Изобретение относится к оборудованию для диффузионной сварки разнородных заготовок, в частности к оборудованию, предназначенному для создания усилия сдавливания свариваемых поверхностей заготовок при температуре диффузионной сварки. Нагрев и сдавливание свариваемых поверхностей в безокислительной атмосфере являются необходимыми условиями для протекания на границе соединения диффузионных процессов, в результате взаимодействия которых образуется диффузионное сварное соединение.
Известное оборудование для создания усилия сдавливания при диффузионной сварке состоит в основном из промышленных гидравлических прессов малой мощности, как правило, с максимальным усилием до 100 тонн (см. Казаков Н.Ф. Диффузионная сварка материалов. М.: Машиностроение, 1976, с.92-96).
В комплект установки для диффузионной сварки помимо гидравлического пресса входят: вакуумная камера с системой обеспечения вакуума, высокочастотный генератор для нагрева свариваемых заготовок, запорная арматура и т.д. Стоимость полностью укомплектованной установки для диффузионной сварки составляет более 1 млн рублей, при этом на стоимость гидравлического пресса приходится значительная часть этой суммы.
Промышленность не выпускает специализированных для диффузионной сварки гидравлических прессов, т.к. рынок для таких прессов крайне мал. Обычно полный цикл сварки одной заготовки (установка заготовок в камере, вакуумирование, нагрев, сдавливание, выдержка, охлаждение и т.д.) составляет более 2 часов. При таком цикле диффузионной сварки дорогой промышленный гидропресс работает на более часа в смену, что удорожает процесс диффузионной сварки и стоимость получаемого изделия, что порой служит причиной отказа от применения наиболее эффективного метода сварки при соединении металлургически трудно совместимых разнородных металлов и сплавов.
Одним из путей снижения стоимости процесса диффузионной сварки может служить отказ от применения промышленного гидравлического пресса и замена его устройством, изменяющим свою форму при нагреве.
Диффузионная сварка осуществляется при нагреве и сдавливании в безокислительной среде. Фактор нагрева свариваемых заготовок, например в печи, можно использовать также и для создания усилия сдавливания для свариваемых заготовок, если в процессе повышения температуры в печи будет увеличиваться объем какого-либо герметичного устройства, заполненного веществом, увеличивающим свой объем при повышении температуры, а если этому веществу не позволить увеличивать свой объем, то в герметичном устройстве будет подниматься давление.
Основа любого гидравлического пресса состоит из герметичной камеры в виде цилиндра, заполненного рабочим телом, например маслом, и подвижной стенки камеры в виде поршня со штоком, который может перемещаться, если в цилиндре изменять объем масла. В зависимости от давления, с каким поступает в цилиндр масло, на штоке возникает та или иная сила, с которой он может сдавливать, например, свариваемые диффузионной сваркой заготовки.
Задачей, на решение которой направлено заявляемое изобретение, является создание конструкции мини-пресса, который может автономно и автоматически создавать усилие сдавливания при температуре диффузионной сварки, при этом размеры мини-пресса должны быть сопоставимы с размерами свариваемых заготовок.
Технический результат, получаемый при реализации заявляемого изобретения, состоит в том, что мини-пресс выполнен в виде двух соосно расположенных дисков, соединенных между собой эластичной гофрой сильфонного типа, с образованием между дисками герметичной полости, заполненной рабочим телом, которое при нагреве увеличивается в объеме и раздвигает диски, создавая в результате этого усилие сдавливания, если свариваемые заготовки и мини-пресс собраны вместе и ограничены в перемещении.
Указанный технический результат достигается тем, что пресс для сварки, содержащий герметичную камеру, заполненную рабочим телом, выполненную с двумя противоположно расположенными подвижными стенками, при этом противоположно расположенные подвижные стенки выполнены в виде соосно расположенных с зазором дисков, между которыми установлены две кольцевые мембраны, внутренние кромки которых неразъемно соединены между собой, а наружные кромки каждой из мембран неразъемно соединены с одним из дисков;
- кроме того, неразъемные соединения кольцевых мембран с дисками и между собой выполнены с помощью аргонодуговой сварки;
- кроме того, в качестве рабочего тела используют воздух или инертный газ, или газ и воду, или газ и твердое тело, испаряющееся при нагреве.
Конструкция пресса для диффузионной сварки выполнена подобно сильфону, состоящему всего из одной гофры, который заглушен по торцам толстостенными дисками. При окончательной герметизации внутри такого “сильфона” можно оставить воздух или любой другой газ, например аргон, если проводить аргонодуговую сварку в камере, заполненной аргоном. Для повышения рабочего усилия сдавливания при температуре диффузионной сварки в камеру пресса предварительно помимо газа можно налить немного воды, которая при нагреве до температуры диффузионной сварки в несколько раз может увеличить рабочее усилие сдавливания. Для еще большего повышения рабочего усилия сдавливания свариваемых заготовок в камеру пресса можно поместить помимо газа твердое тело, которое при нагреве легко переходит в газообразное состояние, например органическое вещество типа нафталина.
Конструкция пресса показана на фиг.1 и фиг.2.
