.
Целью изобретения является улучшение качества сварного шва за счет повышения стабильности длины дуги. Для достижения этой цели в блок измерения и преобразования напряжения дуги включень амплитудный модулятор и формирователь модулирующих
импульсов, имеющие общий вход. В устройство введены блок памяти и связаннь Й с его выходами преобразователь код-аналог, а блок сравнения выполнен из трех амплитудных селекторов, входы которых соединены с выходом модулятора блока измерения, а выходы - с входами блока памяти,
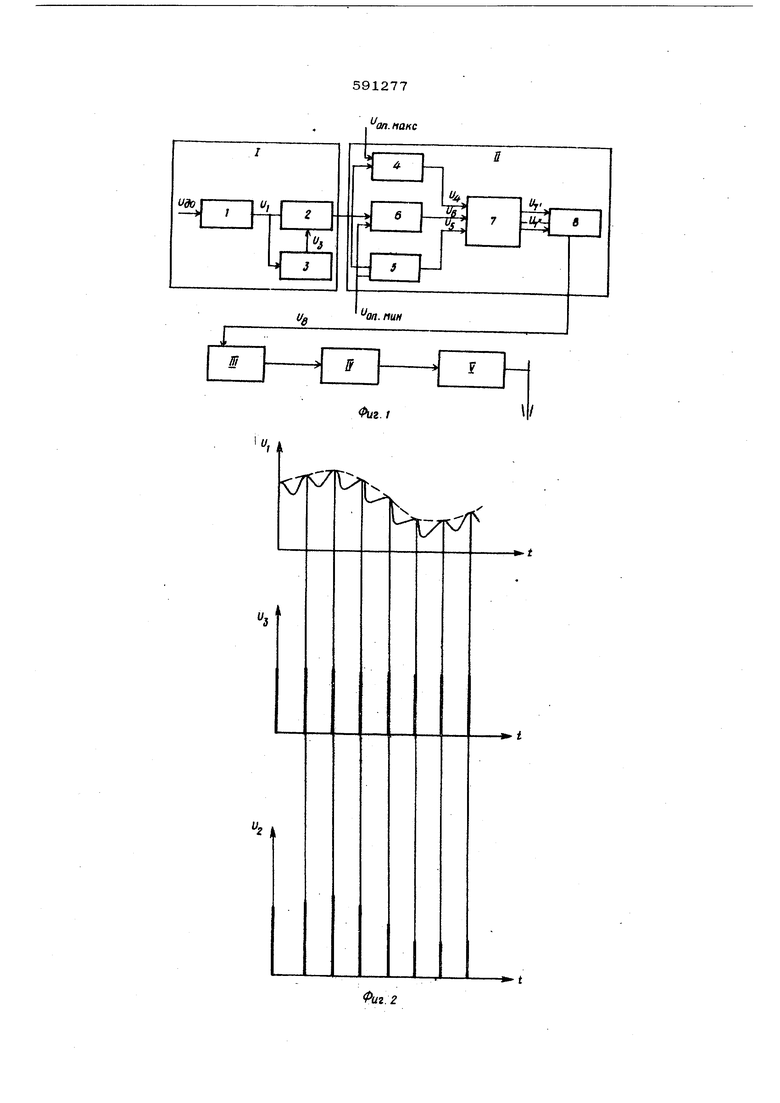
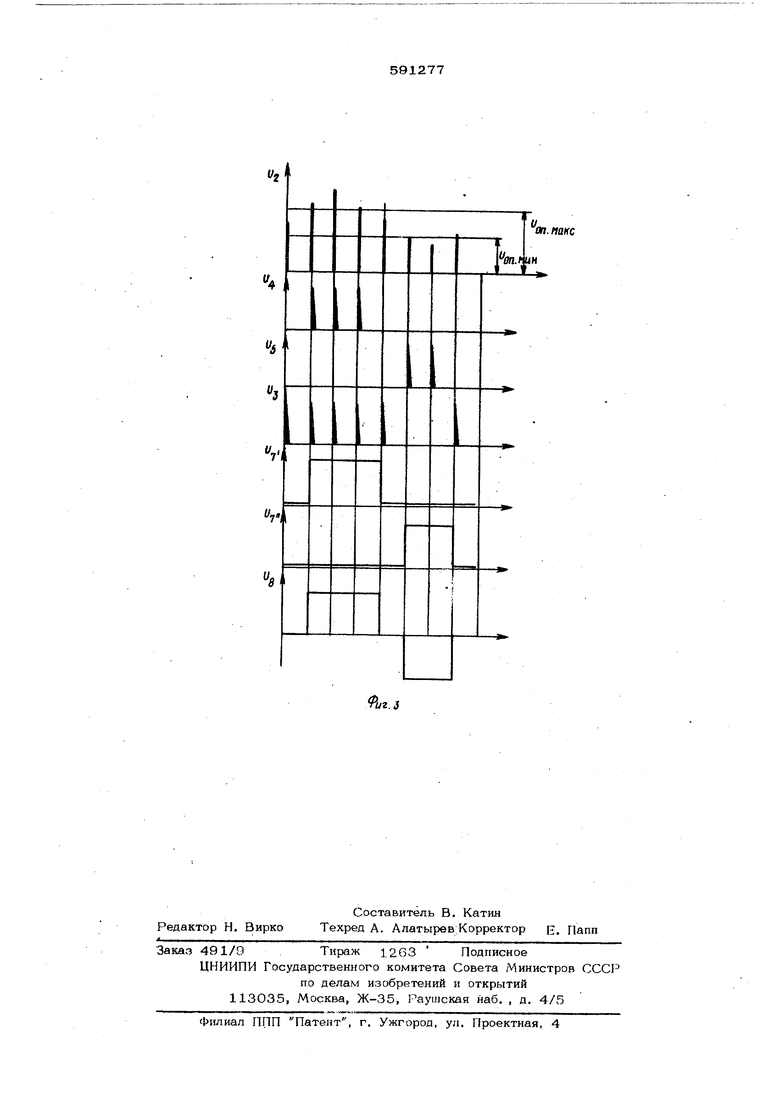
На фигч 1 показана блок-схема устройства; на фиг. 2 - график изменения напряжения на выходах блоков, поясняющий эаботу блока измерения; на фиг. 3 - график изменения напряжения, поясняющий работу блока памяти.
Устройство содержит блок измерения и преобразования напряжение дуги I, на вход которого поступает напряжение дуги. С его выхода преобразованнь Й сигнал поступает на блок сравнения Л, выход которого связан с усилителем 1П, управляющим двигателем 1Y механизма перемещения сварочной горелки Y.
Блок измерения и преобразования напряжения дуги включает в себя выпрямитель с фильтром 1, модулятор 2 и формирователь 3 модулирующих импульсов, выход которого рединен с модулирующим входом модулятора Выход же модулятора является выходом бло ка измерения. Напряжение с выхода выпрямителя через фильтр поступает на входы модулятора н фор мирователя импульсов. Последний формирует хорошие импульсы прямоугольной формы дли тельностью пар$щка 1О мксек в момент амплитудного значения пульсаций напряжения на дуге. Эти импульсы управляют работой модулятора. На его выходе имеется последовательность импульсов с огибающей, соответствующей огибающей напряжения дуги, т.е. соответствующей изменению Идо Переменная, составляющая, вызванная пульсациями напряжения дуги, на выходе блока иамерения отсутствует. Блок сравнения состоит из трех амплитудных селекторов 4-6, два из них (4-5)селекторы максшу1альной амплитуды, 6 - селектор минимальной амплитуды. Общий вход селекторов йоляется входом блока сравнения выходы их соединены со входами блока памяти 7, выходы которого связаны со входами преобразователя ксщ-аналог 8, а выход последнего является выходом блока срав нения. Сигнал с модулятора 2 поступает на входы селекторов, - причем на входы селекторов 5 и в поступают также одинаковые опорные напряженияUgn j,,на вход сейектора 4.