(54) УСТРОЙСТВО ДЛЯ ДИФФУЗИОННОЙ СВАРКИ
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для диффузионной сварки | 1984 |
|
SU1177106A1 |
| УСТРОЙСТВО ДЛЯ ДИФФУЗИОННОЙ СВАРКИ | 2003 |
|
RU2237559C1 |
| ПРЕСС ДЛЯ ДИФФУЗИОННОЙ СВАРКИ | 2003 |
|
RU2238829C1 |
| Способ диффузионной сварки и устройство для его осуществления | 1985 |
|
SU1243920A1 |
| СПОСОБ ДИФФУЗИОННОЙ СВАРКИ В ВАКУУМЕ МНОГОСЛОЙНЫХ ИЗДЕЛИЙ ИЗ РАЗНОРОДНЫХ НЕРЖАВЕЮЩИХ СТАЛЕЙ | 2009 |
|
RU2387524C1 |
| Устройство для диффузионной сварки | 1989 |
|
SU1736682A1 |
| УСТАНОВКА С ПОВОРОТНОЙ ПЛАНШАЙБОЙ ДЛЯ ДИФФУЗИОННОЙ СВАРКИ В ВАКУУМЕ | 2001 |
|
RU2183540C1 |
| ПОЛУАВТОМАТИЧЕСКАЯ УСТАНОВКА ДЛЯ ДИФФУЗИОННОЙ СВАРКИ ТРУБЧАТЫХ ЗАГОТОВОК | 2001 |
|
RU2188107C1 |
| Установка для диффузионной сварки | 1987 |
|
SU1456292A1 |
| Способ диффузионной сварки пористых материалов через металлическую прослойку | 1990 |
|
SU1750897A1 |
1
Изобретение относится к сварке и может быть использовано во всех отраслях народного хозяйства для получения неразъемного соединения, выполненного диффузионной сваркой.
Известно устройство для передачи давления на свариваемые детали, содержащее два цилиндра, между торцами которых помещено свариваемое изделие.
Так как высота свариваемых деталей незначительна по сравнению с их диаметром, то для уменьшения градиента температуры по свариваемой поверхности индуктором греют не свариваемое изделие, а один из цилиндров. От него нагревается свариваемое изделие.
Однако из-за того, что индуктор нагревает наружную поверхность цилиндра сильнее, чем центр, высота цилиндра из-за термического расширения становится неодинаковой, уменьшаясь к центру цилиндра. Чтобы не допустить неравномерной деформации изделия, торец цилиндра, передающий давление на изделие, в холодном состоянии обрабатывается по такой Кривой, что после разогрева до рабочей температуры он становится плоским.
Поскольку плоскости сжимающих упоров пресса, торцов цилиндров, передающих давление на изделие, а также самого изделия могут быть изготовлены непараллельными, изделие может свариваться неравномерно. Для предотвращения этого ненагреваемый цилиндр устройства, передающий давление, разрезают на две части так, что их торцы представляют собой соответственно поверхность выпуклого и вогнутого шара одинакового радиуса. При приложении сварочного давления эти поверхности могут проскальзывать одна относительно другой. Поэтому на свариваемое изделие нагрузка плоскими торцами цилиндров передается нормально к поверхности свариваемого изделия, осуществляя равномерноесдавливание 1.
Недостатком устройства является необходимость обработки торца нагреваемого цилиндра, контактирующего со свариваемым изделием, по сложной, специально рассчитываемой для каждого нового изделия кривой.
Наиболее близким к описываемому изобретению по технической.сущности и достигаемому результату является устройство, содержащее
герметичную камеру и установленные в ней нагреватель, пуаНсон, герметичный тонкостенный кожух, наполненный 8еш.еством жидким при температуре сварки. Однако при сварке этим устройством крупных изделий добиться равномерного разогрева и сдавливания свариваемых деталей практически невозможно.