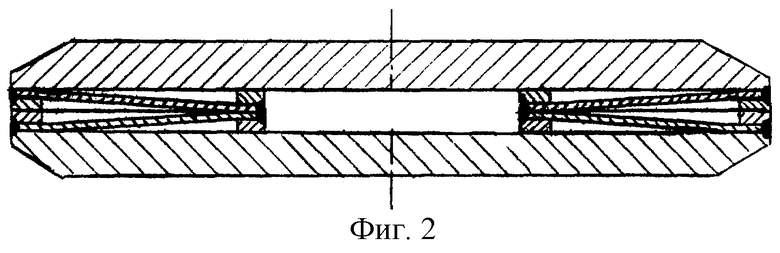
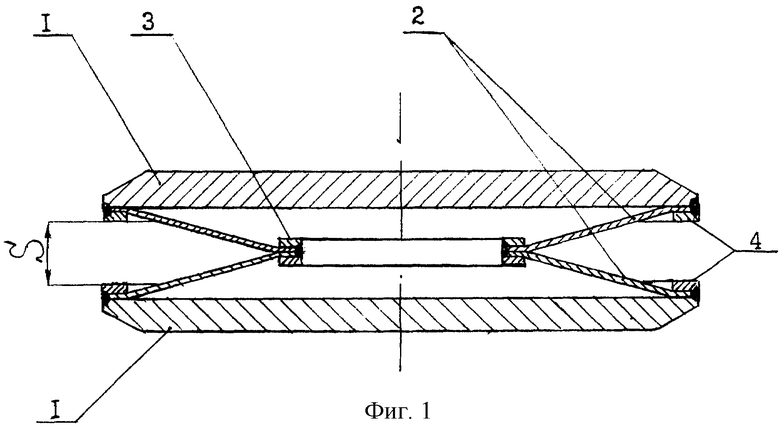
На фиг.1 показана конструкция пресса в положении после сварки, когда для удобства аргонодуговой сварки наружных кромок кольцевых мембран с дисками последние раздвинуты на величину “S”, а на фиг.2 показано состояние пресса, когда его диски полностью прижаты друг к другу.
Пресс состоит из дисков 1, кольцевых мембран 2 и кольцевых накладок 3 и 4, служащих для повышения качества сварки тонкостенных мембран с толстостенными дисками и между собой при сварке внутренних кромок, а также для обеспечения гарантированного объема в холодном состоянии для рабочего тела при сжатых дисках.
Пресс для диффузионной сварки работает следующим образом.
В холодном состоянии диски 1 относительно легко поджимаются друг к другу за счет сжатия газа в полости, находящейся между ними. Это усилие поджатия зависит в основном от диаметра дисков и величины предварительного их раздвижеиия на расстояние “S”, которое требуется для удобства аргонодуговой сварки.
Если мембранные кольца 2 выполнить из нержавеющей фольги толщиной 0,5 мм, а кольцевые накладки 3 и 4 выполнить толщиной 1 мм, то при полном сжатии дисков, когда технологический зазор “S”, необходимый для сварки, равен нулю, остаточный зазор, образующий полость между дисками, будет равен 3 мм.
Если при сварке технологический зазор “S” выдержать в пределах 5-6 мм, то при полном смыкании дисков 1 в полости пресса по закону Бойля-Мариота образуется исходное рабочее давление воздуха в пределах 2-3 атм.
Полное смыкание дисков является его исходным рабочим положением. Это же сомкнутое положение дисков 1 должно обеспечиваться и сохраняться при сборке с свариваемыми заготовками, а также в процессе нагрева до температуры диффузионной сварки.
Небольшая величина зазора “S”, в пределах до 1 мм, может образовываться в процессе нагрева из-за разности коэффициентов термического расширения между свариваемыми заготовками и тем устройством, с помощью которого предварительно совместно сжимают заготовки и мини-пресс, например, с помощью струбцины.
Заготовки и мини-пресс предварительно должны быть сжаты с таким усилием, чтобы зазор “S” был не более 0,5 мм.
Если диффузионная сварка будет производиться в вакуумируемом контейнере с последующим его нагревом в печи, то собранные в сжатом состоянии заготовки и мини-пресс вместе должны быть установлены таким образом, чтобы они при нагреве до температуры диффузионной сварки не имели возможности перемещаться вдоль оси сжатия, т.е. были бы установлены в корпусе контейнера враспор или стянуты шпильками между двух фланцев.
При таких условиях рабочий объем полости мини-пресса в процессе нагрева сохраняется практически неизменным. На основании газового закона Ж.Шарля, по которому при постоянном объеме V какой-либо емкости, заполненной идеальным газом, отношение давления Р внутри емкости к абсолютной температуре этого газа всегда постоянно, т.е.  при V=const. Отсюда следует, что давление в полости с постоянным объемом при нагреве будет расти пропорционально абсолютной температуре.
при V=const. Отсюда следует, что давление в полости с постоянным объемом при нагреве будет расти пропорционально абсолютной температуре.