подается опорное напряжение H... Это позволяет задавать дорог нечувствительности сравнения и сзоответственно несколько улучшить его йинуминеские. характеристики.. Амплитудные селекторы; Дрербразуют огибающую последовательности, -импульсов U2 в цифровую комбинацию на входах блока памяти U.,U«,U с Блок памяти запоминает л о эту комбинацию на время равное периоду мо дуляции. Из графика, изображенного на фиг. 2, видно, что блок измерения преобразует напряжение йа дуге в последовательность им: пульсов с огибающей, соответствующей огибающей напряжения дуги. Переменная составляющая, вызванная пульсациями напряжения дуги, отсутствует, блок сравнения сравнивает амплитуду импульсов с постоянным и преобразует релейно последовательность импульсов в аналоговый сигнал. Сигнал на выходе блока сравнения зависит только от разности между опорным напряжением и значением огибающей напряжения дуги в момент .прохождения модулирующего импульса. Таким образом, данная сх:ема позволяет получить на выходе блока измерения релейный сигнал, зависящий от разности между UQJJ и 1Гдд; ч Устррйство стабилиз;ации длины дуги при этом будет иметь релейную характеристику, что приводит к увеличению точности его работы, а соответственно к повыщению качества сварного щва. .формулу изобрет е н и я Устройство для стабилизации длины дуги, содержащее блок измерения и преобразования напряжения дуги, блок сравнения, вы-ход которого через усилитель связан с двигателем механизма перемещения сварочной горелки, отл и чающееся тем, что, с целью улучщения качества сварного щва за счет повышения стабильности длины дуги, в блок измерения и преобразования напряжения дуги включены амплитудный модулятор и формирователь модулирующих импульсов, имеющие общий вход, при этом в устройство введены блок памяти и связанный с его выходами преобразователь коданалог, а блок сравнения:выполнен из трех амплитудных селекторов, входы которых соединены с выходом модулятора блока измерения, а выходы соединены .с входами блока памяти.. : Источники информации, .принятые во внимание при экспертизе: 1. Авторское свидетельство № 278921, кл. В 23 К 9./10, 1968.
