В целях злучшения аэродинамических качеств самолета необходимо получать исключительно гладкую обшивку и для этой цели применяется клепка впотай под раззенковку.
Существующие виды как ручной клепки, так и приспособлений к пневматическим молоткам не дают нужных результатов. Ручная клепка, хотя качественно отчасти и удовлетворяет, по она удорожает себестоимость и требует высокой квалификаиии прк исключительно низкой производительности труда.
Приспособления к пневматическим молоткам также не оправдыва от себя вследствие того, что малейший перекос молотка влечет за собой брак; но даже если и перекос отсутствует, то от подпрыгивания самой жесткой обжимки все же качество обшивки низкое за счет вспучивания обшивки вокруг головки заклепки, вследствие местного наклона.
В предлагаемой обжимке, с целью устранения недостатков цри клепке, наконечник обжимки соединен с хвостовиком посредством пружинного шарнира.
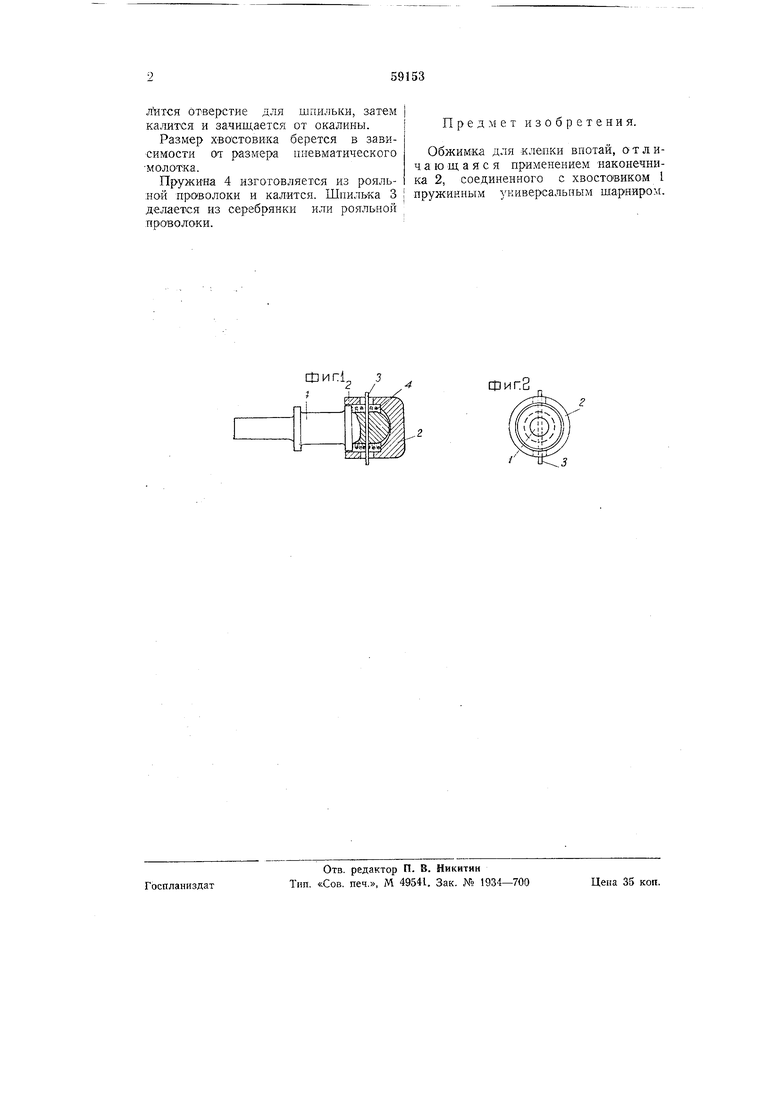
На чертеже фиг. 1 изображает вид сбоку обжимки для -кленки внотай
с частичным разрезом ее; фйг. 2 - вид обжимки со стороны хвостовика. Наконечник 2 обжимки связан с хвостовиком 1 посредством Шпильки 3 и пружины 4, образующих пружинный щарНир.
Наконечник 2 в силу нажима прзжины 4 всегда плотно прижат к обшивке, в то время как хвостовик I с пневмомолотком может иметь наклон, и через щаровое касание хвостсвпка 1 к наконечнику 2, последний получает прямой удар. Также, если и молоток с хвостовиком 1 подпрыгивают, то пружина 4 ни в коем случае не дает возможности прыгать наконечнику 2.
В силу этого не требуется высокой квалификации и производительность труда исключительно высока при высоком качестве обжимки.
Наконечник 2 изготовляется из стали, после токарной обработки фрезеруется окно для шпильки, затем калится, шлифуется рабочая часть и после шлифовки хромируется, что и способствует отсутствию отпечатков на обшивке.
Хвостовик 1 также изготовляется из стали, после токарной работы сверjfHTCH отверстие для шпильки, затем калится и зачищается от окалины.
Размер хвостовика берется в зависимости от размера пневматического молотка.
Пружина 4 изготовляется из рояльной праволоки и калится. Шпилька 3 делается из серебрянки или рояльной проволоки.
Предмет изобретения.
Обжимка для «лепки внотай, отличающаяся применением наконечника 2, соединенного с хвостовиком 1 пружинным универсальным щарниром.
| название | год | авторы | номер документа |
|---|---|---|---|
| Одноударный молоток для клепки с электронагревом | 1981 |
|
SU1020178A1 |
| Пневмогидравлический одноударный молоток | 1980 |
|
SU880603A1 |
| Ручное устройство для клепки раскаткой | 1980 |
|
SU933172A1 |
| УСТРОЙСТВО ДЛЯ ПРЕССОВОЙ КЛЕПКИ КЛИНОВИДНЫХ ПАКЕТОВ | 2003 |
|
RU2253536C1 |
| Станок для клепки тормозных накладок | 1990 |
|
SU1752477A1 |
| Ручной клепальный пресс | 1980 |
|
SU904865A1 |
| УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОЙ ПРИВАРКИ ШИПОВ, ШПИЛЕК И Т. П. ДЕТАЛЕЙ | 1946 |
|
SU69372A1 |
| Пневматическая поддержка для клепки | 1979 |
|
SU821025A1 |
| Обжимка к клепальному молотку | 1980 |
|
SU910303A1 |
| Привод к одноударным молоткам | 1988 |
|
SU1696082A1 |
фиг
фиг2