Целью изобретения является повышение качества сварки за счет обеспечения равномерного нагрева и сдавливания свариваемых деталей. Указанная цель достигается тем, что пуансон выполнен по меньшей мере из двух частей, кожух расположен между этими частями, а нагреватель установлен на одной из частей пуансона, удаленной от его рабочей поверхности.
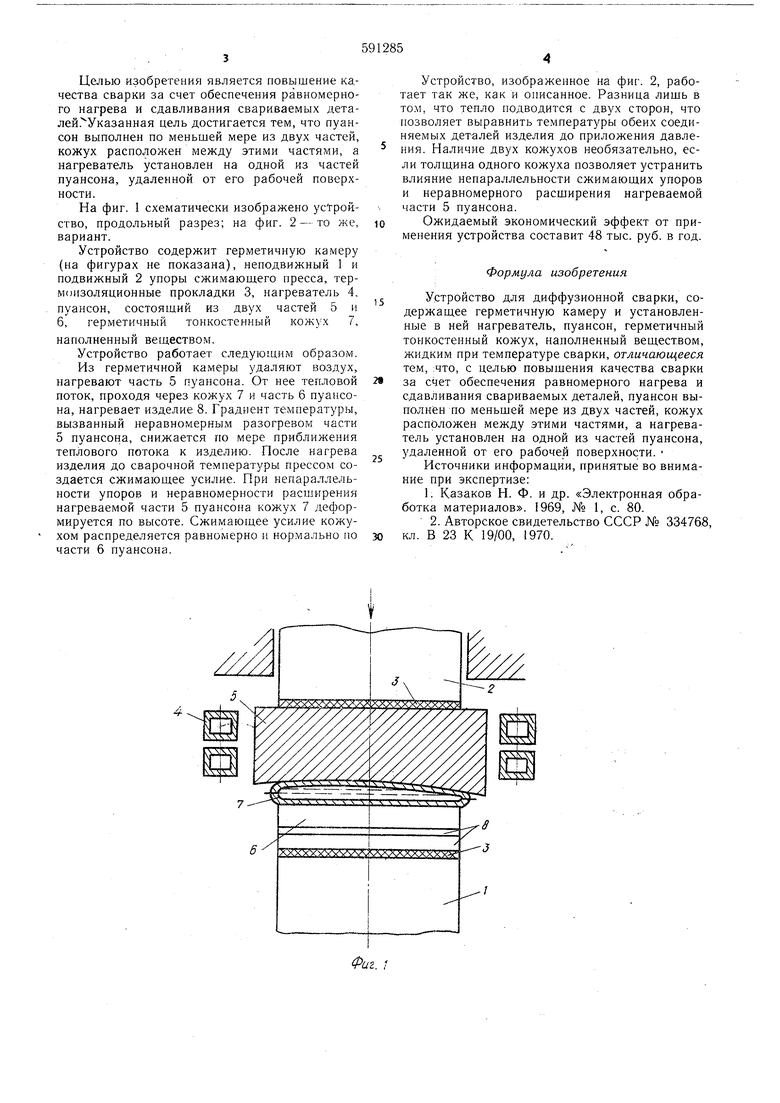
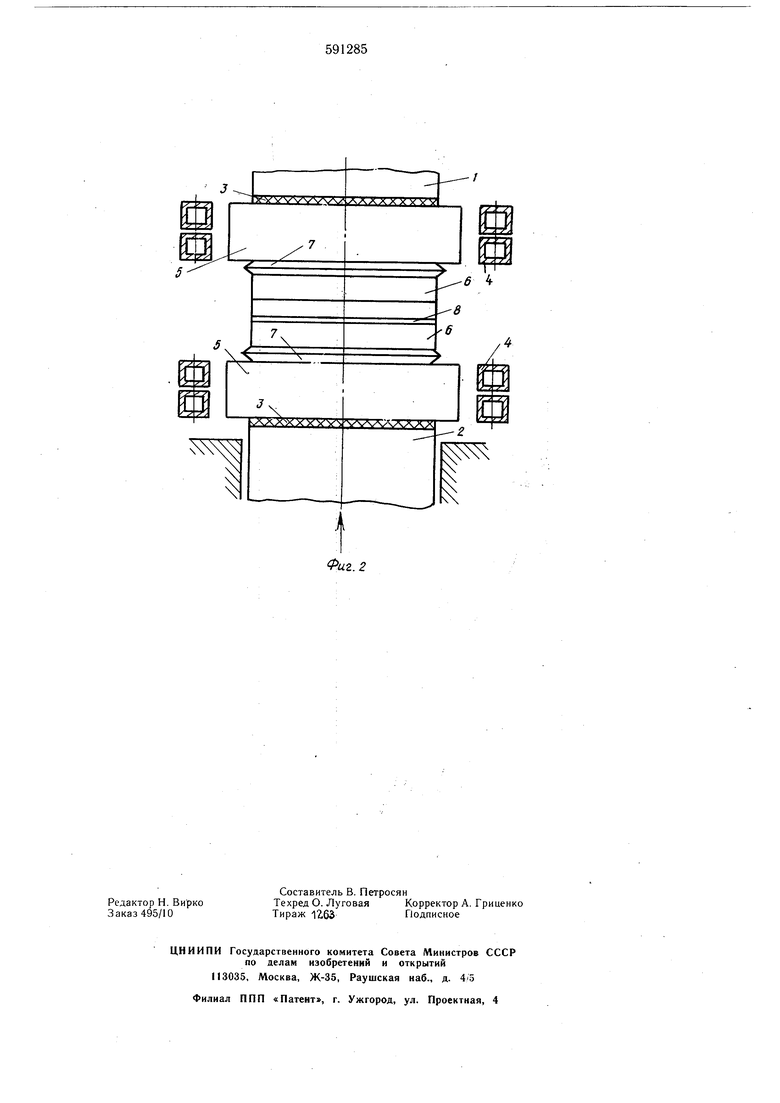
На фиг. 1 схематически изображено yctpouство, продольный разрез; на фиг. 2 - то же, вариант.
Устройство содержит герметичную камеру (на фигурах не показана), неподвижный 1 и подвижный 2 упоры сжимающего пресса, термоизоляционные прокладки 3, нагреватель 4, пуансон, состоящий из двух частей 5 и б герметичный тонкостенный кожух 7,
наполненный веществом.
Устройство работает следующим образом.
Из герметичной камеры удаляют воздух, нагревают часть 5 пуансона. От нее тепловой поток, проходя через кожух 7 и часть б пуансона, нагревает изделие 8. Градиент температуры, вызванный неравномерным разогревом части 5 пуансона, снижается по мере приближения теплового потока к изделию. После нагрева изделия до сварочной температуры прессом создается сжимающее усилие. При непараллельности упоров и неравномерности расширения нагреваемой части 5 пуансона кожух 7 деформируется по высоте. Сжимающее усилие кожухом распределяется равномерно и нормально по части 6 пуансона.
Устройство, изображенное на фиг. 2, работает так же, как и описанное. Разница лишь в то.м, что тепло подводится с двух сторон, что позволяет выравнить температуры обеих соединяемых деталей изделия до приложения давления. Наличие двух кожухов необязательно, если толщина одного кожуха позволяет устранить влияние непараллельности сжимающих упоров и неравномерного расщирения нагреваемой части 5 пуансо.на.
Ожидаемый экономический эффект от применения устройства составит 48 тыс. руб. в год.
Формула изобретения
Устройство для диффузионной сварки, содержащее герметичную камеру и установленные в ней нагреватель, пуансон, герметичный тонкостенный кожух, наполненный веществом, жидким при температуре сварки, отличающееся тем, что, с целью повышения качества сварки за счет обеспечения равномерного нагрева и сдавливания свариваемых деталей, пуансон выполнен по меньшей мере из двух частей, кожух расположен между этими частями, а нагреватель установлен на одной из частей пуансона, удаленной от его рабочей поверхности.
Источники информации, принятые во внимание при экспертизе:
