Изобретение относится к области высокочастотной сварки металлов и может быть использовано в электротехнической, автомобильпой и других отраслях промышленности.5
Известны способ и реализующее его устройство для высокочастотной сварки металлических изделий по отбортованным кромкам 1. Известное техническое решение основано на нагреве кромок токами Ю высокой частоты с помощью проводника, расположенного над торцами кромок, с последующим обжатием нагретых кромок снециальпыми металлическими или керамическими зажимами. Оно обеспечивает сварку 15 металлических изделий по любому сложному контуру небольшой нротяжепиости.
Недостатки этого технического решения заключаются в сильном нагреве металлических зажимов и в существенном разрыве 20 по времени между моментом окончания нагрева и нриложением сварочного давления. При этом происходит частичное охлаждение нагретых кромок и ухудщеиие качества сварного соединения. Кроме того, трудно 25 обеспечить равномерный нагрев при сварке изделий, имеющих участки кромок с малым радиусом кривизны.
Наиболее близким из известных но технической сущности к изобретению является 30
способ высокочастотной сварки давлением металлических изделий по отбортованным кромкам, при котором располагают индуктирующие проводники по обе стороны от свариваемых кромок, нагревают кромки и сдавливают их в направлении, перпендикулярном плоскости их соприкосповения 2.
Известно также устройство, реализующее этот способ, содержащее два индуктирующих проводника, расположеииые по обе стороны от свариваемых кромок и снабженные ириводом для передачи давления на свариваемые кромки, и механизм фиксации изделия на позиции сварки 2.
Такое техническое рещение позволяет получать сварное соединение достаточно высокого качества при сварке изделий с периметром кромок относительно небольщой протяженности.
Недостатком этого устройства является снижение качества -сварного соединения нри сварке изделий, имеющих больщую протяженность периметра кромок.
Высокочастотное магнитное поле, создаваемое двумя индуктивными проводниками, неравномерно по зазору между ними. Положение кромок изделия относительно нндуктирующих проводников жестко определяется механизмом фиксации. Размещение кромок изделия в неравномерном поле индуктирующих проводников в сильиой степеии оиределяет их нагрев. Любое смещеиие кромок в зазоре между проводниками приводит к резкому изменению температ фы их иагрева. Так, например, участок кромок, отклоненный к одному из проводников, попадает в зону с большей напряженностью поля и, следовательно, нагревается сильнее других участков.
Практически всегда наблюдается неравномерность в нагреве одного нли нескольких участков периметра кромок.
Одной из основных причии, вызываюни1х смещение кромок в зазоре, является их термическое расщнреиие нри быстром нагреве, особенно, когда периметр свариваемого изделия имеет большую ирогяженность. Неравномерность нагрева приводит к резкому снижению качества сварного соединения, а в ряде случаев к невозможности проведения процесса высокочастотной сварки.
Целью изобретеиия является повышение качества, сварного соединения нутем устранения неравиомерности нагрева кромок по нериметру.
Поставленная цель достигается тем, что в ироцессе иагрева кромок изделию придают колебательиое иеремещение в зазоре между индуктируюшими ироводниками.
Для осуществления этого способа в устройстве механизм фиксации изделия снабжен нриводом колебательного перемещения в направленнн перемещения проводников в ироцессе сдавлнваиия кромок.