7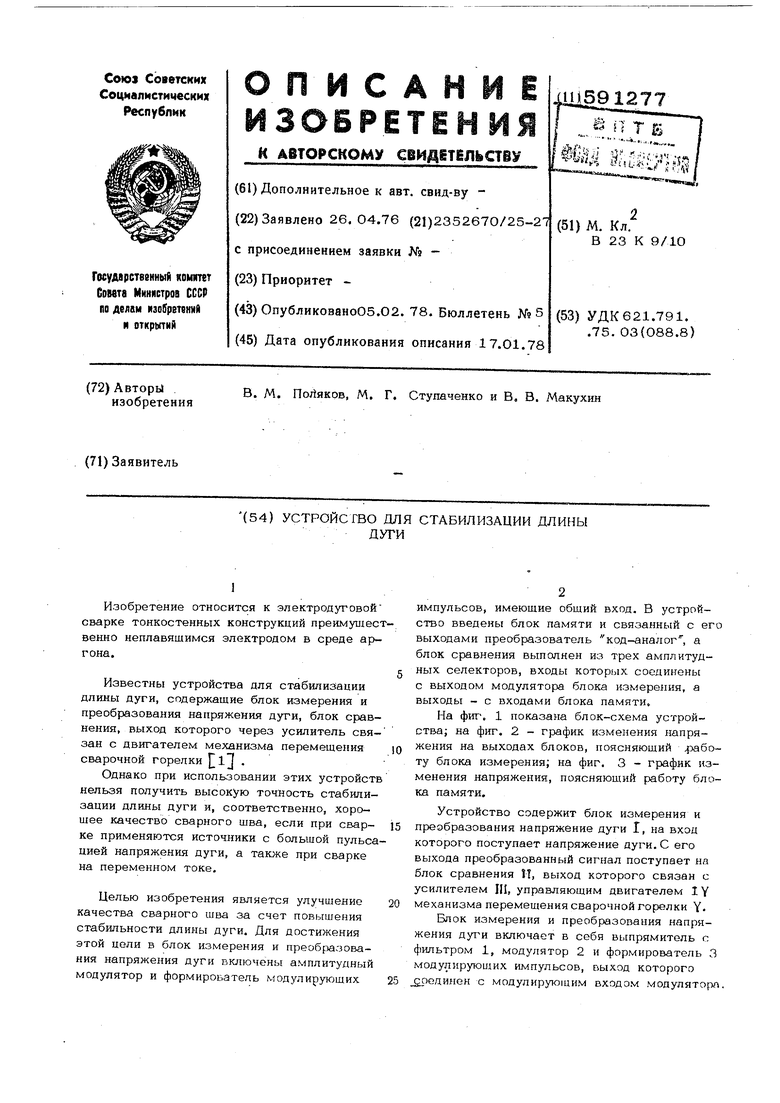
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для регулирования напряжения импульсной дуги | 1983 |
|
SU1098705A1 |
| Устройство для направления электрода по стыку | 1979 |
|
SU856708A1 |
| Источник питания для дуговой сварки с регулируемой крутизной вольтамперной статической характеристики | 1983 |
|
SU1100057A1 |
| Система контурного управления промышленного робота | 1986 |
|
SU1430256A1 |
| Способ регулирования сварочной дуги в процессе автоматизированной сварки или наплавки с использованием сварочного манипулятора | 2021 |
|
RU2760143C1 |
| Способ дуговой сварки плавящимся электродом и устройство для его осуществления | 1984 |
|
SU1235681A1 |
| Система управления процессом дуговой сварки | 1984 |
|
SU1207677A1 |
| Тренажер сварщика | 1986 |
|
SU1330649A1 |
| УСТРОЙСТВО ДЛЯ УПРАВЛЕНИЯ ПРОЦЕССОМ ДУГОВОЙ СВАРКИ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ | 1991 |
|
RU2077415C1 |
| Способ сварки, наплавки или резки с использованием роботизированного манипулятора | 2022 |
|
RU2786254C1 |