Если первоначальное давление газа Р при комнатной температуре, полученное путем сжатия дисков 1 до упора, будет равно около 2 атм, то при нагреве до 1000°С это давление возрастет до 7-8 атм, а при площади дисков, например, 100-120 см2 усилие сдавливания составит около 800-1000 кг. Конструкция мини-пресса позволяет как уменьшить, так и увеличить это усилие при тех же габаритах мини-пресса. Чтобы уменьшить усилие сдавливания, необходимо произвести окончательную заварку последнего шва при полном сжатии дисков, а для повышения, наоборот, заварить последний участок шва при максимальном размере расстояния “S” между дисками, или добавить в полость между дисками воду или легко испаряющееся при нагреве твердое тело, например нафталин.
Пример осуществления
Изготовили пресс для диффузионной сварки с дисками диаметром 110 мм и внутренним диаметром кольцевых мембран 40 мм.
Толщину дисков 1 выбрали 8 мм, а толщину кольцевых мембран 2-0,5 мм. При этом кольцевые накладки 3 и 4 изготовили шириной 4 мм и толщиной 1 мм.
Неразъемное соединение дисков с мембранами и мембран между собой производили аргонодуговой сваркой. Технологический зазор при сварке последнего участка сварного шва выдерживали в пределах 4 мм.
Лабораторные испытания в кольцевой печи показали, что при полном предварительном сжатии дисков и нагреве до 1000°С они создали на динамометре, с помощью которого они были поджаты, усилие в 1050 кг. После охлаждения и снятия предварительного сжатия диски разошлись на 4 мм, что позволяет их использовать повторно.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ДИФФУЗИОННОЙ СВАРКИ | 2003 |
|
RU2237559C1 |
| СПОСОБ ДИФФУЗИОННОЙ СВАРКИ РАЗНОРОДНЫХ МЕТАЛЛОВ | 2003 |
|
RU2239529C1 |
| Заготовка для диффузионной сварки переходника титан-алюминий | 2015 |
|
RU2620402C2 |
| УСТРОЙСТВО ДЛЯ ДИФФУЗИОННОЙ СВАРКИ КОЛЕЦ ИЗ РАЗНОРОДНЫХ МЕТАЛЛОВ | 2003 |
|
RU2237560C1 |
| Способ диффузионной сварки | 2020 |
|
RU2730349C1 |
| СПОСОБ ДИФФУЗИОННОЙ СВАРКИ В ВАКУУМЕ МНОГОСЛОЙНЫХ ИЗДЕЛИЙ ИЗ РАЗНОРОДНЫХ НЕРЖАВЕЮЩИХ СТАЛЕЙ | 2009 |
|
RU2387524C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛОГО ИЗДЕЛИЯ ТИПА ВЕНТИЛЯТОРНОЙ ЛОПАТКИ | 2013 |
|
RU2548834C1 |
| ЦЕНТРАТОР ДЛЯ СВАРКИ ТРУБ | 2003 |
|
RU2231433C1 |
| ПОЛУАВТОМАТИЧЕСКАЯ УСТАНОВКА ДЛЯ ДИФФУЗИОННОЙ СВАРКИ ТРУБЧАТЫХ ЗАГОТОВОК | 2001 |
|
RU2188107C1 |
| РАЗДЕЛКА ТРУБ ИЗ РАЗНОРОДНЫХ СТАЛЕЙ ПОД ДИФФУЗИОННУЮ СВАРКУ | 2003 |
|
RU2237561C1 |
Изобретение относится к оборудованию для диффузионной сварки, а именно к прессам, предназначенным для создания усилия сдавливания свариваемых поверхностей при температуре диффузионной сварки. Пресс содержит герметичную камеру, заполненную рабочим телом, и выполнен с двумя противоположно расположенными подвижными стенками. Противоположно расположенные подвижные стенки выполнены в виде соосно расположенных с зазором дисков. Между дисками установлены две кольцевые мембраны. Внутренние кромки мембран неразъемно соединены между собой, а наружные кромки каждой из мембран неразъемно соединены с одним из дисков. Это позволяет создать мини-пресс, сопоставимый с размерами свариваемых заготовок, позволяющий автономно и автоматически создавать усилие сдавливания при температуре диффузионной сварки. 2 з.п. ф-лы, 2 ил.
| КАЗАКОВ Н.Ф | |||
| Диффузионная сварка материалов | |||
| - М.: Машиностроение, 1976, с | |||
| Прибор для очистки паром от сажи дымогарных трубок в паровозных котлах | 1913 |
|
SU95A1 |
| УСТРОЙСТВО ДЛЯ СОЗДАНИЯ ДАВЛЕНИЯ | 1991 |
|
RU2008157C1 |
| УСТАНОВКА ДЛЯ ДИФФУЗИОННОЙ СВАРКИ В ВАКУУМЕ | 1965 |
|
SU193285A1 |
| Устройство для сдавливания деталейпРи диффузиОННОй CBAPKE | 1979 |
|
SU814622A1 |
| Устройство для диффузионной сварки | 1977 |
|
SU651919A1 |
| Устройство для сжатия деталей при диффузионной сварке | 1983 |
|
SU1183333A1 |
| US 5165591 A, 24.11.1992. | |||