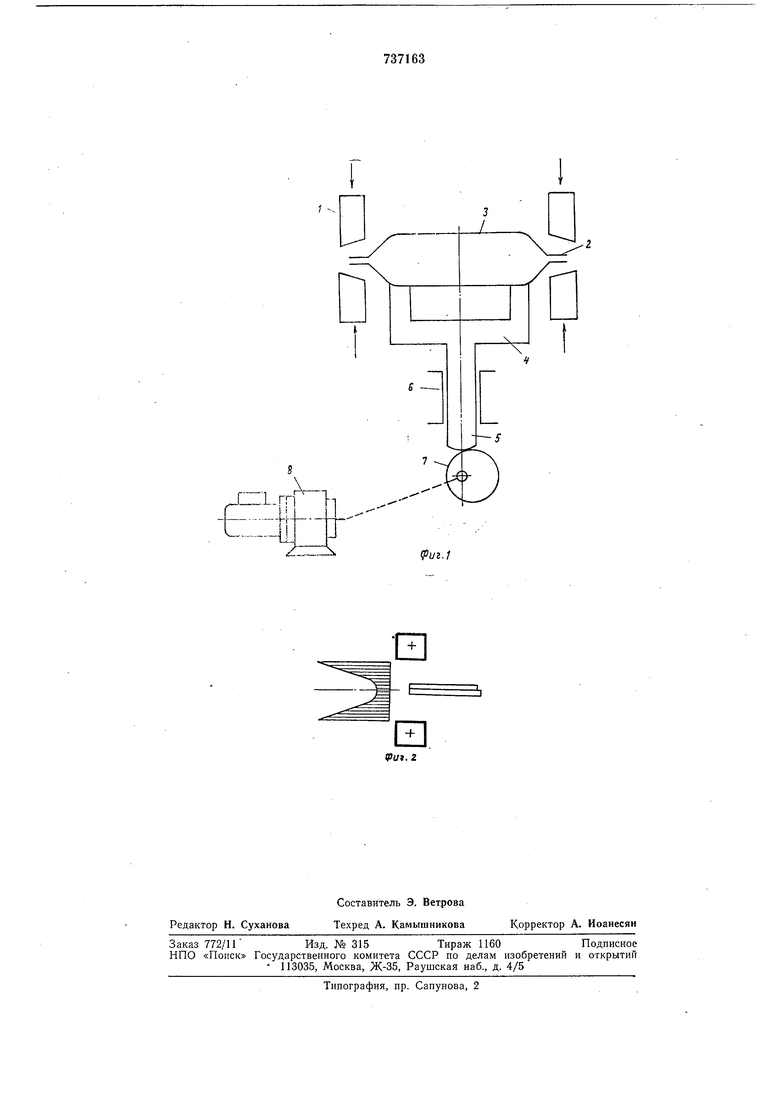
На фиг. 1 показаио устройство, реализующее предлагаемый способ; на фиг. 2 - распределение магнитного ноля двух индуктирующих проводников, расиоложеиных с обеих сторон нагреваемых кромок.
Устройство для высокочастотной сварки состоит из следующих основных узлов: индуктирующих проводников 1, расположенных с небольшим зазором с обеих сторон нагреваемых кромок 2 изделия 3; мехаиизма фиксации 4, который определяет положение изделия отиосительно индуктнрующих проводников; оноры 5, на которой смонтирован мехаиизм фиксации (фиг. 1). Оиора 5 устаиовлена с возможностью колебательного перемещения но направляющим 6 кулачкового механизма 7, связанного с электроприводом 8, служащим для перемещения механизма фиксации 4.
Устройство работает следующим образом.
Изделие 3 устаиавливается-иа механизме фиксации 4 и по проводникам 1 нропускается сварочный ток высокой частоты. Кромки 2 изделия 3, расположенные в зазоре проводников, иачинают нагреваться. Одио временно включается электропривод 8 кулачкового механизма 7, который при вращении ириводит в колебательное движение механизм фиксации 4 с изделием 3.
Число оборотов выбирается таким образом, чтобы кромки 2 изделия Совершили несколько колебаний в зазоре между проводниками. После того, как кромки 2 достигнут сварочной температзфы, выключается ток, прекран ;ается работа электропривода 8 и производится обжатие кромок 2 проводниками 1.
Такое конструктивное выполнение сварочиого устройства нозволяет в процессе нагрева неремещать сварнваемые кромкн в зазоре между индуктируюицши ироводииками. При этом каждый участок периметра кромок несколько раз неремещается, наиример из зоны с высокой ианряженностью в зону с низкой напряженностью поля и наоборот (фиг. 2). Происходит выравнивание нагрева по всему периметру изделия.
На этом процесс сварки заканчивается и сварешгае изделие извлекается из устройства.
Исиользоваине предлагаемого технического рещення позволяет осуществить нагрев кромок с высокой равномерностью, необходимой для получения качественного сварного соединения.
Экономический эффект может быть получен за счет расширения сортамента изделий свариваемых методом высокочастотной сварки взамен существующих дуговых снособов. При этом достигается повыщение производительности н сокращеине нотреблення сварочной ироволоки.
Формула изобретеиия
1. Сиособ высокочастотной сварки давлением металлических изделий но отбортованным кромкам, при котором располагают нн-. дуктирующие проводники по обе стороны от свариваемых кромок, нагревают кромки
и сдавливают их в нанравленни, перпендикулярном плоскости их соирикосиовения, отличающийся тем, что, с целью повыщения качества сварного соединения путем устранения неравномерности нагрева кромок по периметру, в процессе нагрева кромок изделию придают колебательное перемещение в зазоре между индуктирующими проводниками. 2. Устройство для осуществления способа
по п. 1, содержащее два индуктирующих ироводника, расположенные по обе стороны от свариваемых кромок и снабженные ириводом для передачи давления на свариваемые кромки, и мехаиизм фиксации издеЛИЯ иа позиции сварки, отличающееся тем, что мехаиизм фиксации изделия сиабжен приводом колебательного перемещения в направлении перемещения проводников в ироцессе сдавливания кромок.
Источники информации,
нрииятые во внимание нри экснертизе
1.Патент США № 3591757, кл. 219-67, 1971.
2.Авторское свидетельство СССР № 591284, кл. В23К 13/00, 1976 (прототип).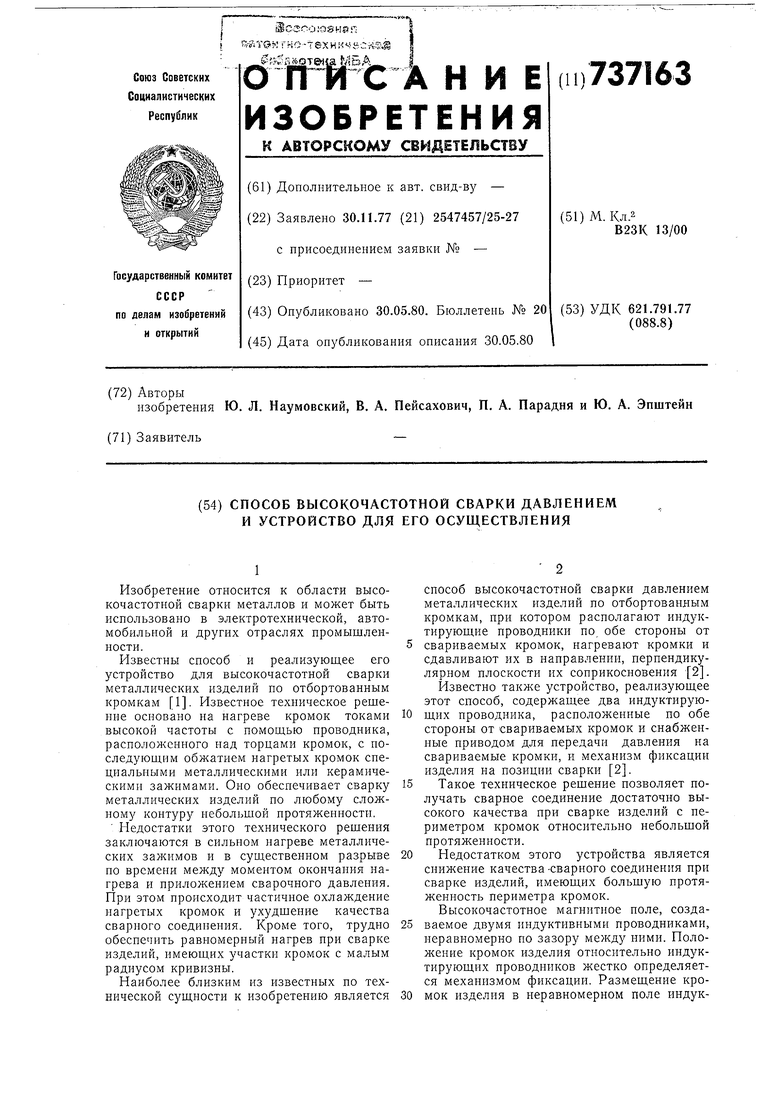
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для высокочастотной сварки давлением | 1978 |
|
SU874291A2 |
| Устройство для высокочастной сварки давлением | 1976 |
|
SU591284A1 |
| Способ сварки плавлением | 1977 |
|
SU721281A1 |
| Индуктор для высокочастотнойСВАРКи | 1978 |
|
SU795820A1 |
| Индуктор для высокочастотной сварки | 1977 |
|
SU625869A1 |
| Способ высокочастотной стыковой сварки | 1980 |
|
SU893462A1 |
| Индуктор для высокочастотной сварки | 1978 |
|
SU749597A1 |
| Устройство для высокочастотной сварки давлением | 1984 |
|
SU1181827A1 |
| СПОСОБ СВАРКИ ПЛАВЛЕНИЕМ ЛИСТОВЫХ ДЕТАЛЕЙ ПО ОТБОРТОВАННЫМ КРОМКАМ | 1992 |
|
RU2031762C1 |
| Способ сварки плавлением | 1977 |
|
SU662298A1 |